技术测定法适用于(最强解析机器视觉技术在「紧固件外观缺陷检测」领域的应用)
Posted
篇首语:宁叫钱吃亏,不叫人吃亏。本文由小常识网(cha138.com)小编为大家整理,主要介绍了技术测定法适用于(最强解析机器视觉技术在「紧固件外观缺陷检测」领域的应用)相关的知识,希望对你有一定的参考价值。
技术测定法适用于(最强解析机器视觉技术在「紧固件外观缺陷检测」领域的应用)
紧固件作为常见的机械零部件,在工作中可能会出现裂纹、腐蚀、凹坑以及人为损伤等缺陷,将严重威胁着现有结构的安全性和可靠性。
以非常贴近我们日常生活的汽车为例,串联起汽车关键零部件的紧固件一旦腐蚀断裂失效,轻则汽车故障,重则出现人员伤亡。
在这个对紧固件的质量要求日益严苛的时代,高精度检测,已成为紧固件原材料挑选及生产制造的必要工序!

因此,在紧固件厂必要设立表面缺陷检测工位,并安排相应的技术人员,对生产的固件进行表面缺陷检测。
那么紧固件表面缺陷种类有哪些呢?其产生的原因以及检测的依据又是什么呢?今天小矩将和大家一起探讨下。
紧固件常见缺陷类型及检测要点
汽车零部件-螺栓为例,从设计图样到制品,要经历一系列工艺流程,流程中存在众多复杂因素,极有可能形成某种缺陷,若这些缺陷未被检测发现,或检测手段落后而发现不了,或技术标准不合理等,使得原本不应该流入市场的不合格品成为商品,从而成为在后续装配服役过程中失效的潜在因素。
汽车零部件常见缺陷可以分为:制造工艺缺陷、原材料缺陷。
制造工艺产生的缺陷
成形工艺不当造成的工艺缺陷种类较多,例如,成形工艺不当所致粗晶或晶粒不均匀、成形工艺不当所致螺纹流线分布不顺或穿流、螺纹滚压工艺不当造成缺陷、加工艺不当造成的缺陷、成形工艺不当导致裂纹、热处理工艺不当导致淬火裂纹等。
① 淬火裂缝
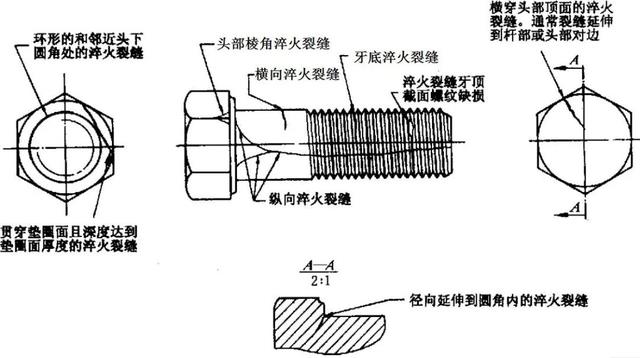
淬火裂缝示意图
产生原因:在热处理过程中,由于过高的热应力和应变,都可能产生淬火裂缝。淬火裂缝通常是不规则相交、无规律方向的呈现在紧固件表面。
检测要求:任何深度、任何长度或任何部位的淬火裂缝都不允许存在。
② 锻造裂缝

锻造裂缝示意图
产生原因:锻造裂缝可能在切料或锻造工序中产生,并位于螺栓和螺钉的头部顶面,以及凹穴头部隆起部分。
检测要求:锻造裂缝的长度L :L≤d;锻造裂缝的深度或者宽度 b:b≤0.04d;d---螺纹公称直径。
③ 锻造爆裂

