手提切割机型号大全(激光切割、水切割、等离子切割、线切割他们有什么区别呢?)
Posted
篇首语:孙竹新添绿玉枝,稚禽学习绕檐飞。动中会取归根意,雨过白云横翠微。本文由小常识网(cha138.com)小编为大家整理,主要介绍了手提切割机型号大全(激光切割、水切割、等离子切割、线切割他们有什么区别呢?)相关的知识,希望对你有一定的参考价值。
手提切割机型号大全(激光切割、水切割、等离子切割、线切割他们有什么区别呢?)
随着科技发展,切割方式越来越多,例如:激光切割、水切割、等离子切割、线切割……他们有什么区别呢?
听一位从事切割领域的工程师这样说:
(1)现在市场主流光纤激光器,二氧化碳激光器慢慢淘汰了,耗能太高,在非金属领域还是有市场。
(2)现在光纤设备自从激光器国产后,在中低功率段价格下降很厉害。
(3)除激光外其它的切割方式,就等离子和线切割市场需求比较大,但线切割针对的模具行业比较多,等离子在厚板或者精度要求不高的情况下需求比较多,水刀切割现在在金属行业已经不常见了,在非金属领域有很多。
(4)在以后的发展中,在金属中薄板中绝对是激光切割的天下,包括非金属切割也会被激光切割占领相当大一部分市场。
接下来我们分析一下这几种切割技术。
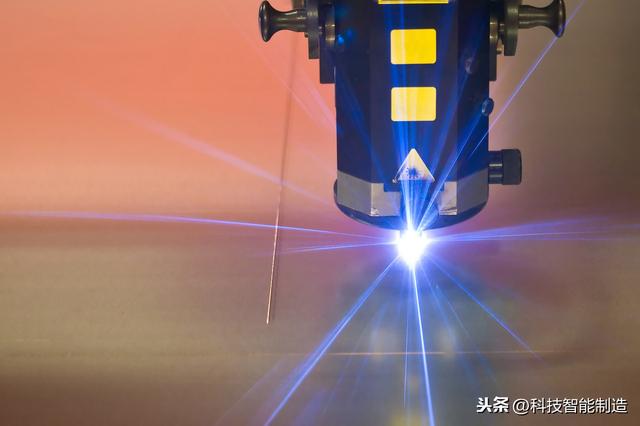
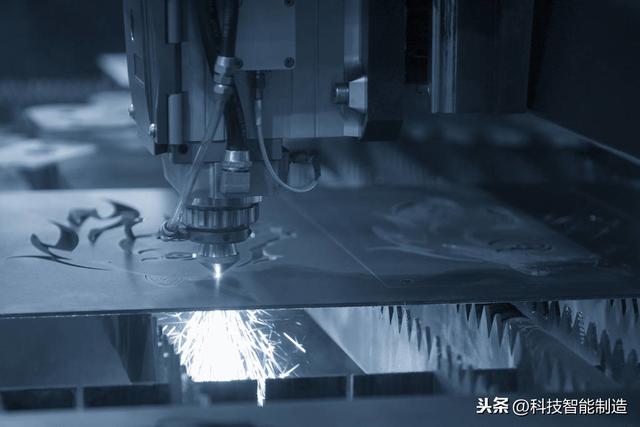
激光切割加工
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。现在一般使用CO2脉冲激光器,激光切割属于热切割方法之一。
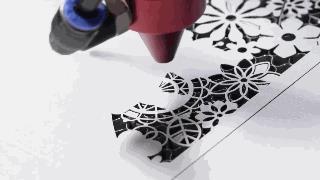
水切割加工
水切割,又称水刀,即高压水射流切割技术,是一种利用高压水流切割的机器。在电脑的控制下能任意雕琢工件,而且受材料质地影响小。水切割分为无砂切割和加砂切割两种方式。
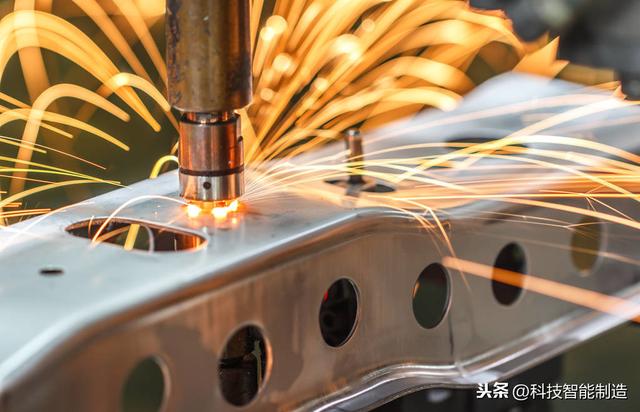
等离子切割加工
等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
线切割加工
电火花线切割机(Wire Electrical Discharge Machining简称WEDM),属电加工范畴,电火花线切割加工(Wire cut Electrical Discharge Machining,简称WEDM),有时又称线切割。线切割可以分为快走丝线切割,中走丝线切割,慢走丝线切割。快走丝电火花线切割的走丝速度为6~12 m/s,电极丝作高速往返运动,切割精度较差。中走丝电火花线切割是在快走丝线切割的基础上实现变频多次切割功能,是近几年发展的新工艺。慢走丝电火花线切割的走丝速度为0.2m/s,电极丝做低速单向运动,切割精度很高。
应用范围对比
激光切割机的应用范围很广,无论金属、非金属,都可以切割,切割非金属,如布料,皮革等可以用CO2激光切割机,切割金属可以用光纤激光切割机。板材变形小。
