手摇式冲床发布内容(自动化技术在高速压力机生产线上的运用)
Posted
篇首语:人生必须的知识就是引人向光明方面的明灯。本文由小常识网(cha138.com)小编为大家整理,主要介绍了手摇式冲床发布内容(自动化技术在高速压力机生产线上的运用)相关的知识,希望对你有一定的参考价值。
手摇式冲床发布内容(自动化技术在高速压力机生产线上的运用)

随着现代工业的飞速发展,冲压生产领域在品质第一位的基础上,要求更加高效率、高速度、高启动率的生产方式,来提高生产效率,减少劳动力,降低运营成本。本文以我公司5400t生产线为例介绍现代自动化技术在高速压力机上的应用。
5400t 高速压力机生产线的组成部分
5400t 生产线由拆垛机、4 道工序的压力机 (1 个2400t、3 个1000t)、过渡平台、移送装置(ROBOBEAM)、自动装载系统等组成封闭式全自动生产线。
拆垛机
它由堆积区域(A、B)分离区域(C)、清洗区域(D)、中心单元(E)和退料区(F)组成,通过这些区域来完成自动分离、清洗及移送板材到压力机上。板材堆积区域:生产过程中叉车摆放、堆积好的板材,在分离区域板材生产耗尽时,通过移送带,移送到分离区域。板材分离区域:通过磁铁以及气压吹出来的力分离板材,吸盘一次吸一张并移送到清洗区域。板材清洗区域:利用刷轮、移送轮和挤压轮在清洗油的作用下,清洗板材表面层及均匀涂布成形所需的油渍。板材中心单元:清洗完的板材定位在平台上,等待移送装置移送。板材退料区域:最后一张板材,因运输时接触叉车叉子,很容易在其表面产生划伤,因此为了提高成形后的板材品质,该板材直接退到退料区域来防止不良成品件的产生。
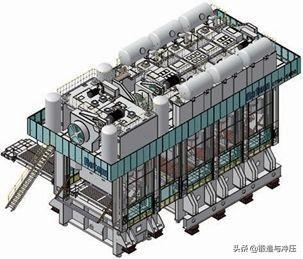
图 1 5400t 压力机组
5400t 压力机组(图 1)由 4 台压机组成,成形工位2400t,后面3 台分别负责切边、冲孔和翻边工序。生产线自动化程度的高低主要取决于自动换模速度的快慢。压力机的全自动换模系统在模具更换时只需要在触摸屏上设置好模具型号,然后启动开始按钮,模具更换的全部过程由压力机自动完成,极大的缩短了换模时间,整个换模过程在 5 分钟以内完成。压力机全自动换模技术(图 2)的实现包括以下几项技术的开发:
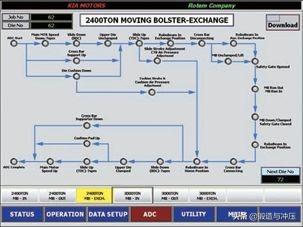
图 2 自动换模流程
⑴气压自动调整系统,采用压力传感器检测、电磁阀控制、PLC 编程实现了平衡器和气垫的气压自动调整。
⑵装模高度、气垫行程自动调整,采用绝对位置量旋转编码器检测位移量,通过触摸屏显示和设定参数、PLC编程控制,实现了自动调整定位精度达0.1mm。
⑶模具自动夹紧、放松系统,采用可移动式模具夹紧器,通过模具夹紧器个数和安装位置的不同,彻底解决了大小不一的模具无法在同台压力机上工作的难题,此模具夹紧器通过 PLC 编程、电磁阀控制实现了模具自动夹紧、放松。
⑷高速移动工作台自动开进开出系统,移动工作台的驱动采用变频调速器,实现了移动工作台运行曲线的柔性化,满足了定位精度高、移动速度快的要求, 速度可达 15m/min,定位精度达 0.1mm,安全栅采用电机驱动,并与移动工作台的开动联锁,实现了移动工作台的自动开进开出。
自动装载机器人
为了减少劳动力、加快成品件装载速度,使用机器人自动装件,在5400t 高速生产线需要 4 台机器人来满足每分钟 15 次的最高节拍。之前人工装件在高速生产线上,门外板可手动跟上最高节拍,但侧围这样的大型冲压件人工无法跟上生产节拍。机器人的取件可充分消化最高节拍,但对于工位器具要求反之更高,因为机器人工位器具在安装时容易发生上件不良导致整个生产线停顿的问题。机器人可自动换吸盘,可对应不同产品的装载,当然这些更换吸盘的时间都消耗在压力机自动换模的 5 分钟内,装件机器人如图3 所示。

图 3 装件机器人
生产流程:4台机器人分成两排,分别安装在生产方向的两侧,每侧各两台,负责抓取从皮带送过来的冲压件。皮带输送机按生产节拍调整移送速度, 工位器具分别摆放在 4 个可旋转平台上,小件可放4个,大件可放 2 个,工位器具装满时旋转平台旋转, 装满的工位器具旋转到另一侧,叉车移除装满工位器具送到下一道工序,把空的工位器具替换安装在旋转平台上。
控制系统
控制层各部分控制系统采用具有现场总线控制的 PLC 控制方式,具有单独控制及连线自动控制的功能。为保证系统稳定可靠的运行,现场总线采用西门子 PROFIBUS 总线及工业以太网控制系统。每个控制部分的 PLC间及各 PLC 与上位机之间的数据交换采用工业以太网方式,供监控系统连网使用。压力机控制系统需配备 ETHERNETCARD,与机器人控制系统接口,控制系统与机器人系统间通过 PROFIBUS-DP现场总线实现信息交换和联锁对接。人机界面HMI 采用 SIEMENS 的触摸屏,在每个控制单元均配置一个触摸屏,采用 PROFIBUS 总线通讯。单元触摸屏有指示灯及操作按钮(或旋钮),能够显示错误报警及自诊断信息等内容,与本单元相关的信号在HMI 上显示, 并以不同颜色区分。
