手动套丝板牙使用视频(专啃“硬骨头”的丝锥,它是用什么材料做的?)
Posted
篇首语:眼前多少难甘事,自古男儿当自强。本文由小常识网(cha138.com)小编为大家整理,主要介绍了手动套丝板牙使用视频(专啃“硬骨头”的丝锥,它是用什么材料做的?)相关的知识,希望对你有一定的参考价值。
手动套丝板牙使用视频(专啃“硬骨头”的丝锥,它是用什么材料做的?)
前几天看到一个介绍中国制造2025视频时,在拧螺丝时都按作业指导书操作,拧一颗螺丝时先拧三圈再退半圈,螺丝为了防止松动,是应该拧紧才对啊,为什么还要每次退半圈,还有我们用丝锥在手动攻丝时也会传一圈回四分之一圈,为什么嘞?
这是因为螺丝拧紧后处于变形中,尤其是在高温或震动情况下,长期这样持续压力就会发生变形,螺丝变形后强度会大幅下降或者失效,退回半圈是让螺丝弹性恢复一些,使螺丝在各种压力或环境变化下不会变形,让螺丝能承受高强度压力。
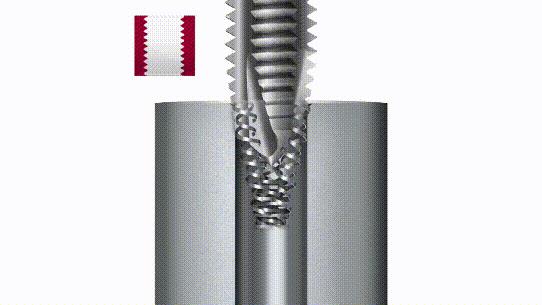
丝锥在攻丝的时候也会回半圈是为了割断排屑,以免排屑堵塞影响攻丝。

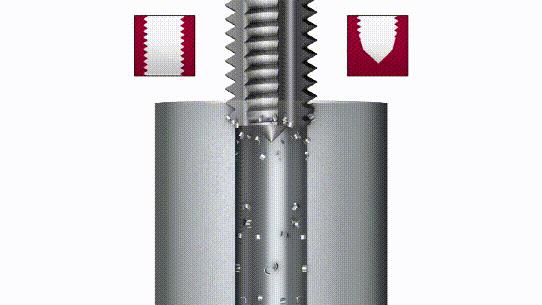
丝锥是一种加工内螺纹的刀具,其功能就是攻丝,对于小尺寸内螺纹来说,丝锥几乎是唯一的加工刀具,它结构简单,使用方便,即可配丝锥架手动加工,也可用在机床上加工产品,在生产中使用广泛,
丝锥的种类及工作原理
按形状可分为:直槽丝锥,螺旋槽丝锥,螺尖丝锥,挤压丝锥。
直槽丝锥是最常用的一种丝锥,产品用高速钢,硬质合金等高硬度材料做成,用于普通车床,钻床的螺纹加工用的工具,切削速度较慢,长柄用于通孔,短柄用于不通孔。
螺旋槽丝锥其排屑槽为螺旋状,它有左旋槽和右旋槽,工作中的切屑会直接从螺旋槽排出,具有使用寿命长,效率高,成本低,切屑平稳等优点,常见的有右旋15°和42°,旋转角度越大,排屑性能就越好,适合加工不通孔螺纹。

螺尖丝锥又叫先端丝锥,加工螺纹时切屑向前排出,适用于通孔螺纹及深螺纹加工,有使用切削速度快,尺寸稳定,牙纹清析的特点。
挤压丝锥是利用对金属挤压变形原理加工内螺纹的刀具,也叫螺丝攻,挤压丝锥是一种无屑加工工艺,适用于强度较低的加工材料如铝合金,利用丝锥挤压出来的螺纹表面光滑,耐磨,强度高,在电子,塑料行业应用广泛。

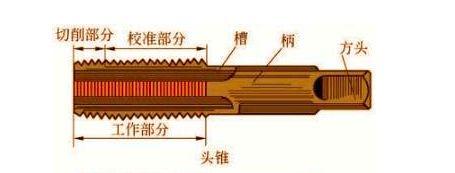
丝锥结构和尺寸
丝锥的工作部分由切削部分和校准部分组成,前者负责切削,后者复杂校准螺纹的尺寸和形状,沟槽用于排屑,柄部用于传递扭矩,方头是配合机床起定位作用。
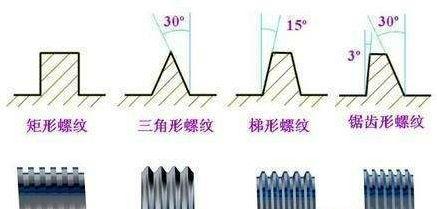
丝锥规格有公制丝锥,英制丝锥,例如公制丝锥M8*1.25其中M是三角螺纹的代号,8代表丝锥的直径,1.25代表丝锥的牙距,单位mm。例如英制丝锥5/16-18其中丝锥直径是5/16英寸,后面的18代表1英寸内有18个丝牙。
丝锥制造
丝锥的常用材质有各种高速钢,硬质合金,它的硬度根据不同材料有,普通高速钢:62~64HRC,含钴高速钢:67~68HRC,硬质合金:69~79HRC。
硬度这么高的丝锥制造过程都是由机床完成,这样既能达到加工精度,也能提高加工速度,丝锥的主要部分螺纹是用磨床加工而成的,在磨床上用砂轮磨削出丝锥牙型,加工好的丝锥还要经过高温淬火,这样才能使丝锥有较高的硬度。

