惰性气体保护焊的特点有哪些(机电工程专业技术(焊接技术))
Posted
篇首语:学而不思则罔,思而不学则殆。本文由小常识网(cha138.com)小编为大家整理,主要介绍了惰性气体保护焊的特点有哪些(机电工程专业技术(焊接技术))相关的知识,希望对你有一定的参考价值。
惰性气体保护焊的特点有哪些(机电工程专业技术(焊接技术))
1.露天长输管道现场管段组装焊接时,焊接方法不宜采用( )。2013.6【教材修改,仍需了解】
A.手工电弧下向焊 B.半自动焊
C.全自动焊 D.CO 2 气体保护焊
【参考答案】D
【解析】本题考查的是焊接材料与设备选用原则。CO2 气体保护焊有风不能施焊。
2.关于焊接工艺评定的说法,正确的有( )。2017.22
A.用于验证和评定焊接工艺方案的正确性 B.直接用于指导生产
C.是焊接工艺指导书的支持文件 D.同一焊接工艺评定可作为几份焊接工艺指导书的依据
E.多份焊接工艺评定可作为一份焊接工艺指导书的依据
【参考答案】ACDE
【解析】焊接工艺评定:在产品正式焊接以前,对初步拟定的焊接工艺细则卡或其他规程中的焊接工艺进
行的验证性试验,A 正确;
焊接工艺评定作用:用于验证和评定焊接工艺方案的正确性,其评定报告不直接指导生产(B 错误),是
焊接工艺细则(卡)的支持文件,同一焊接工艺评定报告可作为几份焊接工艺卡的依据(D 正确)
工程产品施焊前,应依据焊接工艺评定报告编制焊接工艺规程,用于指导焊工施焊和焊后热处理工作,一
个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制;一个焊接工艺评定报告可用于编制多个焊接
工艺规程。焊接工艺规程也称焊接作业指导书或焊接工艺卡。
3.降低焊接应力的正确措施有( )。2015.22
A.构件设计时尽量减少焊接尺寸 B.将焊接集中在一个区域
C.焊接时采用较小的焊接线能量 D.焊接过程中,层间锤击
E.焊接前对构件进行整体预热
【参考答案】ACE
【解析】降低焊接应力的措施:1.设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
2.工艺措施
(1)采用较小的焊接线能量
(2)合理安排装配焊接顺序
(3)层间进行锤击:焊后用小锤轻敲焊缝及其邻近区域,使金属晶粒间的应力得以释放
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
(5)焊接高强钢时,选用塑性较好的焊条
(6)预热(7)消氢处理(8)焊后热处理(9)利用振动法来消除焊接残余应力
4.预防焊接变形应采取的装配工艺措施是( )。2011.9
A.进行层间锤击 B.预热拉伸补偿焊缝收缩
C.合理选择装配程序 D.合理安排焊缝位置
【参考答案】C
【解析】本题考查的是预防焊接变形的措施。预防焊接变形的措施:(1)进行合理的焊接结构设计:①
合理安排焊缝位置;②合理选择焊缝尺寸和形状;③尽可能减少焊缝数量,减小焊缝长度。(2)采取合
理的装配工艺措施:①预留收缩余量法;②反变形法;③刚性固定法;④合理选择装配程序。(3)采取
合理的焊接工艺措施:①合理的焊接方法;②合理的焊接规范;③合理的焊接顺序和方向;④进行层间锤
击(打底层不适于锤击)。
5.钢制压力容器产品焊接试件的力学性能试验检验项目是( )。2018
A.扭转试验 B.射线检测
C.疲劳试验 D.拉伸试验
【参考答案】D
