手推电动堆高机(堆高机后轮架冷弯成形失效原因的力能分析与对策)
Posted
篇首语:春衣少年当酒歌,起舞四顾以笑和。本文由小常识网(cha138.com)小编为大家整理,主要介绍了手推电动堆高机(堆高机后轮架冷弯成形失效原因的力能分析与对策)相关的知识,希望对你有一定的参考价值。
手推电动堆高机(堆高机后轮架冷弯成形失效原因的力能分析与对策)
楼卢情 黄栋梨
0 引言
冷弯曲成形工艺是机械制造行业最常用技术之一,是指加工件被放入按图纸图样和尺寸预制的凹凸模内,由液压动力施压模上,毛坯在模内经冷弯曲作用,直接使其形状、尺寸、相对位置和性质发生变化而成为半成品或成品的工艺过程。
在现场,因凹凸模型和被弯曲成形工件的图样和尺寸是一一对应的,而机械制造业的弯曲、翻边、扩孔加工件尺寸和形状是随客户需求变化的, 这无疑限制了冷弯曲工艺在现代翻新快、周期短密集产品上的适用性。
许多场合亟需拓展凹凸模技术使用范围,但缺乏对其弯曲变形的力能原理的了解,也缺乏按这种固有特性探究问题的支持,迫于完成任务往往盲目按工件能放入模具而进行操作,故时常陷入冷弯曲批量失效而束手无策的被动局面。本文以手动电动堆高机后轮架冷弯曲失效实例为依据,从力能参数、守恒条件分析现场液压作业时常失效的原因并提出对策,为改善原模具、工件单一成形及不同尺寸成形工艺条件提供数据支持,在机理上为延伸冷弯工艺应用范围、提高效率、增强企业活力作了探讨。
1 失效现象和特征
原公司ESB1.5M.04-00-02-2 全电动叉车万向轮架(简称ESB 万向轮架)一直是用火焰切割板在
YF32-100 四柱液压机上的凹凸模内冷弯成半成品(见图1):凸模下移h =90 mm, 凹模长s = 85 mm 等冷弯参数是以弯曲万向轮架技术要求为依据而设计,并经现场调试而确定,弯后,轮架上下长度差ΔS 基本在技术要求范围内。
近期公司要新增冷弯制作一批中等数量065KG01210 手推电动堆高机后轮架任务(见图2,简
称065 后轮架)。与ESB 万向轮架相比,因轮架主要变化是在长度上,即由原85 mm 减为80 mm, 板厚相等,因此现场采用在原模基础上改装,即在头部加焊一段分别铣高70 mm、长60 mm 以及铣高50 mm、长55mm 且宽均为120 mm 两凸台体作为改装凸模,而在凹模槽右侧加一块5 mm 铁板,并将凹模底座中心左移2.5mm,以与凸模中心对中。其余参照ESB 万向轮架冷弯工艺制作。ESB 万向轮架以及065 后轮冷弯曲模型如图1、图2 所示。
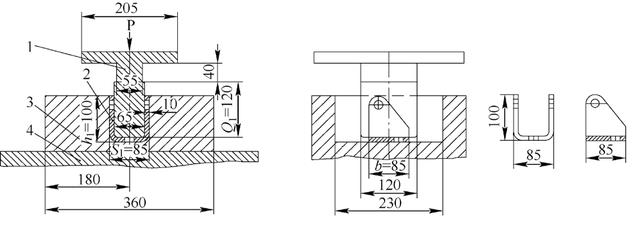
1. 凸模 2. 工件 3. 凹模 4.YF32-100 液压机
图1 ESB 万向轮架冷弯模型
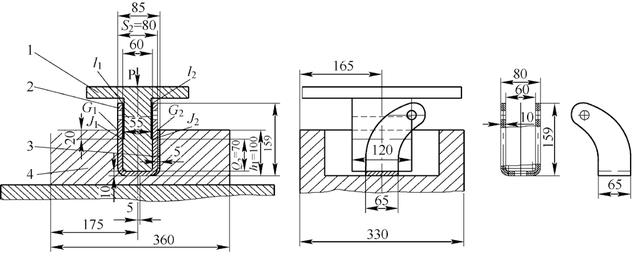
1. 凸模 2. 工件 3. 侧调整垫 4. 凹模
图2 065 后轮架冷弯曲模型
前期试冷弯制作20 个轮架,所有轮架在长度方向均出现缩口,即上小下大,轮架下端长度80 mm 未变,而上端长度缩小至73 ~ 75 mm,平均值为73.9 mm,偏离公称尺寸6.1 mm,如图3。在冷压过程中,当工件压入凹模、凸模退出工件圆弧端点瞬间,观察到两侧板上端有像闪电似的向内侧回缩现象。在凹模与工件接触的外表侧面还出现多块严重拉伤痕迹。由图2 知,该轮
架长度80 mm 未注公差,按GB/T 1804—1992 中m 等级规定,允差±0.3 mm,也就是实际上下长度差超过允差20 倍,一方面因所弯轮架内距小无法修复,其配合件无法装入而导致全部报废,另一方面人员不熟悉冷弯理论,找不出失效原因,整个冷弯工作被迫停止。其他公司现场也发生过类似冷弯成形批量废品故障。

