手推刀具车(数控折弯机的基础教程)
Posted
篇首语:不亏待每一份热情,不讨好任何的冷漠。一旦攒够了失望,就离开。从此再也不见,友情如此,爱情亦如此。本文由小常识网(cha138.com)小编为大家整理,主要介绍了手推刀具车(数控折弯机的基础教程)相关的知识,希望对你有一定的参考价值。
手推刀具车(数控折弯机的基础教程)
折床模具
1.1折床上模
上模又称折刀,分整体式和分割式两种,整体式上模长度:415mm和835mm两种
分割式长度:10,15,20,40,50,100(左耳),100(右耳),200,300(mm);用分割模可以组合成不同长度的折弯长度.
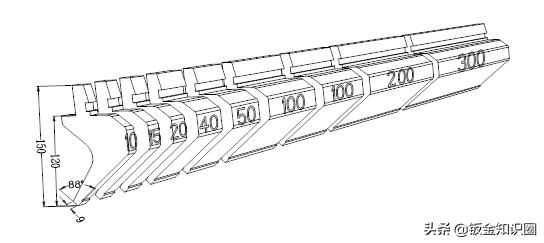
上模按类型分为:直刀,弯刀,圆弧刀,特殊刀四种.
1.1.1、直刀的类型和加工特点
适合折弯对称产品,前后方向均可以避位,刀具厚度6MM,故折弯开口可以小到6mm,
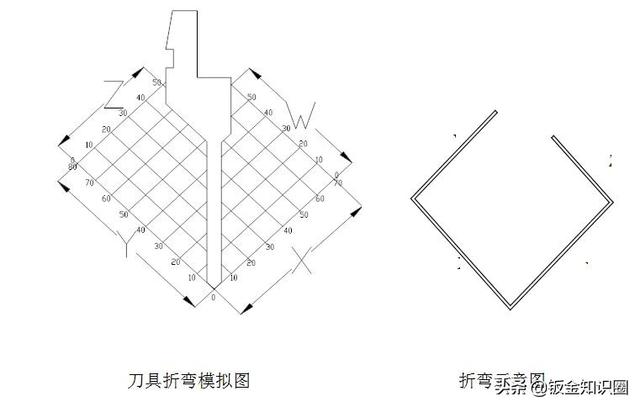
刀具分析:从刀具折弯模拟图中可以看到,刀具的前后均可以避位,但Z,W的长度要小于X,Y的长度,这种刀具的刀尖角度为88度,刀尖R角为0.2,另外刀尖角度为30度和45度的刀具使用教为普遍.

刀具分析:刀尖角度30度,刀尖R角为0.67,故可以折弯角度30度到180度,利用刀具尖端的小角度可以闪躲抽芽孔或螺母等,另外也可以作为插深模具使用,刀具前后都可以避位.
1.1.2、弯刀的类型和加工特点
刀具分析:刀具在折弯过程中主要是利用W方向上的避位,当X>15MM,其避位效果越来越差,当Y>30才满足折弯条件,否则将撞刀背,此种刀具俗称小弯刀.
刀具分析:刀具在折弯过程中主要是利用W方向上的避位,当X>25MM,其避位效果越来越差,当Y>75才满足折弯条件,否则将撞刀背,此种刀具俗称大弯刀.
1.1.3、圆弧刀的类型和加工特点
刀具分析:圆弧刀具分为固定式和活动式两种,圆弧刀具是通过更换圆棒来满足1不同圆弧折弯的加工条件,固定式圆弧刀具当X尺寸>10MM时,其避位效果与小弯刀相同,下模V槽通俗的选择标准为圆弧的直径加两个板厚.
1.1.4、特殊刀具的类型和加工特点
折床的特殊刀具包括段差模具,压平模具和一些特殊形状的折弯上模,
A:现有断差模具整支的分为415mm和835mm两种,分割形状的尺寸规格与刀具分割的规格一致,成型图示规格的折弯形状,但当板材厚度较厚时,如T=2.0,考虑到压痕较严重和模具本身的限制,将很难成型.
B:压平模具上模为一个平模,下模可用普通折弯下模代替,但要避开V槽.主要用于死边压平,压铆螺母等加工方法.