锻造爆裂示意图
产生原因:在锻造过程中可能产生锻造爆裂,例如在螺栓和螺钉六角头的对角上,或在法兰面或圆周上,或在凹穴头部隆起部分出现。
检测要求:
六角头及六角法兰面螺栓和螺钉:六角法兰面螺栓和螺钉的法兰面上的锻造爆裂,不应延伸到头部頂面的顶圆(倒角圆)或头下支承面内。
对角上的锻造爆裂,不应使对角宽度减小到低于规定的最小尺寸。螺栓和螺钉凹穴头部隆起部分的锻造爆裂,其宽度不应超过 0. 06d 或深度低于凹穴部分。
圆头螺栓和螺钉及六角法兰面螺栓:螺栓和螺钉及六角法兰面和圆头圆周上的锻造爆裂的宽度,不应超过下列极限:≤0.08dc(或 dk) (只有一个锻造爆裂时) ;
≤0.04dc(或 dk)(有两个或更多的锻造爆裂时,其中有一个允许到 0.08dc 或 dk,其中d 一螺纹公称直径;dc---头部或法兰直径;dk---头部直径。
④ 剪切爆裂
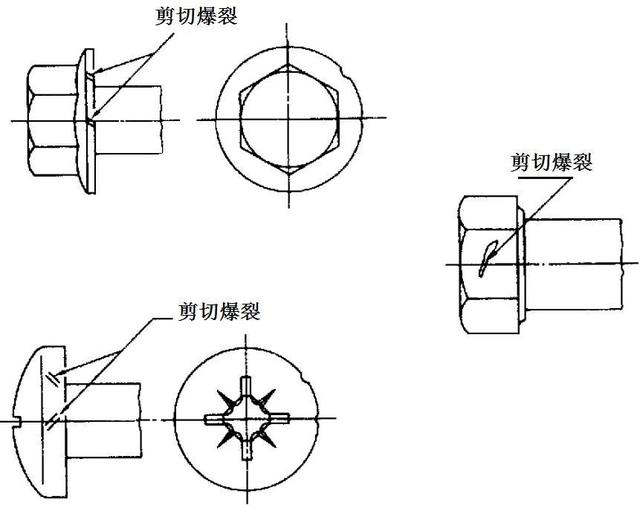
剪切爆裂示意图 剪切爆裂示意图
产生原因:在锻造过程中可能产生剪切爆裂,例如在圆头或法兰面产品的圆头或法兰面的周围出现,通常和产品轴心线约成 45°。也可能产生在六角产品的对边平面上。
检测要求:
六角头及六角法兰面螺栓和螺钉:六角法兰面螺栓和螺钉的法兰面上的剪切爆裂,不应延伸到头部顶面的顶圆(倒角圆)或头下支承面内。对角上的剪切爆裂,不应使对角宽度减小到低于规定的最小尺寸。
螺栓和螺钉凹穴头部隆起部分的锻造爆裂,其宽度不应超过 0. 06d 或深度低于凹穴部分。
圆头螺栓和螺钉及六角法兰面螺栓:螺栓和螺钉及六角法兰面和圆头圆周上的剪切爆裂的宽度,不应超过下列极限:≤0.08dc(或 dk) (只有一个剪切爆裂时) ;
