折弯机一边油缸下不到底(液压折弯机无压力故障怎么处理?)
Posted
篇首语:一分耕耘,一分收获。本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机一边油缸下不到底(液压折弯机无压力故障怎么处理?)相关的知识,希望对你有一定的参考价值。
折弯机一边油缸下不到底(液压折弯机无压力故障怎么处理?)
数控液压折弯机主要用于工件的折弯加工,由机架、滑块、工作台、液压缸、液压比例伺服系统、位置检测系统、数控系统和电气系统组装而成。该折弯机在空载速度、工作速度和回程速度工况下,始终能保持滑块的位置同步(与工作台平行),并能在行程终点处实现高精度的定位。因此广泛用于汽车、造船、集装箱、工程机械、建筑机构、金属结构、灯杆及电力杆等行业的构件折弯加工。
下面我们会对数控液压折弯机的液压系统进行分析,对工进无压力等故障的可能原因进行梳理,介绍充液阀工作原理和故障排查。
1、故障描述
数控液压折弯机运行时,滑块在数控系统和液压伺服系统的控制下,完成一次行程需要经过以下6个阶段:快速下行、减速下行、压料并保压、卸压、快速上行以及停止在上死点。本文为分析方便,将6个阶段合为3个阶段,即快进、工进及快速回程(快退)。
现在该折弯机在工作中出现的故障现象是:滑块可快速下行,但在压料时压力明显不足,无法完成折弯作业。
2、液压系统概述
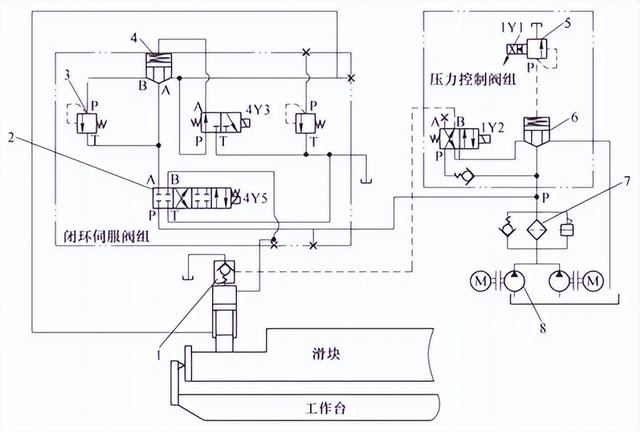
系统液压原理:
1—充液阀 2—比例伺服阀 3—溢流阀 4—插装阀1 5—比例溢流阀 6—插装阀2 7—滤油装置 8—液压泵
(1) 滑块快速下行(快进)
4Y5(交叉)、4Y3得电,液压缸下腔的油液很快经插装阀1、比例伺服阀回到油箱,同时失去支撑滑块所需要的油压。滑块的自重带动活塞快速下降,液压缸上腔瞬间形成负压,“吸开”充液阀,大量油液由油箱经充液阀进入液压缸上腔,滑块快速向下运行。
(2) 工进加压
当滑块下行至转换点后,4Y3失电,插装阀关闭,液压缸下腔的油经溢流阀产生压力,使滑块不能自由下落。此时1Y1得电,使比例溢流阀建立系统压力,1Y2得电,充液阀关闭,油液经比例伺服阀进入液压缸上腔,迫使滑块向下运动,完成压料动作。
(3) 滑块快速回程(快退)
4Y3得电,插装阀1开启,4Y5得电(直通),此时油泵输出的油经比例伺服阀、插装阀1进入液压缸下腔,且1Y1保持得电,比例溢流阀继续建立压力。同时,1Y2失电,充液阀在控制油路压力作用下开启,液压缸上腔的油液经充液阀(大量)快速回到油箱,滑块完成快速回程动作。
3、故障分析与排查
根据故障现象,分析液压系统原理图可知,折弯机工进无压力,推测故障原因如下。
故障原因:
1) 压力控制阀组中比例溢流阀的1Y1电磁铁未得电,此时比例溢流阀为普通溢流阀,系统不能建立起足够的压力。
2) 压力控制阀组中插装阀2的锥孔磨损或密封失效等,阀口未关闭,导致系统建压时,油液经过该插装阀口,直接回到油箱,系统无压力。
3) 充液阀阀口不能正常关闭、阀芯损坏或密封失效[2],液压缸上腔经充液阀内腔与油箱互通,折弯机工进时,油液从液压缸上腔经充液阀直接回到油箱,导致压力不足。
根据从简到难逐一排除法,故障点排除过程如下。
故障排查:
1) 检查压力控制阀组中的比例溢流阀是否正常得电。折弯机工进状态下检查该比例溢流阀,触头1Y1灯亮,且比例溢流阀正常动作,排除比例溢流阀故障。
