手轮(FANUC Oi T系统面板的操作)
Posted
篇首语:宁给穷人一斗,不给富人一口。本文由小常识网(cha138.com)小编为大家整理,主要介绍了手轮(FANUC Oi T系统面板的操作)相关的知识,希望对你有一定的参考价值。
手轮(FANUC Oi T系统面板的操作)
不同厂家生产的数控车床,其车床面板是不同的。
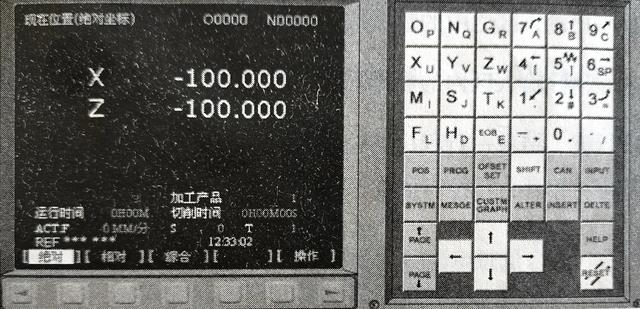
FANUC Oi T输入编辑面板
(一)按键介绍
1.数字/字母键
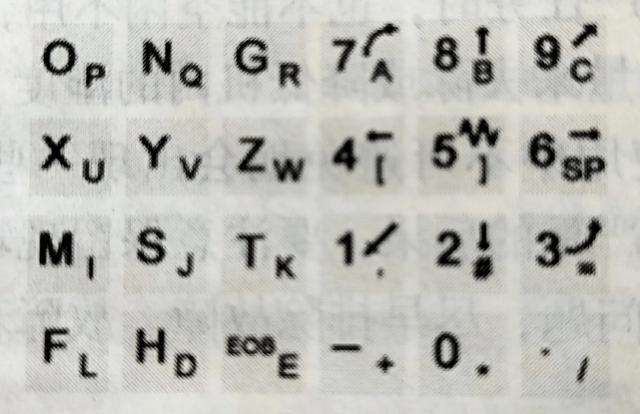
数字和字母键用于输入数据到输入区域,系统自动判别取字母还是数字。
字母和数字键通过上档键(SHIFT)切换输入,如:X—U, 9—C。
2.编辑键
ALTER.替换键 用于输入的数据替换光标所在的数据。
DELTE.删除键 删除光标所在的数据,或者删除一个程序或删除全部程序。
INSERT.插入键 把输入区中的数据插入到当前光标之后的位置。
CAN.取消键 消除输入区内的数据。
EOB e. 回车换行键 结束一行程序的输入并换行。
3.页面切换键
PROG.程序显示与编辑页面。
POS.位置显示页面 位置显示有三种方式,用按钮 PAGE 选择。
OFSETSET. 参数输入页面 按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。进入不同的页面以后,用按钮PAGE 切换。
SYSTM. 系统参数页面。
MESGE. 信息页面,如"报警"。
CUSTMGRAPH. 图形参数设置页面。
HELP. 系统帮助页面。
RESET. 复位键。
4.翻页键 (PAGE)
PAGE UP 向上翻页向上⏫。
PAGE DOWN 向下翻页向下⏬。
5.光标移动键 (CURSOR)

- 输入键
INPUT. 输入键 把输入区内的数据输入参数页面。
(二)基本操作
1.回参考点
1)设置模式旋钮在宝马标志位置。
2)选择x 、z轴,按住按钮,即回参考点。
2.移动
手动移动机床轴的方法有三种
(方法一)用快速移动键,这种方法用于较长距离的移动。
1)置模式旋钮在 JOG 模式位置。
2)选择各轴,按方向键±,机床各轴移动,松开后停止移动。
(方法二)
用增量移动键,这种方法适用于微调,如用在对基准的操作中。
1)置模式旋钮在增量移动位置:选择 X1 X10 X100 X1000步进量。
2)选择各轴,每按一次,机床各轴移动一步。
(方法三)
操纵‘‘手轮’’,这种方法用于微量调整。在实际生产中,使用手轮可以让操作者容易控制和观察机床移动。‘‘手轮’’在软件界面右上角点击即出现。
3.开、关主轴
1)设置模式旋钮在‘‘JOG’’位置
主轴正反转按钮
主轴停止按钮
4.启动程序加工零件
1) 置模式旋钮在 AUTO 位置
2)选择一个程序
3)按程序启动按钮。
5.试运行程序
试运行程序时,机床和刀具不切削零件,仅运行程序。
置模式旋钮在试运行程序位置
选择一个程序如O0001后,按PAGE DOWN调出程序,按程序启动按钮完成程序试运行。
6.单步运行
