成品钢构件都包括什么内容(钢结构加工制作流程详解)
Posted
篇首语:得意犹堪夸世俗,诏黄新湿字如鸦。本文由小常识网(cha138.com)小编为大家整理,主要介绍了成品钢构件都包括什么内容(钢结构加工制作流程详解)相关的知识,希望对你有一定的参考价值。
成品钢构件都包括什么内容(钢结构加工制作流程详解)
一、钢结构加工制作工序
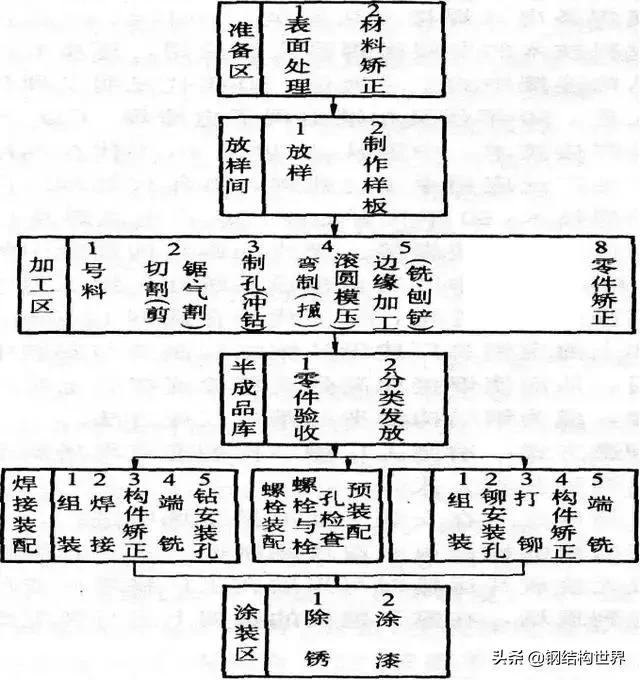
二、钢结构加工制作前的生产准备
技术准备:图纸会审、深化设计、加工制作方案、工艺试验。
材料准备:采购、检验、储存。
机具准备:运输、加工(切割、制孔、边缘加工等)、焊接、涂装、检测。
劳动组织准备:特种作业持证上岗、岗前培训、技术交底。
三、钢结构加工制作工艺
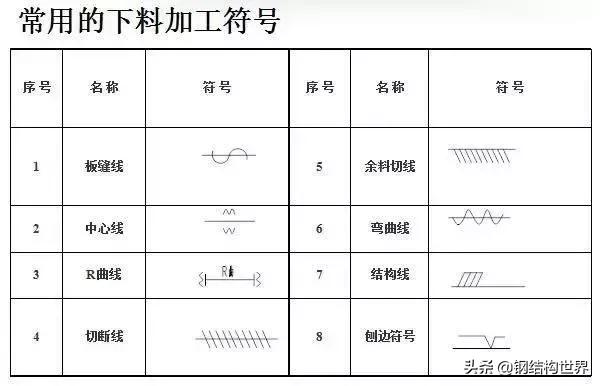
1.放样、号料
1)放样
钢结构制作工艺中的第一道工序,是根据产品施工详图或零、部件图样要求的形状和尺寸,按1:1的比例把产品或零、部件的实体画在放样台或平板上,求取实长并制成样板的过程。
内容:核对图纸的安装尺寸和孔距;以1:1的大样放出节点;核对各部分的尺寸;制作样板和样杆作为下料、弯制、铣、刨、制孔等加工的依据.
用0.50~0.75mm的铁皮或塑料板制作样板,用木杆、钢皮或扁铁制作样杆,当长度较短时可用木尺杆。样杆、样板应妥善保存,直至工程结束后方可销毁。
加工余量3~5mm(焊接收缩量、切割、铣端) ,允许偏差±1mm 。
目前,多数厂家利用数控技术进行放样和号料