【解析】破坏性检验
常用的破坏性检验包括:力学性能试验(拉伸试验、冲击试验、硬度试验、断裂性试验、疲劳试验)、弯曲
试验、化学分析试验(化学成分分析、不锈钢晶间腐蚀试验、焊条扩散氢含量测试)、金相试验(宏观组织、
微观组织)、焊接性试验、焊缝电镜。
6.下列参数中,影响焊条电弧焊焊接线能量大小的有( )。2019.22
A.焊接功率 B.焊接电流
C.电弧电压 D.焊接速度
E.焊条直径
【参考答案】BCD
【解析】与焊接线能量有直接关系的因素包括:焊接电流、电弧电压和焊接速度。线能量的大小与焊接电
流、电压成正比,与焊接速度成反比。
7.常用的焊缝无损检测方法中,适合于焊缝内部缺陷检测的方法是( )。2013.2
A.射线探伤 B.涡流探伤
C.磁性探伤 D.渗透探伤
【参考答案】A
【解析】本题考查的是焊接质量检验方法。射线探伤和超声波探伤适合于焊缝内部缺陷的检测,磁性、渗
透和涡流探伤适用于焊缝表面质量的检验。
8.钨极手工氩弧焊与其他焊接方法相比较的优点有( )。2020
A.适用焊接位置多 B.焊接熔池易控制
C.热影响区比较小 D.焊接线能量较小
E.受风力影响最小
【参考答案】BC
【解析】考查焊接技术钨极惰性气体保护焊的自有的特点:
电弧热量集中,可精确控制焊接热输入,焊接热影响区窄。焊接过程不产生熔渣、无飞溅,焊缝表面光洁。
焊接过程无烟尘,熔池容易控制,焊缝质量高。
焊接工艺适用性强,几乎可以焊接所有的金属材料。焊接参数可精确控制,易于实现焊接过程全自动化。
【2013 年案例】
【背景资料】
A 公司总承包某地一扩建项目的机电安装工程,材料和设备由建设单位提供。A 公司除自己承担主工
艺线设备安装外,非标准件制作安装工程、防腐工程等均分包给具有相应施工资质的分包商施工。考虑到
该地区风多雨少的气候,建设单位将紧靠河边及施工现场的一所弃用学校提供给 A 公司项目部,项目部安
排两层教学楼的一层做材料工具库,二楼作现场办公室,楼旁临河边修建简易厕所和浴室,污水直接排入
河中,并对其他空地做了施工平面布置。
.....
在露天非标准件制作时,分包商采用 CO 2 气体保护焊施焊,质检员予以制止。动态炉窑焊接完成后,
项目部即着手炉窑的砌筑,监理工程师予以制止,砌筑后,在没有烘炉技术资料的情况下,项目部根据在
某厂的烘炉经验开始烘炉,又一次遭到监理工程师的制止。
【问题】
3.说明质检员在露天制作场地制止分包商继续作业的理由。应采取哪些措施以保证焊接质量?
【参考答案】
3.露天非标准件制作时监理制止的原因:非标准件制作是露天作业,且本地区风多,二氧化碳气体保
护焊飞溅较大,有风不能施焊,会对焊接质量造成影响。
保证焊接质量采取的措施:改变焊接方法,采取有效防风措施。
【2014 年案例一】
【背景资料】
某综合大楼位于市区,裙楼为 5 层,1 号、2 号双塔楼为 42 层,建筑面积面积 116000m
2 ,建筑高度 208m。
双塔楼主要结构为混凝土核心筒加钢结构框架,其中钢结构框架的钢管柱共计 36 根,规格为Φ1600×35、
Φ1600×30、Φ1600×25 三种,材质为 Q345-B。
钢管柱制作采用工厂化分段预制,经焊接工艺评定,焊接方法采用埋弧焊。钢管柱吊装采用外部附着
式塔吊,单个构件吊装重量为 11.6t。现场临时用电满足 5 台直流焊机和 10 台 CO 2 气体保护焊机同时使用
要求。
【问题】
1.焊接工艺评定时,应制定哪些焊接工艺参数?