安全系统
安全系统是自动化生产线的最大特点,本系统采用基于独立的SAFETYBUS 保护系统,配置完善的安全装置,实时控制、显示安全区域的状况,及时发出声光报警信号或停机,与主 PLC 系统通讯采用PROFIBUS-DP 总线。声光报警单元作为整线安全系统的辅助工具,能够在设备启停、故障、换料、上下料故障,以及安全系统各安全监控点报警各种异常状况时通知操作人员处理。移送装置自动化生产线都处在安全围栏中,整个作业区为无人区,如果程序人员和维修人员想进入该区域,只能通过设在线首、线尾和各压力机之间的安全门。安全门是通过—个电气机械锁和安全系统来锁定的,通过一个行程开关和带钥匙的安全锁来检测门的状态。该门打开时,冲压线的所有移送装置的动力切断,并且导致失去工作单元的安全检测信息。
结束语
自动化技术越来越体现在流水生产线上,怎么控制整个流水线来高启动率生产,这里不仅有机械、电气和程序方面的结合,对企业经营而言,生产安全在自动化生产线上起重要作用,自动化程度高的安全系数也高。笔者通过参与安装两条5400t 压力机生产线的设备及调试工作,对设备的了解更加深入,对于以后在生产运营过程中,合理根据生产设备的特点来安排产品,提高生产效率及降低生产运营成本有很大帮助。
作者简介:全冠宇,冲压部生产经理,工程师。从事汽车冲压厂房建设,5400吨设备安装调试跟踪及新车调试等业务。
——文章来自《锻造与冲压》2019年第10期
相关参考
振力冲床(2022-2028年全球精密高速压力机行业收入年复合增长率CAGR为 49%)
内容摘要本报告针对未来几年精密高速压力机的发展前景预测,本文预测到2028年,主要包括全球和主要地区销量、收入的预测,分类销量和收入的预测,以及主要应用精密高速压力机的销量和收入预测等。图精密高速压力机据GI...
JH21-250吨气动冲床采用了先进的光电保护技术,是利用气动离合器制动器式的冲床设备,实现了电脑计数与程序的相互配合,大大提高了工作效率。是一种冲载精度高,速度快利用压缩机来产生气体的一种高速冲压设备。250吨气...
JH21-250吨气动冲床采用了先进的光电保护技术,是利用气动离合器制动器式的冲床设备,实现了电脑计数与程序的相互配合,大大提高了工作效率。是一种冲载精度高,速度快利用压缩机来产生气体的一种高速冲压设备。250吨气...
数控压力机(「干货」钣金加工技术在数控冲床中的实践应用分析)
...即利用现代化的计算机系统控制机械设备实现机械零件的自动化加工,随着科学技术的快速发展,数控技术已经广泛的应用于各行各业,目前已经发展的比较成熟。数控冲床是钣金
...研发的双死循环伺服系统控制方式,人性化程度高、全程自动化、智能化且功能强大。二、产品类型:由于液压冲床的广泛适用性,利用液压冲床进行加工生产的工艺是多种多样的,因此液压冲床的本体结构形式也是多种多样的...
...具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势明显,但使用费用和维护成本较高,这也使得数控转塔冲床一直在市场中具有较大的保有量。
...具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势明显,但使用费用和维护成本较高,这也使得数控转塔冲床一直在市场中具有较大的保有量。
...具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势明显,但使用费用和维护成本较高,这也使得数控转塔冲床一直在市场中具有较大的保有量。
headpunch顶?冲头headlesspunch直柄冲头heavilytaperedsolid整体模蕊盒hosenippler管接头impactdamper缓冲器injectionram压射柱塞inlaybusher嵌入衬套innerplunger内柱塞innerpunch内冲头insert嵌件insertpin嵌件梢kingpin转向梢kingpinbush主梢衬套knockoutbar脱模杵land...
...具备了技术成熟、加工精度高、效率高、工艺适应性强、自动化程度高等特点。相比较而言,激光切割机优势明显,但使用费用和维护成本较高,这也使得数控转塔冲床一直在市场中具有较大的保有量。