≤0.04dc(或 dk)(有两个或更多的剪切爆裂时,其中有一个允许到 0.08dc 或 dk ,其中d 一螺纹公称直径;dc---头部或法兰直径;dk---头部直径。
原材料的缺陷
原材料缺陷主要包括表面裂纹、表面折叠、表面脱碳、表面粗晶环、残余缩孔和夹杂缺陷等。
① 原材料的裂纹和条痕
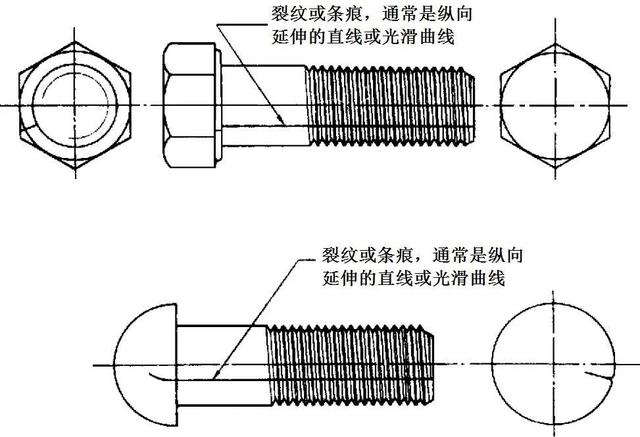
原材料的裂纹和条痕示意图
产生原因:原材料的裂纹和条痕通常是沿螺纹、光杆或头部纵向延伸的一条细直线或光滑曲线的缺陷。裂纹和条痕通常是制造紧固件的原材料中固有的缺陷。
检测要求:裂纹或条痕的深度:≤0.03d。如果裂纹或条痕延伸到头部,则不应超出对锻造爆裂规定的宽度和深度的允许极限,d为螺纹公称直径
② 凹痕
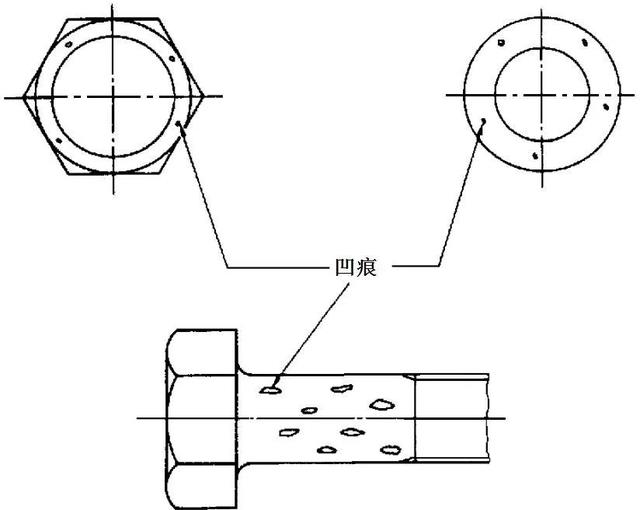
凹痕示意图
产生原因:凹痕是在锻造或镦锻过程中,由于金属未填满而呈现在螺栓或螺杆表面上的浅坑或凹陷。凹痕是由切屑或剪切毛刺或原材料的锈层造成的痕迹或压印,并在锻造或镦锻工序中未能消除。
检测要求:凹痕的深度 h:h≤0.02d(最大值为 0.25mm)。凹痕的面积:支承面上凹痕面积之和,不应超过支承面总面积的 10%。d为螺纹公称直径。
③ 皱纹
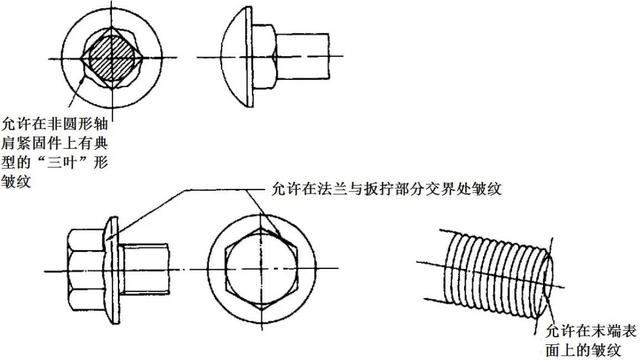
皱纹示意图
产生原因:皱纹是在锻造过程中,呈现在紧固件表面的金属折叠。在镦锻的一次冲击过程中,由于体积不足和形状不一造成材料的位移而产生皱纹。
检测要求:位于或低于支承面的内拐角上不允许有皱纹,但在上述图示或产品标准中特殊允许者例外。在外拐角上的皱纹允许存在。
④ 切痕