水切割属于冷态切割,无热变形,切割面质量好,无须二次加工,如需要也很容易进行二次加工。水切割可以对任何材料打孔、切割,切割速度快,加工尺寸灵活。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,等离子切割有明显的热效应,精度低,切割表面不容易再进行二次加工。
线切割是只能切割导电物质,切割过程中需要有切削冷却液,所以向纸张、皮革等不导电、怕水、怕切削冷却液污染的料就切不了了。

切割厚度对比
激光切割碳钢在工业上的应用一般为20mm以下。切割能力一般40mm以下。不锈钢工业应用一般在16mm以下,切割能力一般在25mm以下。而且随着工件厚度的增加,切割速度明显下降。
水切割的厚度可以很厚,0.8-100mm,甚至更厚的材料。
等离子切割厚度0-120mm,最佳切割质量范围厚度在20mm左右的等离子系统性价比最高。
线切割厚度一般为40~60mm,最厚可达600mm。
切割速度对比
用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。电火花线切割能达到的切割效率一般为20~60平方毫米/分,最高可达300平方毫米/分;明显,激光切割速度快,可以用于大批量生产。

水切割速度那是相当的慢,不适合批量大规模生产。
等离子切割的切割速度慢,相对精度低,更适合切割厚板,但端面有斜度。
对金属的加工,线切割有更高的精度,但速度很慢,有时需要用其它方法另外穿孔、穿丝才能进行切割,而且切割尺寸受到很大局限。
切割精度对比
激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.2mm。
等离子能达到1mm以内。
水切割不会产生热变形,精度为±0.1mm,若使用动态水切割机可提高切割精度,切割精度可达±0.02mm,消除切割斜度。
线切割加工精度一般为±0.01~±0.02mm,最高可达±0.004mm。
切缝宽度对比
激光切割相比等离子切割更精密,切缝小,在0.5mm左右。
等离子切割切缝较激光切割大,在1-2mm左右。
水切割的切缝大约比刀管直径大10%,一般在0.8-1.2mm。随着砂刀管的直径扩口,其切口也就愈大。
线切割的切缝宽度最小,一般在0.1-0.2mm左右。
切割表面质量对比
激光切割的表面精糙度没有水切割好,越厚的材料越明显。
水切割不会改变切割缝周边材料的质地(激光属于热切割,会改变切割区域周边的质地)。
生产投入成本对比
1)激光切割机不同用途的机型有不同的价格,便宜的如二氧化碳激光切割机也只要两三万,贵的如1000W的光纤激光切割机现在要一百多万。激光切割则没有耗材,但设备投资成本在所有的切割方式中是最高的,而且不是高了一点点,使用维护成本也相当高。
2)等离子切割机相对于激光切割机来说要便宜的多,根据等离子切割机的功率、品牌等不同,价格不等,使用成本较高,基本上只要能够导电材料都能切割。
3)水切割设备成本仅次于激光切割,能耗高,使用维护成本也较高,切割速度没有等离子快,因为所有的磨料都是一次性的,用过一次就排放到大自然中去了,因此带来的环境污染也比较严重。