1.2、折弯下模
折床的下模有折弯下模,插深下模,压平下模等
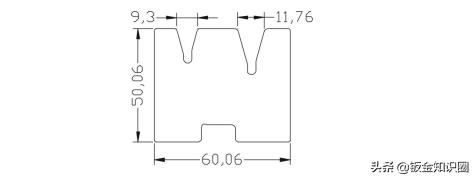
1.2.1、折弯下模
折床的折弯下模的选取主要是考虑加工产品的板厚,目前益新公司的下模选折标准是6T,非特殊情况下现场作业时以此为标准,当由于加工限制需要选折大V或小V槽加工时,折弯系数需做相应调整.
模具分析:图示为下模种类中的一种,V槽的种类主要有4V,6V,7V,8V,10V,12,16V, 25V和部分特殊大V槽折弯刀具,此种折弯下模按高度区分主要有46高和26高两种.腐蚀 湿润 霉变
1.2.2插深下模
模具分析: 图示插深下模中的一种,V槽的种类主要有4V,6V,,8V,12和部分特殊插深下模,适合折弯30-180度之间的任意角度折弯和插深.
4.2.3、压平下模
目前公司无专用的压平下模,一般情况下是以折弯模具代替使用.
2、折床的成型方法
2.1、L折加工
折弯的基本形状,折曲角度在30度到180度之间.
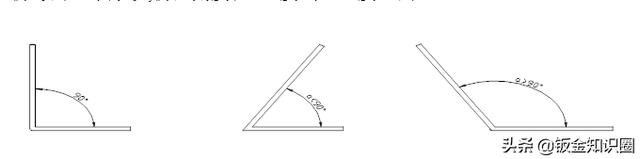
折弯锐角时需选择插深下模和锐角上模,折弯90度或钝角可选折任意模具加工.
2.1.1、L折加工的靠位原则
A:以两个后定规靠位为原则(两点),并以工件外形定位。
B:一个后定规靠位时,注意偏斜,要求与工件折弯尺寸在同一中心线上。
C:在小折折弯时,反靠位加工为最佳。
D:以靠后定规中间偏下为佳(靠位时后定规不易翘起)。
E:靠位边以离后定规近者为佳。
F:以长边靠位为佳。
G:以治具做辅助靠位(斜边与不规则边靠位折弯)。
2.1.2、L内部折弯加工注意事项
A:在模具正装时折弯, 后定规需要后拉,以防止工件在折弯过程中变形;
B:大工件内部折弯时,因工件外形较大,而折弯区较小,使刀具和折弯区难以重合,造成折弯工件定位难或折弯工件损坏等。
2.1.3、L外形折弯的加工注意事项
A:当折弯小尺寸时,上模与后定规是否干涉.
B:当孔位距折弯线较近或折弯边尺寸小于半个V槽时,注意折弯拉料产生.
2.1.4、L折加工的特殊折弯方法
A偏心折弯法
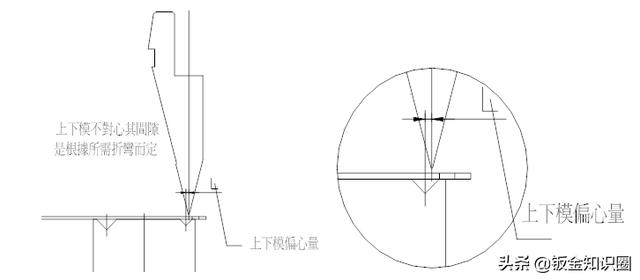
工艺分析:
偏心折弯有下模正反装的区别,加工时视拉料处在折弯线内侧或外侧而做区别.另外偏心折弯属于特殊的加工方法,有一定的危险性,非特殊 情况下不与采用
B压线后折弯法
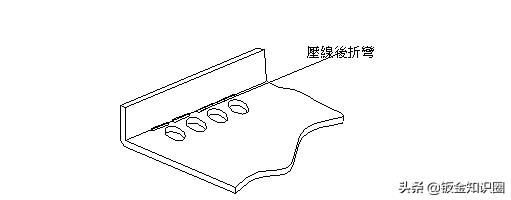
工艺分析:
由于偏心折弯有剪切的作用,对一些表面要求高的产品不以采用,压线折弯的采用时机与偏心折弯相同,在折弯前可用88度刀具或专用的压线模在折弯线处压线,然后用正常模具折弯.