2)号料(划线)
根据样板在钢材上画出构件的实样,并打上各种加工记号,为钢材的切割下料作准备。
工作内容:检查核对材料;在材料上划出切割、铣、刨、弯曲、钻孔等加工位置,打冲孔,标注出零件的编号等 。
集中号料法、套料法、统计计算法、余料统一号料法

2、切割(下料)
切割是将放样和号料的零件形状从原材料上进行下料分离。常用的切割方法有:气割、机械切割(剪切、锯切)和等离子切割三种方法。
气割
利用氧气与可燃气体混合产生的预热火焰加热金属表面达到燃烧温度并使金属发生剧烈的氧化,放出大量的热促使下层金属也自行燃烧,同时通以高压氧气射流,将氧化物吹除而形成一条狭小而整齐的割缝。
气割法设备灵活、费用低廉、精度高,能切割各种厚度的钢材,尤其是带曲线的零件或厚钢板,是目前使用最广泛的切割方法。

直线气割机


机械切割
通过冲剪、切削、磨擦等机械来实现。
⑴ 冲剪切割:当钢板厚度≯12cm时,采用剪板机、联合冲剪机切割钢材,速度快、效率高,但切口略粗糙。
⑵ 切削切割:采用弓锯床、带锯机等切削钢材,精度较好。
⑶ 磨擦切割:采用磨擦锯床、砂轮切割机等切割钢材,速度快、但切口不够光洁、噪声大。

等离子切割
利用高温高速的等离子焰流将切口处金属及其氧化物熔化并吹掉来完成切割,能切割任何金属,特别是熔点较高的不锈钢及有色金属铝、铜等。

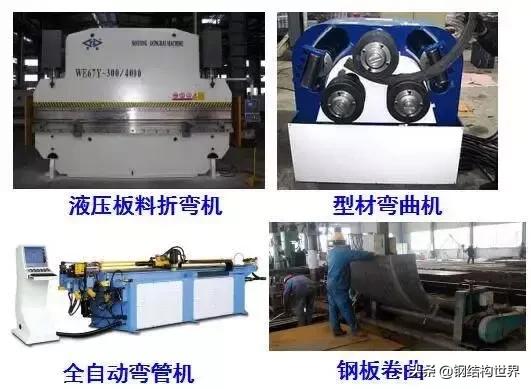
3.成型
根据设计要求,利用加工设备和一定的工装模具把板材或型钢弯制成一定形状的工艺方法。一般有冷弯和热弯两种方法。
(1) 冷弯。钢板或型钢冷弯的工艺方法有滚圆机滚弯、压力机压弯以及顶弯、拉弯等,各种工艺方法均应按型材的截面形状、材质、规格及弯曲半径制作相应的胎膜,并经试弯符合要求后方准正式加工。冷弯后零件的自由尺寸的允许偏差应符合相应的规定。
(2) 热弯。也称煨弯,是将钢材加热到1000℃~1100℃(暗黄色)时立即进行煨弯,并在500℃~550℃(暗黑色)之前结束。钢材加热如超过1100℃,则晶格将会发生裂隙,材料变脆,致使质量急剧降低而不能使用;如低于550℃,则钢材产生蓝脆而不能保证煨弯的质量,因此一定要掌握好加热温度。
4.矫正
钢材在存放、运输、吊运和加工成型过程中会变形,必须对不符合技术标准的钢材、构件进行矫正。钢结构的矫正,是通过外力或加热作用迫使钢材反变形,使钢材或构件达到技术标准要求的平直或几何形状。
矫正的方法:火焰矫正(亦称热矫正)、机械矫正和手工矫正(亦称冷矫正) 。

⑴ 火焰矫正
利用火焰对钢材进行局部加热,被加热处理的金属由于膨胀受阻而产生压缩塑性变形,使较长的金属纤维冷却后缩短而完成的。
影响矫正效果的因素:火焰加热位置、加热的形式、加热的温度。
火焰矫正加热的温度:对于低碳钢和普通低合金钢为600~8000C。