置单步开关于 on 位置。
程序运行过程中,每按一次循环启动按钮,执行一条指令。
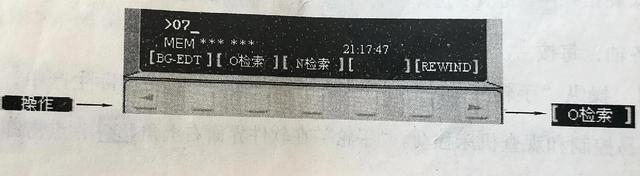
7.选择一个程序
(方法一)按程序号搜索
1)选择模式放在 ‘‘EDIT’’ 位置
2)按PROG键,输入字母‘‘O’’。
3)按数字键7,输入数字‘‘7’’,输入搜索的号码‘‘07’’。
4)按光标移动键向下开始搜索,找到后,‘‘07’’ 显示在屏幕右上角程序号位置,‘‘07’’的数控程序显示在屏幕上。
(方法二) 选择模式放在 AUTO 位置
1)按 PROG 键,输入字母‘‘O’’。
2)按数字 7 键,输入数字‘‘7’’,键入搜索号码:‘‘07’’。
3)按‘‘07’’ 显示在屏幕上。
4)可输入程序段号‘‘N30’’,按‘‘N检索’’搜索程序段。
8.删除一个程序
1)选择模式放在‘‘EDIT位置’’。
2)按PROG键,输入字母‘‘O’’。
3)按数字键7,输入数字7,输入要删除的程序号:‘‘07’’。
4)按OELTE, ‘‘07’’的数控程序被删除。
9.删除全部程序
1)选择模式在‘‘EDIT’’位置。
2)安PROG键,输入字母‘‘O’’。
3)输入‘‘9999’’。
4)按DELTE键,全部程序被删除。
10编辑数控程序(删除 插入 替换操作)
1选择模式在‘‘EDIT’’位置
2)按键PROG。
3)输入被编辑的‘‘NC’’程序名如‘‘07’’,按插入键INSERT即可编辑。
按删除键,删除光标所在的代码。
按插入键,把输入区的内容插入到光标所在的代码后面。
按替换键,把输入区的内容替代光标所在的代码。
11通过操作面板手工输入数控程序
1)置模式旋钮在‘‘EDIT’’位置。
2)按PROG键,在按DIR进入程序页面
3)按7键,输入‘‘07’’程序名
4)按EOBE、INSERT键,开始程序输入。
5)按EOBe、INSERT键,换行后继续输入。
12输入刀具补偿参数
1)按OFSETSET进入参数设定页面,按‘‘补正’’键。
2)用PAGE进行上下键选择刀具补偿。

3)用光标移动键上下选择补偿参数编号。
4)输入补偿值到长度补偿H或半径补偿D。
5)按INPUT键,把输入的补偿参数输入到所指定的位置。
13.MDI手动数据输入
1)切换到‘‘MDI’’模式。
2)按PROG键,在按MDI、EOBe和分程序号‘‘N10’’,输入程序如:G0x50。
3)按插入,则‘‘n10个g0x50’’程序被输入。
4)按程序启动按钮,则执行该段程序。
14.位置显示
按POS,切换到位置显示页面,用翻页键或软键切换。
15零件坐标系位置
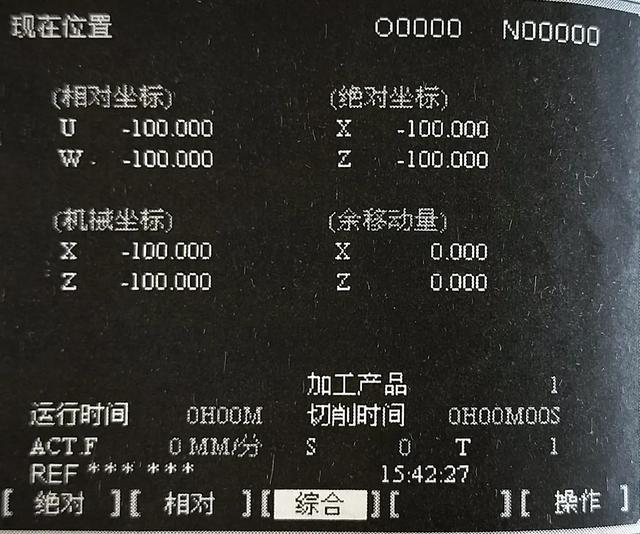
绝对坐标系ABSOLUTE:显示机床在当前坐标系的位置。
相对坐标系RELATIVE:显示机床坐标相对于前一位置的坐标。
综合显示MACHINE:同时显示机床在以下坐标系中的位置。
当前运动指令的剩余移动量(DISTANCE TO GO)。
相关参考
数控G03圆球头编程实例(第三章 FANUC oi系统数控车床操作)