C小V折大角度大V加压
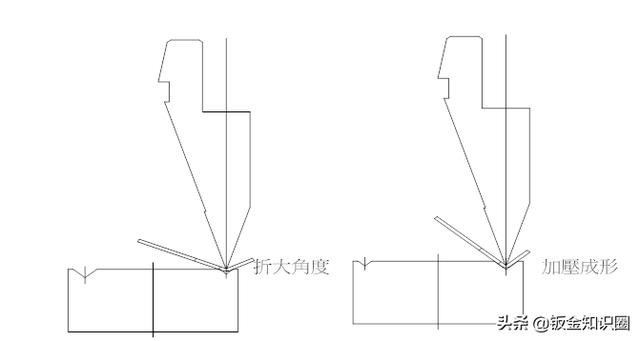
工艺分析:先用小V槽折弯成大角度,再用正常模具折弯,这种加工方法可避免因小V槽直接折弯产生的展开尺寸偏小.
D加垫片带料折弯
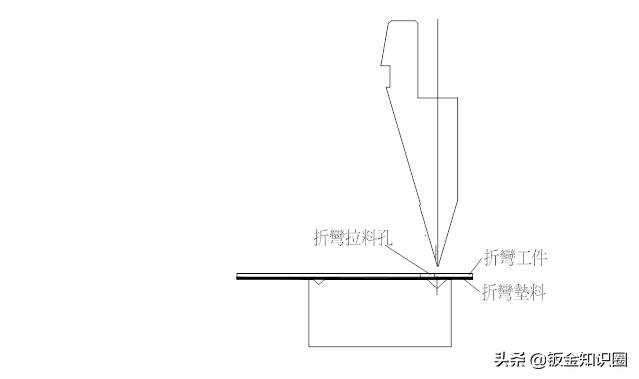
工艺分析:此加工方法多适用于工件的外形要求较严格的产品,另依成本考虑多数情况下只限于样品加工.
上述四种加工方法也可结合使用,成型效果将更理想.
2.2 、Z折加工
定义:凡成型为一反一正的折弯为Z型折弯.
标准折弯的加工范围:Z折的高度>V槽的边心距加T.
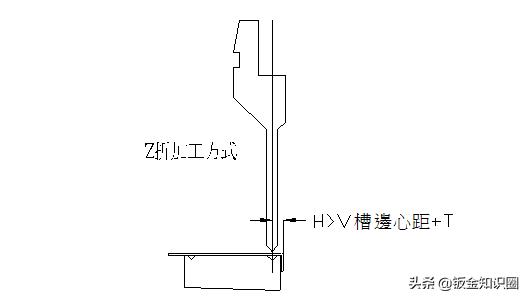
加工最小尺寸是加工使用模具限制的,加工最大尺寸是加工机台的外形决定的。
2.2.1、Z加工Z步骤
A:先按L折加工方法加工L折;
B:以L折靠位加工Z折;
(或以L折之另一边加工Z折.)
2.2.2、Z加工Z折的靠位原则
A:靠位前提,靠位方便,稳定性好;
B:一般靠位与L折相同;
C:二次靠位加工时要求工件与下模贴平.
2.2.3、Z加工注意事项
A:L折的加工角度一定要到位,一般要求89.5度到90度左右;
B:后定规要设置后拉,以防止工件变形.
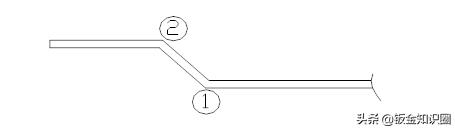
2.2.4、Z一般加工方式
A下图中应考虑加工顺序,先折弯1再折弯2.
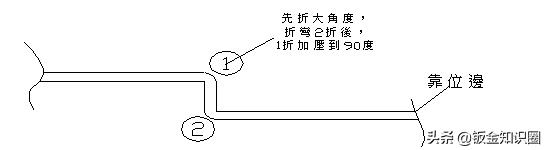
B另一类先折L折再加工Z折,并确认Z折加工是否干涉机台.
a:如果干涉,先折弯1为大角度,再折2,后加压1;
b:如果没有干涉,按一般Z折加工方式,先折1再折2.