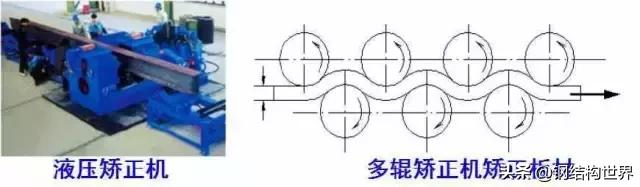
⑵ 机械矫正
是通过专用矫正机使用权弯曲的钢材在外力作用下产生过量的塑性变形,以达到平直的目的。
拉伸机矫正:用于薄板扭曲、型钢扭曲、钢管、带钢、线材等的矫正。
压力机矫正:用于板材、钢管和型钢的矫正。
多辊矫正机:用于型材、板材等的矫正。
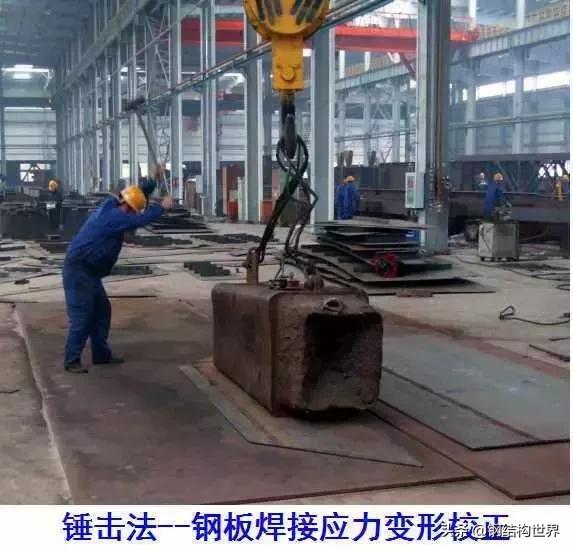
⑶ 手工矫正
采用锤击的方法进行,操作简单灵活。由于矫正力小、劳动强度大、效率低而用于矫正尺寸较小的钢材,或矫正设备不便于使用时采用。
5.边缘加工
边缘加工包括:为消除切割造成的边缘硬化而将板边刨去2~4mm;为了保证焊缝质量而将钢板边刨成坡口;为了装配的准确性及保证压力的传递,而将钢板刨直或铣平。
边缘加工方法有:铲边、刨边、铣边和碳弧气刨边。

①铲边:有手工铲边和机械铲边两种。铲边后的棱角垂直误差不得超过弦长的1/3000,且不得大于2mm。
②刨边:使用的设备是刨边机。刨边加工有刨直边和刨斜边两种。一般的刨边加工余量2~4mm。
③铣边:使用的设备是铣边机,工效高,能耗少。
④碳弧气刨:使用的设备是气刨枪。效率高,无噪音,灵活方便。

6.制孔
包括铆钉孔、螺栓孔,可钻可冲。钻孔用钻孔机进行,能用于钢板、型钢的孔加工;冲孔用冲孔机进行,一般只能在较薄的钢板、型钢上冲孔,且孔径一般≮钢材的厚度。施工现场的制孔可用电钻、风钻等加工。
制孔精度、孔距等允许偏差应符合设计和规范规定。