图3 065 后轮架缩口及侧面拉伤图
2 轮架失效的力能分析
2.1 065 后轮架冷弯成形模型和力能分析
2.1.1 弯曲变形模型
为了找到065 后轮架冷弯失效原因,不妨将其冷弯物理变形过程用形似帽形强制变形几何模型来表示进行量化分析,见图4。
图4 帽形强制弯曲变形模型及几何关系图
实际上,板材塑性变形是其内部金属流动的结果。弯曲时,中心层内移,拉伸区扩大,受压缩区缩小,从而板材平均长度增加。受凹槽压束和凸模施压作用,工件弯曲是在凹凸模圆角附近发生。故凸模下移,工件与凹凸模圆角逐步相切,曲边AB 、CD 段逐步增大。而AB 段增大,一方面,由未变形区A 点左侧金属逐渐内移 , 即由直边弯成曲率内半径等于凹模圆角半径的曲边
所致 ;另一方面,也可能由直边BC 段的部分金属向凹模圆角处弯曲而成 。而CD 段增大 , 则由直边BC 弯曲成曲率内半径等于凸模圆角的曲边而致。当凸模继续下移,曲边CD 在C 点再弯成直边时 , 则产生反向弯曲变形。所以板坯C 点是由直边弯为曲边,再由曲边反弯曲为直边的应力交界点,其应力状态是分析帽形弯曲性质的关键。图5 所示轮架左右根部金属流向纹理特征就是这一应力状态显示的例证。

图5 弯后金属流动示意图
2.1.2 弯曲数形关系
在上述弯曲变形几何关系上,根据图4 模型,由文献[1] 可知直边
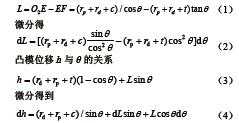
由于弯曲件对称,先考虑只弯一个角情况。设板坯宽度b ,弯曲后中性层位置不变 , 曲率半径为 ρ 0 ,塑性应变幅值ε =y /ρ 0,即幅值ε 和y 纵向塑性应变值成正比,而和曲率半径为 ρ 0 成反比,材料应力应变关系符合

式中:σ 为材料应力幅值,B 为材料常数,n 为加工硬化指标。弯曲变形能

式(6)表示碳素钢在t /2 板厚上作疲劳循环时发生塑性应变所需总能量的积分和 。 忽略弯曲时摩擦力等因素影响,根据力能平衡原理,在产生反弯曲时, 凸模下移dh 时所作功应等于板坯在外力作用下弯曲成形所吸收的能量。即