【参考答案】(教材有修改,仍需了解)
1.应制定的工艺参数有:焊接电流、电压、焊丝直径、焊接速度等焊接工艺参数。
【2016 年案例五】
【背景资料】
某城市基础设施升级改造项目为市郊的热电站二期2×330MW 凝汽式机组向城区集中供热及配套管网,
工艺流程如图 3。业主通过招标与 A 公司签订施工总承包合同,工期 12 个月。
针对公用管网施工,A 公司以质量和安全为重点进行控制策划,制定危险性较大的分部分项工程清单
及安全技术措施,确定主要方案的施工技术方法包括:管道预制、保温及外护管工厂化生产;现场施焊采
取氩弧焊打底,自动焊填充,手工焊盖面,直埋保温管道无补偿电预热安装,管网穿越干渠暗挖施工,穿
越河流架空施工,穿越干道顶管施工,管道清洗采用密闭循环水力冲洗方式等。其中,施工装备全位置自
动焊机和大容量电加热装置是 A 公司与厂家联合研发的新设备。
项目实施过程中,发生了下列情况:
...
330MW 机组轴系对轮中心初找正后,为缩短机组安装工期,钳工班组提出通过提高对中调整精度等级,
在基础二次灌浆前的工序阶段,一次性对轮中心进行复查和找正,被 A 公司否定。公用管网焊接过程中,
发现部分焊工的焊缝不稳定,经无损检测结果分析,主要缺陷是气孔数量超标。A 公司排除焊工操作和焊
接设备影响因素后,及时采取针对性的质量预控措施。
【问题】
1.针对公用管网施工,A 公司应编制哪些需要组织专家论证的安全专项方案?
5.针对气孔数量招标缺陷,A 公司在管道焊接过程中应采取哪些质量预控措施?
【参考答案】
1.应编制需要组织专家论证的案例专项方案有:暗挖施工、顶管施工、管道自动焊接和无补偿电预热
管道安装。
5.应采取的质量预控措施有:焊材烘干,配备焊条保温桶,采取防风措施,控制氩气纯度,焊接前进
行预热,雨、雾天气禁止施焊。
【2018 案例三】
【背景资料】
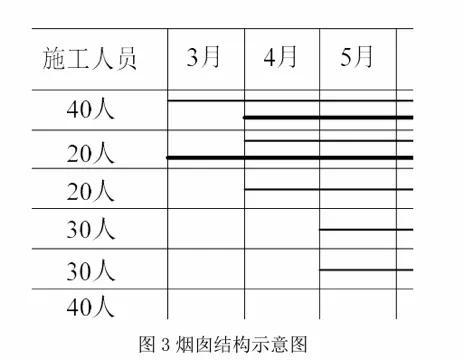
A 公司承担某炼化项目的硫磺回收装置施工总承包任务,其中烟气脱硫系统包含的烟囱由外筒和内筒
组成,外筒为钢筋混凝土筒壁,高度 145m;内筒为等直径自立式双管钢筒,高 150m,内筒与外筒之间有 8
层钢结构平台,每层间由钢梯连接,钢结构平台安装标高见图 3 所示。
钢筒制造、检验和验收按《钢制焊接常压容器》的规定进行。钢筒材质为 S31603+Q345C。钢筒外壁基
层表面,除锈达到 Sa2.5 级进行防腐;裙座以上外保温,裙座以下设内、外防火层。
A 公司与 B 公司签订了烟囱钢结构平台及钢梯分包合同;与 C 公司签订了钢筒分段现场制造及安装分
包合同;与 D 公司签订了钢筒防腐保温绝热分包合同。
施工前,A 公司依据《建筑工程施工质量验收统一标准》和《工业安装工程质量检验评定统一标准》
的规定,对烟囱工程进行了分部、分项工程的划分,并通过了建设单位的批准。
B 公司施工前,编制了钢平台和钢梯吊装专项方案,利用烟囱外筒顶部预置的两根吊装钢梁,悬挂两
套滑车组,通过在地面的两台卷扬机牵引滑车组提升钢平台和钢梯。编制方案时,通过分析不安全因素,
识别出显性和潜在的危险源。
C 公司首次从事钢筒所用材质的焊接任务,进行了充分的焊接前技术准备,完成焊接工作必需的工艺
文件,选择合格的焊工,验证施焊能力;顺利完成了钢筒制造、组对焊接和检验等。
在钢筒外壁除锈前,D 公司质量员对钢筒外表面进行了检查,外表面平整,还重点检查了焊缝表面,焊
缝余高均小于 2mm,并平滑过渡,满足施工质量验收规范要求。
【问题】
3.C 公司在焊接前应完成哪几个焊接工艺文件?焊工应取得什么证书?