切痕示意图
产生原因:切痕是纵向或周向方向浅的沟槽,在镦锻的一次冲击过程中,由于体积不足和形状不一造成材料的位移而产生皱纹。
检测要求:在光杆、圆角或支承面上,由于加工产生的切痕,其表面粗糙度不应超过Ra=3.2μm
基于机器视觉技术的检测方法
工业4.0时代,针对市场紧固件生产越来越趋于精密化,而用人成本不断增高,人工效率及稳定性也不高,误检、漏检比率高。
目前市场,推出基于机器视觉的检测方法,检测原理是通过CCD相机拍照,软件进行图像分析,这种方法高效、高速、非接触的检测。
就例如螺丝螺母螺纹检测,对于品质要求极为严格,大多厂家主要采用的是机械检测方法。常用的有螺纹量规、工具显微镜、和其他通用量仪等,这些方法都是手工进行的,不仅检测速度慢、检测精度低,而且,螺丝螺母的使用量一般都很大,都是大批量生产,这时外观检测依靠人工是完全应付不过来的,所以只能采用机器视觉检测设备来进行品质检测。

但也往往会存在一些检测难点,如产品位置和角度随机,且相机需要倾斜拍摄才能看到一边的螺丝孔侧面,不同位置的特征有一定视差,传统视觉算法难以准确定位和检测螺纹。

检测要求螺纹结构是生产生活中十分常见的工件结构,常常被用来进行物体固定和拼装。螺纹结构是否完整,螺纹有无缺损往往能够影响产品能否正常使用,是产品完美出厂的重要零部件。
客户在检测中,一般是想要测量产品部件上螺丝孔内螺纹的完整性和可用性:
能够正确的检测到被测工件有无内螺纹。
控制器的检测速度控制在0.5S之内。
当检测出有不合格产品时,输出报警信号到PLC。
能准确识别螺孔中是否有螺纹。如有螺纹,执行OK信号同时产品进入下一工序检测;
如果螺孔中没有螺纹或没有开孔,输出报警信号给机械执行机构以剔除此次品。
紧固件质检需要AI智能化赋能
当今工业生产制造,由于科学技术的限制仍然主要采用人工检测的方法去检测产品表面的缺陷,这种方法由于人工的限制和技术的落后,不仅检测产品的速度慢、效率低下,而且在检测的过程中容易出错,从而导致了检测结果的不合格。
随着计算机技术的发展,出现了基于机器视觉技术的表面缺陷检测技术。这种技术的出现,大大提高了生产作业的效率,避免了因作业条件,主观判断等影响检测结果的准确性,实现能更好更精确地进行表面缺陷检测,更加快速的识别产品表面瑕疵缺陷。
矩视智能低代码平台精确检测螺丝孔内螺纹缺陷、瑕疵,并对缺陷信息进行统计、分类和分析,优化生产过程控制,将产品进行分级,对合格品和不合格品进行分类,提高客户的信赖和满意度。
实现的过程如下:采集图像→特征标注→深度学习→测试验证→模型下载。
如下图,利用我们自主研发的低代码平台即可一站式轻松检测出检测五金件螺柱内部的加工孔里面是否加工内螺纹。
采集图像:将实拍图像,上传至低代码平台。
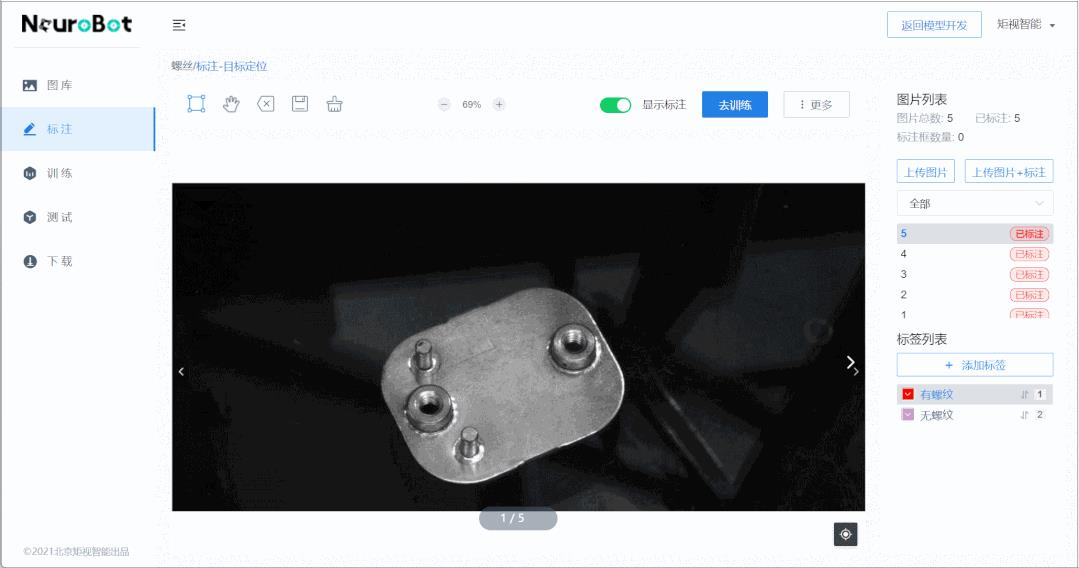
特征标注:根据缺陷类型,添加标签(有螺纹/无螺纹)对部分图片进行特征标注。

深度学习:一键进入训练,深度学习缺陷特征。
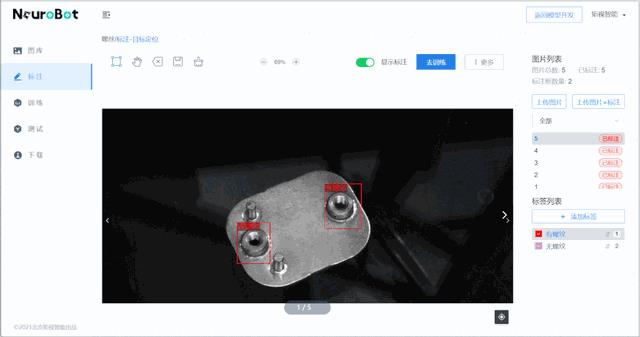
测试验证:测试训练效果,未标注图片转为已标注。

模型下载:部署本地验证效果。
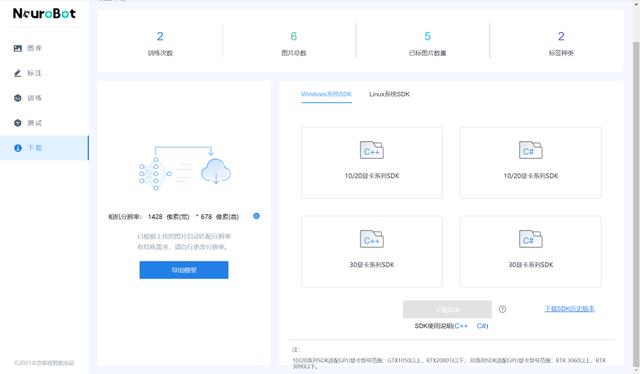
基于深度学习的检测方法,可以正确的检测螺纹孔,检测不合格产品时可以发出报警信号(OK/NG),良好的产品,内部成像完整且清晰,螺纹纹理流畅,均匀,没有缺损。不合格产品成像图片,可以凭借成像效果判断缺损方位与严重程度。