4)线切割一般都在几万块左右。但线切割是有耗材的,钼丝、切削冷却液等。线切割常用的有两种丝,一种是钼丝(钼可贵呀),用于快走丝设备,优点是钼丝可以重复使用多次;另一种是用铜丝(反正比钼丝便宜多了),用于慢走丝设备,缺点是铜丝只能用一次。另外,快走丝机远比慢走丝机便宜,一台慢走丝的价格等于5、6台快走丝了。
相关参考
激光切割可以切多(激光切割、水切割、等离子切割、线切割切割大全在此)
...有很多。(4)在以后的发展中,在金属中薄板中绝对是激光切割的天下
慢走丝多少钱一台(激光切割、水切割、等离子切割、线切割切割大全在此)
...有很多。(4)在以后的发展中,在金属中薄板中绝对是激光切割的天下
等离子切割机的寿命是没有一个具体的数值,保养好,操作有序适当使用的年限肯定长,不同厂家生产的等离子切割机,都有着自己的一套操作规程。它既是保证操作人员安全的重要措施之一,也是保证设备安全、产品质量等的...
手提式冲孔机视频(数控龙门等离子切割机、等离子激光火焰切割机厂家哪里找?)
龙门等离子切割机河南省艮通工程机械有限公司始建于1998年,是专门从事为工程建筑矿山、隧道桥梁、地铁涵洞、水电工程、地下工程及煤炭高沼矿井巷道等行业混凝土机械的设计研发革新,生产销售服务为一体的高新科技企...
手提式石材切割机型号(110毫米石材切割机固定锯片的压板的规格(一))
110毫米石材切割机上面固定切割锯片的上下压板(通用型,默认)。加上两个扳手共是5件套。反丝黑色外六角螺丝的规格:8乘16毫米(不是全长,去掉头部的长度)。外六角螺丝头部需要扳手的尺寸是10毫米。上压板需要扳手的...
手提式不锈钢专用切割机(四点让你买到最合适的不锈钢激光切割机)
目前不锈钢激光切割机的市场份额很大,很多企业都需要购买不锈钢激光切割机,但并不是每个企业都能买到适合自己的不锈钢激光切割机,这是由于很多企业采购人员对激光切割机缺乏了解,那么如何让企业买到最适合自己的...
水切割激光切割和等离子切割(激光切割、水切割、等离子切割、线切割的区别和对比)
激光切割、水切割、等离子切割、线切割的区别和对比激光切割加工激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而...
激光切割机与等离子切割机的区别(激光切割、水切割、等离子切割、线切割的区别和对比)
激光切割、水切割、等离子切割、线切割的区别和对比激光切割加工激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而...
激光切割机与等离子切割机的区别(激光切割、水切割、等离子切割、线切割的区别和对比)
激光切割、水切割、等离子切割、线切割的区别和对比激光切割加工激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而...
数控等离子切割论坛(激光切割、水切割、等离子切割、线切割有何区别?)
随着科技发展,切割方式越来越多,例如:激光切割、水切割、等离子切割、线切割……他们有什么区别呢?激光切割激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同...