2) 检查压力控制阀组的插装阀2。拆卸插装阀2,检查锥孔磨损情况,并清洗阀芯后重新安装,折弯机工进仍压力不足,可暂时排除插装阀故障。
3) 检查充液阀控制油路电磁换向阀。折弯机工进时,该电磁换向阀处于关闭状态,指令充液阀关闭,电磁换向阀无异常。
4) 检查充液阀。拆卸充液阀,发现充液阀阀端部锁紧螺栓松动脱落,先导阀芯损坏,导致先导阀口处于常开状态,充液阀无法紧闭,至此发现故障原因。
相关参考
折弯机因其负载过重,运动部位润滑不到位,工作环境较复杂等多种原因,都极易造成运动部件磨损或拉伤。本文就为大家分析一下折弯机常见的机械故障及维修: 故障一:液压折弯机液压系统无压力或压力键不上去 ...
在折弯机的实际应用过程中,液压系统最常见的故障是液压缸保压时,滚轮卡紧力不足,回程速度相对较慢。这种故障不仅会在很大程度上影响液压系统的操作性能,还会影响整个系统的稳定性,进而可能产生其他一些故障...
扭轴数控折弯机(时间像砂纸,能打磨世人,也会打磨机械—折弯机变形原因与处理)
折弯机是一种能够对薄板进行折弯的机器,其主要构成:滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由数控系统控制...
关于折弯机,大多数客户只了解其基础的用法和操作,对于其工作原理和内部配置都是一知半解甚至一窍不通的。本文从折弯机基础部件到高端选配为大家详细讲解,带大家深入了解数控折弯机。油缸对于大多数折弯机,油缸一...
折弯机下行缓慢抖动(「萨凡折弯」数控折弯机折弯时滑块无法回程该如何处理?)
1、调试Y轴折弯部分参数,数控折弯机折弯参数应根据实际调试,部分增益太小,滑块会折不动或折不到位,太大滑块会抖动,应该将参数调整为动作时滑块不抖动,增益尽量大一点;或者是折弯机诊断程序中左、右阀偏置设置...
数控折弯机滑块不在上死点(「萨凡折弯」数控折弯机折弯时滑块无法回程该如何处理?)
1、调试Y轴折弯部分参数,数控折弯机折弯参数应根据实际调试,部分增益太小,滑块会折不动或折不到位,太大滑块会抖动,应该将参数调整为动作时滑块不抖动,增益尽量大一点;或者是折弯机诊断程序中左、右阀偏置设置...
...液压自动挠度补偿机构,它是由一组安装在下工作台里的油缸组成,每个补偿油缸的位置、大小是根据滑块、工作台有限元分析的挠度补偿曲线设计而成,液压补偿是通过前中后3块立板之间的相对位移,来实现中立版的凸起补...
液压板料折弯机说明书控制器(值得收藏二手折弯机与剪板机操作大全)
中国拆迁网小编为大家带来的是二手折弯机与剪板机操作规范大全,各位老板可以收藏关注哦!一、折弯机安全操作规范工作前:1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。2、开机前应将上、下模具清理、...
液压板料折弯机说明书控制器(值得收藏二手折弯机与剪板机操作大全)
中国拆迁网小编为大家带来的是二手折弯机与剪板机操作规范大全,各位老板可以收藏关注哦!一、折弯机安全操作规范工作前:1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。2、开机前应将上、下模具清理、...
...、地下洞室、桥梁等工程施工中必不可少的设备之一。双油缸弯拱机u型工字钢冷弯机厂家 魏巍工字钢冷弯机新增六大特点1,控制方面:数控弯拱机有PLC程序控制器控制,全液压自动读数器可手动控制也可数控控制。2,操作...