第一节FANUCO-TDⅡ控制面板一、系统功能指令表在表3-1中列出的是FANUCO-TDⅡ系统常用指令。表3-1系统功能指令表G(M)代码组功能*G00G01G02G0301组定位(快速进给)直线插补(切削进给)圆弧插补CW(顺时针)圆弧插外CCW(逆时针)G0...
第二篇数控加工中心基本操作课题一FANUC0iMate-MC系统面板操作一、实训目的1.了解FANUC0iMate-MC数控系统面板各按键功能。2.熟练掌握FANUC0iMate-MC数控系统的基本操作。二、实训项目1.认识FANUC0iMate-MC数控系统面板各按键及功能FANUC0iMat...
机械式电缆大剪(GX710 Plus加工中心-加装手持式电子手轮)
...选购该款设备时,大部分都是按照标准配置订购,其电子手轮为面板式,没有注意可选配悬挂式电子手轮。当使用时才发现操作十分不便
数控系统开机黑屏怎么解决(FANUC 系统黑屏、操作面板无反应、ER97 IO LINK FAILURE 报警维修)
...第一机床厂STC34150bpipe数控管螺纹车床,配置FANUC0iTD数控系统及伺服系统,在加工进行中,数控系统突然黑屏,操作面板指示灯全熄灭。在现场打开电柜检查,合上电源开关,GS1(LRS-350-24)、GS2(LRS-350-24)开关电源指示灯点亮,...
之前更新过发那科和西门子的面板操作和指令说明,有小伙伴就留言给我更新下三菱系统的,那么今天就来啦~~一、操作面板二、软件界面键盘及功能键介绍功能键说明:MONITOR–为坐标显示切换及加工程序呼叫TOOL/PARAM–为刀补...
数控面板按键图解说明(FANUC系列操作面板各按键,提升自己必学技能,速来领取吧)
...在下方评论区进行留言哦!FANUC系列操作面板各按键FANUC系统操作面板功能键的含义键盘详细说明开关的使用方法加工中心加工工件的安装、对刀与换刀选择走刀路线与确定工艺参数与切削用量有关的工艺参数
数控车床怎么手轮试切(FANUC数控机床“对刀”很难?学会这六步,以后轻松“对刀”)
若你我之间有缘,关注作者又何妨?两情若是久长时,又岂在朝朝暮暮。大家好!我是江郎,一个踏踏实实的#数控#维修工。在数控编程中,开始试切的时候第一步一般都是开始对刀。那么如何对刀,今天和“机友”们探讨一下...
数控机床手轮摇没反应(FANUC数控机床“对刀”很难?学会这六步,以后轻松“对刀”)
若你我之间有缘,关注作者又何妨?两情若是久长时,又岂在朝朝暮暮。大家好!我是江郎,一个踏踏实实的#数控#维修工。在数控编程中,开始试切的时候第一步一般都是开始对刀。那么如何对刀,今天和“机友”们探讨一下...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...
法兰克车床攻丝g84程序格式(发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?)
发那科(FANUC)系统CNC如何刚性攻丝回退功能,退出卡住的丝锥?步骤说明:首先查看攻丝中断时候,攻丝程序中设定的主轴转速(在操作面板编辑模式下,打开程序)。2.运行刚性攻丝回退指令(操作面板切换到MDI模式下,输...