板牙
板牙使一种加工或者修正外螺纹的加工工具,板牙的工作原理与丝锥相同,都是对金属切削或者挤压成型。
它就相当于一个硬度很高的圆螺母,材料用合金工具钢或高速钢制成,板牙带锥度的切削牙起切削作用,周围几个孔用于排屑,板牙上有一条深槽及侧面有4个凹坑,这些都是用于定位和紧固板牙,还会用一个板牙架来夹持板牙,起传递扭矩的作用,不同外径的板牙应选用不同的板牙架。

工艺过程:毛坯 →锻造 →退火 →机械加工 →淬火 →检查 →回火 →清洗 →检查 →发黑处理 →检查-包装。
丝锥板牙的使用
每次使用前将排屑槽和螺纹内的切屑清理干净,检查加工件上要有倒角,要根据加工产品直径的大小选用合适的丝锥板牙。
在加工时丝锥板牙与加工件保持垂直,操作时要用力均匀,要循序加力并经常反转 ,以切断切屑便于排出,在加工过程中遇到阻力,要及时退出丝锥板牙,排出切屑,在加工过程中要根据材料不同添加冷却液。丝锥还分头锥,二锥,三锥,头锥就是先打头阵的,先攻出螺纹的形状,接着就是二锥三锥按顺序更精细的攻丝

说到丝锥攻丝,最头疼的那就是攻丝过程中啪的一下丝锥断了,相信很多小伙伴都经历过,也是很头疼的事情,断个丝锥没啥大不了,关键是断在工件里,搞不好产品还能搞报废,还浪费时间,于是断丝取出技术老司机们也是各显神通,有慢慢敲的,焊上螺母试着往外拧的,断丝截面开个槽往外拧,电火花,腐蚀溶液,乙炔火焰烧,断丝取出器,上机床直接钻等等等等,只要能把它弄出来就是好方法,把产品弄报废的也是大有人在,可能其中就有你。

据资料显示最早的螺纹技术出现在铜器时代,而丝锥在16世纪才被欧洲人发明出来,到18世纪英国发明了螺纹量规,并制定了螺纹标准,后来美国,法国都制定了自己的螺纹标准,二战后美国成为超级大国,美国的螺纹标准成为国际标准。
随着中国成为制造大国,国外为应对中国产品的冲击,利用对标准的控制权阻止中国产品进入本国,由此可见标准的制定对一个行业的重要性,真希望有更多像华为那样的企业,突破垄断,制定标准,引领发展。
更多机械,制造,原理 干货类文章,请关注我们的微信公众号 制造原理
相关参考
手动套丝机板牙安装视频(弱电工程设备安装施工工法word版)
桥架、管、线的安装及敷设(1)桥架安装桥架是一种托敷电缆的支持件,安装比较简单,维修改造也很方便,在弱电工程中,应用十分普遍。桥架由直线段(长1—4m不等)、三通、四通、弯头、支架、引下装置和连接片等组成...
一、管道丝扣连接(镀锌钢管、衬塑镀锌钢管)1断管:根据现场测绘草图。在选好的管材上画线。按线断管a用砂轮锯断管。应将管材放在砂轮锯卡钳上。对准画线卡牢。进行断管。断管时压手柄用力要均匀。不要用力过猛,断管后要...
新型自动套丝机是非常适合当前施工要求的一种新的机械。一种专门为燃气管制作的螺纹。它的出现解决了市面上燃气管的螺纹漏气螺纹不清晰等等螺纹问题。而且它的好处是非常多的,套丝机运用市场上通用的标准100型板牙,...
旋风蜗杆铣刀(全面了解螺纹加工方法,看完你就是这方面的专家啦)
...螺纹和传动螺纹对连接螺纹,其加工方法主要为:攻丝,套丝,车丝,滚丝,搓丝等。对传动螺纹,其加工方法主要为:粗精车---磨,旋风铣---粗精车等。下面介绍各种加工方法:1.螺纹切削一般指用成形刀具或磨具在工件上加...
...3)凿子(錾子);4)扳手;5)丝锥及丝锥绞杠;6)圆板牙及板牙架;7)划线、测量工具;8)手电钻;9)砂轮切割机(无齿锯);10)电锤(俗称冲击钻);11)射钉枪;12)手工焊接工具。管道安装专用机具:(1)压力钳(...
...3)凿子(錾子);4)扳手;5)丝锥及丝锥绞杠;6)圆板牙及板牙架;7)划线、测量工具;8)手电钻;9)砂轮切割机(无齿锯);10)电锤(俗称冲击钻);11)射钉枪;12)手工焊接工具。管道安装专用机具:(1)压力钳(...
急求二手螺纹磨床(螺纹加工方法收集整理大全,你知道几种加工方法呢?)
...磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝套丝磨削、研磨和旋风切削等。车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,...
攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。攻丝的步骤1、在攻丝开始前,要先区分好头攻和二攻,先用头攻进行加工。2、在攻丝开始时,先加润滑油到丝锥上进行润滑,然后放到钻好的工件底孔中,尽...
...螺纹加工方法主要为采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方式-螺纹的数控铣削得以实现。螺纹铣削加工与传统螺纹加...
一、材料要求1空调工程水系统的管道、管配件及阀门的型号、规格、材质及连接形式应符合设计规定。2镀锌碳素钢管及管件的规格种类应符合设计及生产标准要求,管壁内外镀锌均匀,无锈蚀、无飞刺。管件无偏扣、乱扣、丝...