随着社会经济的不断发展,对紧固件裂纹的检测手段要求也越来越高,也必将必须符合实时在线检测、灵敏度高、操作简单以及不易受外界干扰等要求。
能够在恶劣的外部环境中工作;迅速准确地检测到裂纹的位置、大小、宽度、深度和发展趋势等;检测结果可以图像方式显示,可以进行分析;集检测速度快、效率高、结果直观于一体。
机器视觉技术的应用更多是为了提高生产效率,降低人力成本,因此,工业生产和管理中的某些人工环节正逐渐被机器人代替。
矩视智能机器视觉低代码平台是一个面向机器视觉应用的云端协同开发平台,始终秉承0成本、0代码、0门槛、0硬件的产品理念。
平台以人工智能技术为核心,在机器视觉应用开发环节,为开发者提供图像采集、图像标注、算法开发、算法封装和应用集成的一站式完整工具链。覆盖字符识别、缺陷检测、目标定位、尺寸测量、3D测量、视频开发等上百项通用功能,致力于成为全球用户量最多,落地场景最广泛的机器视觉低代码平台。
更多功能正在开发中,最新信息会第一时间在官方公众号“矩视智能”进行公布,大家持续关注哦!
相关参考
...些施工问题。本文着重与大家一起聊聊关于水性漆的涂装技术与施工条件要求。1、对症下药:选择合适的水性漆。大多数厂家生产出来的水性漆其实都是有其适用范围附着在产品包装上。比如说切瑞西水性木蜡漆系列外产品适...
打电路板的机器(浙江卡巴尔电气公司:小遥控“拨千吨” 研发“最强大脑”)
...操控这些成百上千吨重的庞然大物,电气指令无线化控制技术的灵活运用是关键。瞄准这个细分领域,浙江卡巴尔电气有限公司(以下称“卡巴尔电气公司”)深入钻研,自主设计、研发、生产的工业无线控制设备目前已广泛应...
...性。软化点用于沥青材料分类,是沥青产品标准中的重要技术指标。BT-5030自动沥青软化点试验器适用于道路石油沥青、煤沥青、
...性。软化点用于沥青材料分类,是沥青产品标准中的重要技术指标。BT-5030自动沥青软化点试验器适用于道路石油沥青、煤沥青、
在了解了光源对于机器视觉技术的重要性,知晓了如何为机器视觉系统配备合适的光源组件之后,我们还需要来看一下在图像采集过程中,机器视觉光源的照明技术以及形式种类都有哪些?它们的作用以及应用领域在哪里?机器...
干化学分析仪(COD消解仪可广泛应用于各行业的化学耗氧量的测定)
...、准确测量污水的化学需氧量。是环境监测站、环境工程技术人员、企业实验室的**实验设备。COD快速测定仪采用开管回流加热消解或密封消解法。利用重铬酸钾等组成的专用氧化
振动盘是一种自动化技术组装或自动加工设备的辅助给料机器设备,运用于五金、医疗设备及其钟表等领域中,是工业自动化生产送料的必须设备。而柔性振动盘是一种振动频率低且兼容性高的送料机器设备,也是提高上料效率...
...、零件可追溯性、测量关键尺寸、定位焊接螺母、弹簧和紧固件的存在、密封剂的焊道跟踪
建筑绝热保温涂料验收规范(一级建造师总结材料 1H413080《绝热工程安装技术》)
一、单项选择题1、管廊上工艺管道保温结构的组成中一般不包括( )。A、防腐层B、保温层C、保护层D、防潮层【正确答案】D【答案解析】本题考查的是设备及管道绝热工程施工方法。保温结构:由保温层和保护层组成。保冷...
热反射漆(建筑外表面热反射隔热涂料新标准本月起实施有哪些改变和亮点?)
...针对建筑外表面用热反射隔热涂料,规定了该涂料的基本技术指标及测定方法,包括平涂型反射隔热涂料和质感型反射隔热涂料。《建筑外表面用热反射隔热涂料》(JC/T1040-2020)标准参考国外先进标准制定了太阳光反射比测定...