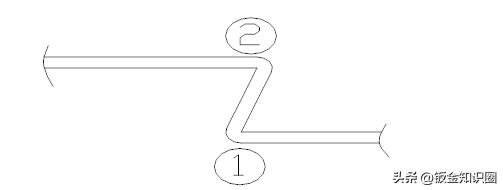
C:两个锐角Z折,先折弯成90度,再插深2,插深1.
2.2.5、Z折的特殊加工方法:
A:下模偏心加工;
B:用小V槽加工;
C:先折弯大角度再加压;
D:选用修磨下模.
2.2.6、Z折其它加工方法:
A:用断差模具加工;
B:用易模加工成型.
2.3、N折的加工
定义:在同一加工面连续加工两次为N折加工.
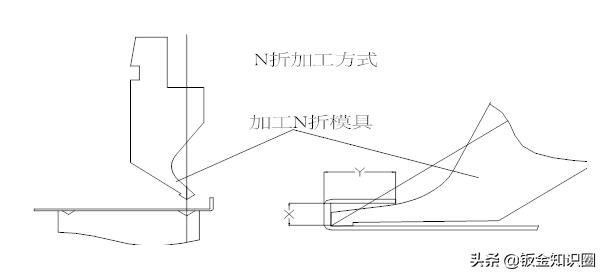
2.3.1、N折的一般加工注意事项:
A:第一折加工角度应小于或等于90度;
B:加工第二折时后定规应以加工面为基准面.
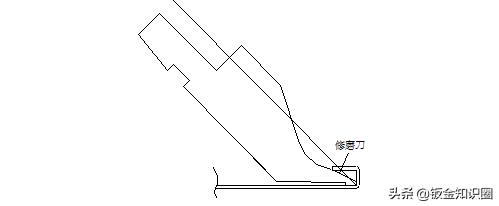
2.3.2、N折的特殊加工方法:
A.当N折之Y尺寸干涉上模轻微时==>折曲N折后用压平模整形
B.当N折之Y尺寸干涉上模甚巨时
==>A折压线后折曲至干涉处,以C靠位折曲B折后用(压平模+垫料)整形

C:用修模刀具加工.
2.4、圆弧加工
圆弧加工分为用折弯模具砍圆加工和用圆弧刀加工两种,圆弧刀又分固定式和圆棒两种.
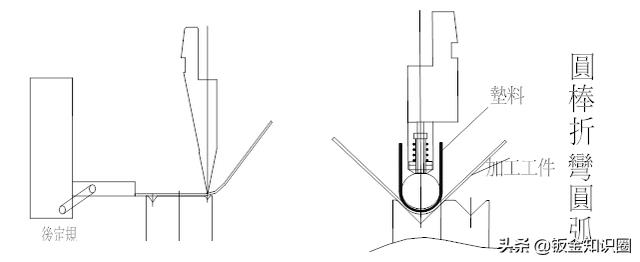
2.4.1加工注意事项:
A:当用90度下模加工时会有加工不到位的情况,因此需要用手推或如果条件允许选择88度下模;
B:多采用检测治具检测,保证工件外观尺寸;
C:加工90度圆弧,下模选择2(R+T).
3、折弯工艺编排
3.1、折弯工艺编排的基本原则
A、内到外进行折弯
B、小到大进行折弯
C、先折弯一般形状,再折弯复杂形状
D、前工序折弯不影响后工序为原则
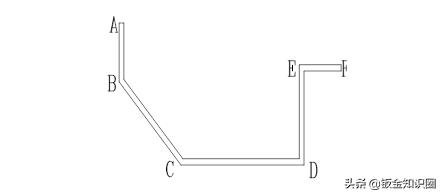
3.2、工艺编排示例
不管多复杂的工件,分开来讲都是由那几种加工方式构成.因此必须掌握每种折弯方式的操作方法,并学会融合运用,才能够在作业中针对不同的工件形状,合理编排折弯工艺.
4、定位基准的选择
A、以最近边定位;
B、以宽边定位;
C、尽量以未折边或少折弯边靠位,以减少累积误差;
D、数冲加工工件,以无毛刺和接点边定位;
E、以工件变形量小的边定位;
F、尽量选择两个后定规定位;
G、可在模具两端增加辅助定位,如磁铁等;
H、对于不规则工件,用LASER割定位治具定位;
I、大角度或U形折弯不选择定位.