式中:P 2 为反弯曲变形力, 2 dw 为反弯曲变形能

由式(8) 可知, 因材料形变的屈服极限服从虎克定律,故当工件材质、几何特征形状、模具确定后,工件弯曲成形所需的能量也是恒定的,即为常量,且和板坯的宽度b 成线性正比关系。而现场工件在同型号液压机上成形时其压力又是调定的,因力能平衡,由式(7) 可知,其凸模下移量h 和板坯宽b 也同比增加。即板坯宽度宽,则凸模下移所需作功就大,下移高度就大,反之亦然。
2.2 模拟轮架冷弯力能试验和失效机理
2.2.1 模拟轮架冷弯力能试验
为了解现场冷弯变形时给定轮架实际宽度b 和凸模实际下移距离h =h 1-t 的关系,对直形轮架进行模拟冷弯力能试验,测试模型、试验数据如图6 和表1( 液压缸出口压力343 kN、板坯厚10 mm、轮架高160 mm)。
1. 凸模 2. 工件 3. 凹模 4.YF32-100 液压机
图6 直形轮架模拟冷弯变形试验模型

从数据表和数形关系式可以看出,轮架处于现场常用宽度50~100 mm 范围时:
1) 当凸模下移高度h =90 mm,轮架宽度b =85 mm时,轮架长度上下差值ΔS 趋于0,显示力能平衡状态。
2) h 不变,宽度b 减少到50 mm 时,材料弯曲所需形变能减少,这时凸模下移做功大于材料所需形变能,弯曲过能量,材料屈服,轮架开口长度缩小,上下长度差ΔS 减为-1.5 mm;h 仍不变,宽度b 增至100 mm 时,材料形变所需能量增加,凸模下移h 所作功小于形变能,弯曲欠能量,当释放外力,材料反弹,出现张口现象,轮架上下长度差为+2.3 mm;ΔS 随宽度b 正向增减,是力能失衡状态的外部表现。同理,若宽度b 不变,材料所需形变能量一定,在液压机出口压力调定情况下,如改变凸模下移距离h ,则随h 增大,轮架上下长度差ΔS 反而减小,ΔS 随h值反向增减。
试验数据表的结果和失效轮架数据特征相吻合,即试压ESB 万向轮架和065 后轮架在凹模中高度 h 同为90 mm, 凸模下移外力作功相同,区别是前者宽度由后者的85 mm 减为65 mm,所需形变能减小,后者弯曲处于过能量状态,材料屈服,故出现弯曲后长度上部自由端的回缩现象。
2.2.2 板材液压动力成形力能守恒的条件
分析可知,板材液压动力成形技术中的力能守恒是有条件的,是基于帽形强制变形模型中的几何条件假设;而实际该模型条件又是由凹凸模构成封闭内腔的几何形状和特性尺寸实现的。因此其构成封闭内腔的几何尺寸和物理模型的尺寸须是相同的。如果在凹凸模改作中忽视模型的同一性条件,将会出现使工件直接发生力能失衡的数据偏移现象。
对于图2 凸模改造,因065 后轮架长60 mm, 厚10mm,现场在原长55 mm 凸模下方加焊一段高Q2=70mm、长60 mm 相同材料在原凸模上作为改装的凸模,凹模长不变,右侧加5 mm 垫,造成凸模J 1-J 2 线低于凹模G1-G2 线20 mm, 且在此长度上凸模和板坯两侧各有2.5 mm 间隙。在液压载荷P 作用下,因贴靠内腔成形原理,065 后轮架向凸模侧空档贴靠定位(见图7),
这时I 1-I 2 间定位内距仅55 mm(外距75 mm)。而当凸模退出,因与I 1-I 2 贴靠的工件端是自由端,故先扩至60 mm,而后反弹回55 mm(偏离值- 5 mm),于是就出现凸模退出瞬间能看到工件两侧上端有像闪电似的内缩现象。退出后,工件下端长为80 mm, 上端长定位在75 mm,上端长偏离原设计数据5 mm。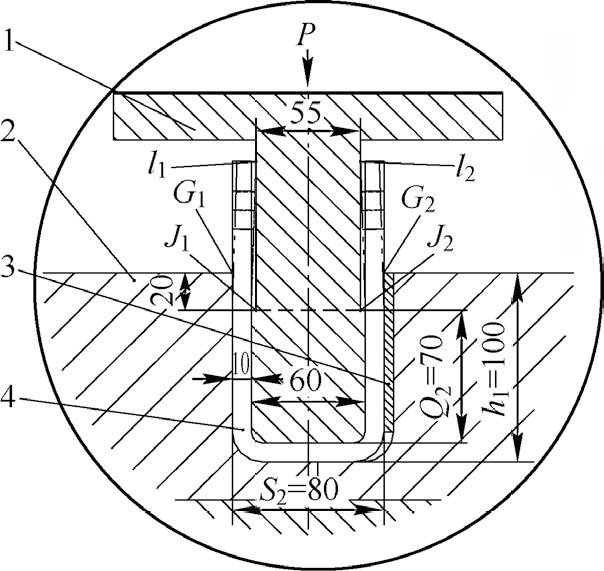
1. 凸模 2. 凹模 3. 侧调整垫 4. 工件
图7 头部长度尺寸偏移
2.2.3 065 后轮架冷弯失效原因
065 后轮架冷弯曲失效原因:1)因其宽度减为65mm(原ESB 万向轮架宽度85 mm),弯曲成形所需能量减少,而凸模下移距离h =90 mm 所作功不变,弯曲过能量,材料屈服,工件自由端开口出现回缩的力能不平衡现象。2) 所改凸模插入工件内侧有效高度Q2 小于凹模高度20 mm, 定位空间出现空隙,由贴靠致头部位置偏移而尺寸失效。
轮架长度上下差