7.组装
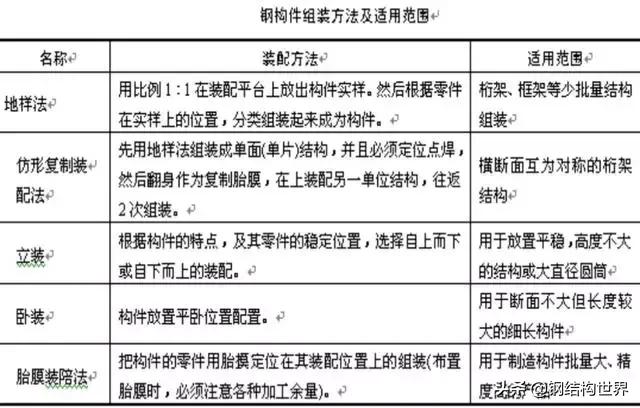
组装,也称拼装、装配、组立,是按照施工图的要求,把已加工完成的各零件和半成品构件装配成独立的成品。钢结构组装的方法包括地样法、仿形复制装配法、立装法、卧装法、胎模装配法。
①地样法:用1:1的比例在装配平台上放出构件实样,然后根据零件在实样上的位置,分别组装起来成为构件。此装配方法适用于桁架、构架等小批量结构的组装。
②仿形复制装配法:先用地样法组装成单面(单片)的结构,然后定位点焊牢固,将其翻身,作为复制胎模,在其上面装配另一单面结构,往返两次组装。此种装配方法适用于横断面互为对称的桁架结构。
③立装法:根据构件的特点及其零件的稳定位置,选择自上而下或自下而上的顺序装配。此装配方法适用于放置平稳,高度不大的结构或者大直径的圆筒。
④卧装法:将构件放置于卧的位置进行的装配。适用于断面不大,但长度较大的细长构件。
⑤胎模装配法:将构件的零件用胎模定位在其装配位置上的组装方法。此种装配方法适用于制造构件批量大、精度高的产品。
8.焊接
焊接是钢结构加工制作中的关键步骤,见第5章。
9.铣端、钻安装孔及摩擦面处理
对受力较大的柱或支座底板,宜进行端部铣平,使所传的力由承压面直接传递给底板,以减小连接焊缝的焊脚尺寸,其工序应在矫正合格后进行。铣端应根据构件的形式采取必要的措施,保证铣平端面与轴线垂直。
钻安装孔一般在构件焊好后进行,以保证有较高精度。
摩擦面的处理:高强度螺栓摩擦面处理后的抗滑移系数值应符合设计的要求(一般为0.45~0.55)。摩擦面的处理可采用喷砂、喷丸、酸洗、砂轮打磨等方法,一般应按设计要求进行,设计无要求时施工单位可采用适当的方法进行施工。
10.除锈、涂装及编号
涂装环境温度应符合涂料产品说明书的规定,无规定时,环境温度应在5~38℃之间,相对湿度不应大于85%,构件表面没有结露和油污等,涂装后4h内应保护免受淋雨。
钢构件表面的除锈方法和除锈等级应符合规范的规定,其质量要求应符合国家标准《涂装前钢材表面锈蚀等级和除锈等级》的规定。构件表面除锈方法和除锈等级应与设计采用的涂料相适应。
施工图中注明不涂装的部位和安装焊缝处的30~50mm宽范围内以及高强度螺栓摩擦连接面不得涂装。涂料、涂装遍数、涂层厚度均应符合设计的要求。
构件涂装后,应按设计图纸进行编号,编号的位置应符合便于堆放、便于安装、便于检查的原则。对于大型或重要的构件还应标注重量、重心、吊装位置和定位标记等记号。编号的汇总资料与运输文件、施工组织设计的文件、质检文件等统一起来,编号可在竣工验收后加以复涂。
四、钢结构预拼装
由于受运输、安装设备能力的限制,或者为了保证安装的顺利进行,在工厂里将多个成品构件按设计要求的空间设置试装成整体,以检验各部分之间的连接状况,称为预拼装。
预拼装一般分平面预拼装和立体预拼装两种状态,拼装的构件应处于自由状态,不得强行固定。预拼装检验合格后,应在构件上标注上下定位中心线、标高基准线、交线中心点等必要标记,必要时焊上临时撑件和定位器等。其允许偏差应符合相应的规定。