5、现场作业机台选用的原则
A、根据折弯宽度选择机台;
B、根据折弯长度选择机台;
C、根据折弯所需压力选择机台;
D、根据加工工位的多少选择机台;
E、根据现场机台种类的不同,数量的多少选择机台;
F、根据模具的特殊要求选择机台;
G、根据避位要求选择机台;
H、根据后定规的移动范围选择机台;
I、根据后定规的形状选择机台.
6、折弯尺寸的控制方法
A、避免累积误差产生,每加工一折要量测展开尺寸;
B、避免以已折弯边靠位,避免以大角度靠位;
C、必须以已折弯边靠位的产品,前一折角度应略小于90度;
D、加工前确定量具的准确度;
E、正式加工前做好首检,加工过程中做好巡检;
F、根据所加工产品的精度要求,选择合适的机台;
G、避免选择不同心的刀具,加工前确认上模刀尖在同一直线上;
H、选择好的加工方式和好的工艺编排方法,简化加工难度;
I、靠位准确,有靠位异常需即时检测.
相关参考
数控机床对刀具材料的要求较高的硬度和耐磨性刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。刀具材料在常温下的硬度应在HRC62以上。足够的强度和韧性刀具在切削过度中承受很大的压力...
专业维修折弯机、剪板机等机床; 数控机床的误差求解需注意的问题根据以上思路求解数控机床误差,有以下两方面需要注意。由于无法测量工作空间内所有的刀具位置姿势,从而无法确定某一组机床制造误差是否能使任意...
...品。公司采用瑞士百超迪能激光切割机,加拿大艾克自动折弯机,广东大同数控冲床等数控设备,加上良好的折弯及焊接技术,使我公司的钣金成型技术达到同行专业水平;公司拥有涂装流水生产
数控刀具车(简析为何越来越多的制造业工厂选择使用数控刀具柜刀具车)
瑞格数控加工中心刀具车工业数字化进程,在我们身边悄无声息地蔓延着。当我们回过头来再次审视这些工业工厂时,发现原本我们熟悉的忙碌繁琐的工作场景已经不复存在,被越来越多的智能化、自动化、数字化设备所取代。...
洛阳数控车床维修(中小数控刀具柜刀具车厂如何优化流程减少浪费)
...是对整体流程的优化还是中间部分的流程改进,中小数控刀具柜刀具车厂都需要梳理现有工作流程。梳理流程减少环节,可以提高工作质量降低成本减少浪费。洛阳瑞格数控刀具车采购环节,减少搬运浪费。原材料的合理放置,...
洛阳数控车床维修(中小数控刀具柜刀具车厂如何优化流程减少浪费)
...是对整体流程的优化还是中间部分的流程改进,中小数控刀具柜刀具车厂都需要梳理现有工作流程。梳理流程减少环节,可以提高工作质量降低成本减少浪费。洛阳瑞格数控刀具车采购环节,减少搬运浪费。原材料的合理放置,...
...定位的确定。4、加工路径及起刀点、换刀点的确定。5、刀具数量、材料、几何参数的确定。6、切削参数的确定。(1)背吃刀量:影响背吃刀量的因素有:粗、精车工艺、刀具强度、机床性能、工件材料及表面粗糙度。(2)进...
...定位的确定。4、加工路径及起刀点、换刀点的确定。5、刀具数量、材料、几何参数的确定。6、切削参数的确定。(1)背吃刀量:影响背吃刀量的因素有:粗、精车工艺、刀具强度、机床性能、工件材料及表面粗糙度。(2)进...
数控车床撞刀后车出来有锥度(这些数控人最基础、必须掌握的小知识)
...量;对切削力的影响:背吃刀量,进给率,切削速度;对刀具耐用度的影响:切削速度,进给率,背吃刀量。2.当背吃刀量增大一倍时,切削力增大一倍;当进给率增大一倍时,切削力大概增大70%;当切削速度增大一倍时,切削...
机床刀具柜(如何选择一款适合自己车间加工中心的数控刀具柜刀具车呢?)
第一、体验好洛阳瑞格刀具车车间使用实景展示刀具柜刀具车真正的用户是刀具管理员和操作工,操作越容易越容易上手,刀具柜刀具车的推行和使用就越顺利。刀具柜刀具车功能不需要太多,合适自己车间使用就行,把最重要...