式中:ΔS 力能差为力能不平衡形变差,ΔS 偏离值为模型条件未引用的数据偏离。
则试验值与前期所弯20 个失效轮架上下平均长度差-6.1 mm 的实测值是一致的。
因此,凸模下移所作功和轮架弯曲成形所需能量失衡以及凹凸模形成密闭空间未满足成形工件正确定位条件是065 后轮架液压弯曲成形失效主要原因,工件表面有硬质碎屑、缺油是造成拉伤报废的次要原因,而作业人员不了解液压动力成形工艺力能平衡原理的参数调试以及对凹凸模密闭空间设置时模型规则条件的不重视或不遵循等,则更是易引发现场企业制作成形作业质量波动的不容忽视问题。
3 改善失效的对策和效果
采取了如下技术对策解决065 后轮架冷弯失效问题(见图8):
1) 在凹模下方加30 mm 等高垫铁,使凸模下移距离h 由原90 mm 减为60 mm,减少凸模所作的功,使其与轮架宽度减少后而引起弯曲变形所需能量趋向一致,实现动力变形的力能匹配;
2) 将凸模下平面铣去6 mm, 使凸模Q2 尺寸由原70 mm 减为64 mm,使凸模J 1-J 2 线覆盖G1-G2 线4mm,凹凸模形成封闭内腔上作用线定位在G1-G2 线上。在本例中,按板厚控制凹凸模间隙为1.2 mm。当弯曲成形时,工件内外贴靠上作用线也在G1-G2 线,从几何位置上保证了成形工件上下长度数据的一致性。
3) 压前,用磨光机先除掉表面毛刺、垃圾;压时,凸模头部涂润滑油,保证下移顺畅。实施上述对策后,先期重新压试200 个工件,检测192 个工件长度尺寸在技术限度内,合格率达到96%。后又冷弯580 个工件,合格率为95.3%。图9 所示为凹凸模改进前后成形工件长度尺寸数据效果对比图。
4 结语
对于现场配备动力液压机的制作单位,所冷弯工件长度是不能超过凹模凹槽长度的,但可通过评估冷弯工件最长长度作为凹槽定位长度,按照力能平衡和成形条件的技术机理,通过调整凹凸模等有关参数,在同一模具上成形不同形状、不同尺寸(长度0~85 mm,宽度0~230 mm)的工件,实现一模多形、多用的性能扩展,这在现场技术环境下是可以做到的。