预拼装方法:平装法、立拼拼装法、模具拼装法。
(1)平装法
平装法操作方便,不需稳定加固措施;不需搭设脚手架;焊缝焊接大多数为平焊缝,焊接操作简易,不需技术很高的焊接工人,焊缝质量易于保证;校正及起拱方便、准确。
适于拼装跨度较小,构件相对刚度较大的钢结构,如长18m以内钢柱、跨度6m以内天窗架及跨度21m以内的钢屋架的拼装。
(2)立拼拼装法
立拼拼装法可一次拼装多拼;块体占地面积小;不用铺设或搭设专用拼装操作平台或枕木墩,节省材料和工时;省却翻身工序,质量易于保证,不用增设专供块体翻身、倒运、就位、堆放的起重设备,缩短工期;块体拼装连接件或节点的拼接焊缝可两边对称施焊,可防止预制构件连接件或钢构件因节点焊接变形而使整个块体产生侧弯。
但需搭设一定数量稳定支架;块体校正、起拱较难;钢构件的连接节点及预制构件的连接件的焊接立缝较多,增加焊接操作的难度。
(3)利用模具拼装法
模具是指符合工件几何形状或轮廓的模型(内模或外模)。用模具来拼装组焊钢结构,具有产品质量好、生产效率高等许多优点。对成批的板材结构、型钢结构,应当考虑采用模具耕组装。
桁架结构的装配模,往往是以两点连直线的方法制成,其结构简单,使用效果好。
相关参考
机械联合冲剪机(沈白高铁吉林段6标首座钢构件加工场交付使用)
...积6000平方米。场内设有原材料存放区、机械作业区、半成品区、成品区、临时存放加工区、生活区等功能区。为了满足工程钢
...结构零部件进场、加工一、适用范围适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装...
...结构零部件进场、加工一、适用范围适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装...
1、高强螺栓摩擦面的处理摩擦面的加工是指使用高强度螺栓作连接节点处的钢材表面加工,高强度螺栓摩擦面处理后的抗滑移系数值必须符合设计文件的要求(一般为0.45-0.55)。摩擦面抗滑移系数g值的高低取决于构件的材质和摩擦...
今天小编将装配式混凝土结构建筑的基本预制构件的种类为大家整理出来,供大家参考。按照组成建筑的构件特征和性能划分,包括:各种预制构件根据工艺特征不同,还可以进一步细分,例如:预制叠合楼板包括预制预应力叠...
缝纫是把服装材料按照设计的款式拼接成成品服装的工序。服装生产工艺流程大致为:面辅料进厂检验→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装→入库或出运。准备面料进厂后要进行数量清点以及外观和内在...
桥梁的组成包括哪些结构构件(这些桥梁意义重大,让我们一起来看看)
桥梁,不是没有生命的冷冰冰的建筑物,它体现着人类的智慧,并给人以美感,如果用最简洁、准确的语言来对“桥”下一个定义,书上解释到“桥是架在水上或空中以便通行的建筑物。”或者“桥是用木、石、砖、钢、混凝土...
服装辅料的制造纺织服装(服装制版生产缝纫工艺流程(才智服装制版详解))
缝纫是把服装材料按照设计的款式拼接成成品服装的工序。服装生产工艺流程大致为:面辅料进厂检验→技术准备→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装→入库或出运。准备面料进厂后要进行数量清点以及外观和内在...
新产品打样的四个阶段(标杆学习:华为产品结构设计及模具跟进流程)
...或提前完成。2.适用范围本规范适用于公司产品中所有结构件五金及塑胶的设计和修改及结构件的模具开发和修改。3.职责研发部:负责产品设计(ID及MD设计),新物料选用、申购与承认、模具开发与跟进、修改模与验收,手...
...检验→包装→计量→入库(1)钢坯验收=钢坯质量是关系到成品质量的关键,必须经过检查验收。①、钢坯验收程序包括:物卡核对、外形尺寸测量、表面质量检查、记录等。②、钢坯验收依据钢坯技术标准和内控技术条件进行,...