1. 侧调整垫 2. 高度调整垫 3.YF32-100 液压机
图8 凹凸模改后065 轮架冷弯曲模拟图

图9 改进前后工件数据对比
本文仅对065 手推电动堆高机后轮架冷弯失效原因进行分析改进,但其应用力能原理来解决问题的数理方法,对于企业改善管理思维方式、提升企业综合实力是有益借鉴。
相关参考
...。产品范围的扩展包括两台新的仓库技术叉车-MS15UX电动手推车和MP20XUX电动手推车-以及两台平衡重车-GP20-35UX型号和ERP15-35UX四轮电动车。据该公司称,新的叉车满足了那些需要叉车或仓库叉车来运输货物但每天只使用几个小时的...
手推叉车是电动好还是液压好?这个问题需要我们根据自身需求来界定。搬运货物少,工作量小,搬运里程短的用户自然是要选手动液压堆高车。如果我们工作量大,搬运货物较重,行走搬运里程较远叉车厂家建议选电动液压叉...
...、电瓶搬运车、电动托盘搬运车叉车堆高车也称堆垛机、堆高机、升高车、装卸车、升降车、堆垛车、液压堆高车、堆高叉车堆高车又分为电动堆高车、
【中叉网郝瑞】油桶搬运车具集油桶的搬运、堆高、翻转于一身;采用高品质油缸,提升省力快捷,带有翻转装置,手轮转动即可轻松实现邮桶翻转,适用于仓库、车间等工作场合。通洋机械厂专注于物流搬运车,油桶搬运车在...
全电动堆高车是一种以蓄电池为能源,电动机为动力源的仓储物流设备,它主要是用于货物的短距离运输,堆垛,装卸。近些年,它因为操作简便,环保,易维修等突出优点很受企业欢迎。电动堆高车厂家告诉大家,全电动堆高...
目前,半电动堆高车是深受各行各业青睐的物流仓储设备。它依靠电力起升,依靠人力行走,价格适中,省时省力,有诸多优点。市面上有许多叉车生产厂家,半电动堆高车还分为不同型号,不少企业都挑花了眼,不知道除了对...
常规型全电动堆高车(今天带大家了解半电动堆高车和全电动堆高车的区别)
市场上的堆垛机车有三种:手动液压堆垛机车、半电动液压堆垛机车和全电动液压堆垛机车。手动液压堆垛机是一种无污染、无动力的装卸产品,具有结构紧凑、运输灵活、操作简单、转弯半径小的特点。适用于工厂、车间、仓...
平衡重堆高车(电动堆高车如何与仓库货架完美配合使用?这两个方案推荐给你)
电动堆高车是目前广为应用的仓储物流设备,仓库货架是我们建立存储系统时的必要物品。并不是建立了厂房,买了货架和电动堆高车就可以投入搬运工作了。在仓储系统准备之初,应先在制定计划的过程中确定重点和优先事项...
目前,堆高车厂家生产的电动堆高车销量越来越高,一些仓库、工厂、大型仓库、机场、码头等场所都需要这种设备。无论什么类型的电动叉车,在使用过程中都避免不了摩擦。因此,润滑油的使用是必不可少的。将润滑油添加...
目前,堆高车厂家生产的电动堆高车销量越来越高,一些仓库、工厂、大型仓库、机场、码头等场所都需要这种设备。无论什么类型的电动叉车,在使用过程中都避免不了摩擦。因此,润滑油的使用是必不可少的。将润滑油添加...