4.钢筒外表面除锈应采取哪一种方法?在焊缝外表面的质量检查中,不允许的质量缺陷还有哪些?
【参考答案】
3.C 公司在焊接前应完成的焊接工艺文件:与焊接所匹配的焊接工艺评定报告(或 PQR);焊接工艺
规程(或 WPS);焊工应取得相应的特种设备作业人员证。
4.钢筒外表面除锈方法应采取喷射除锈(或抛射除锈)。在焊缝外表面的检查中,不允许的质量缺陷
还有气孔、焊瘤和夹渣。
相关参考
熔化极气体保护焊的焊接参数(二级建造师实务复习笔记(机电)——机电工程焊接技术(一))
焊接工艺的选择与评定一:焊接工艺的选择焊接工艺:制造焊件所有关的加工方法和实施要求,包括焊接准备,材料选用,焊接方法选定,焊接参数,操作要求。【钢结构焊接难度分为:A级(易),B级(一般),C级(较难),...
气体保护焊的焊接视频(新时代·铁路榜样丨熊秋虎:细节见真功 焊花铸匠心)
熊秋虎中铁四局集团钢结构建筑公司制造分公司质量管理部副部长熊秋虎熊秋虎,中共党员,中国中铁四局集团钢结构建筑有限公司制造分公司质量管理部副部长,曾获云南省重点工程(玉磨铁路)职工技术技能大赛焊工项目一...
...弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应用广泛缺点:焊接生产效率低、劳动条件差、焊接质量不够稳定...
...弧焊、埋弧焊、CO2气体保护焊、氩弧焊)非熔化极(钨极惰性气体保护焊、等离子弧焊)1、手工焊条电弧焊:优点:操作灵活、设备简单、投资少、使用方便,应用广泛缺点:焊接生产效率低、劳动条件差、焊接质量不够稳定...
气体保护焊包括哪些(工程机械内部资料(二):CO2气体保护焊基本操作技术)
工程机械内部资料,要学的请速度:CO2气体保护焊基本操作技术(二)昨天介绍了二保焊的基本操作技术前两项:CO2气体保护焊引弧和CO2气体保护焊焊枪摆动方式,今天继续余下部分。请关注我:光头机电,去获取更多有价值的...
适用范围:本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定了一般低碳钢、普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本工艺规...
氩弧焊是一种以氩气为保护气体的焊接技术。也称为氩气保护焊。也就是说,氩气保护气体在电弧焊接周围通过,以将空气与焊接区隔离,并防止焊接区氧化。氩弧焊技术是一种基于普通电弧焊原理的焊接技术,它利用氩气保护...
一、什么是氩弧焊氩弧焊,是使用氩气作为保护气体的一种焊接技术。又称氩气体保护焊。就是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区的氧化。氩弧焊技术是在普通电弧焊的原理的基础上,利用氩...
气体保护焊的焊接技巧(CO2气体保护焊基本操作「焊接实操篇」)
CO2气体保护焊是以CO2为保护气体进行的一种焊接方法,也是一种常用的焊接方法。这种方法操作比较简单、成本低,应用非常广泛,尤其适用于自动焊和全方位焊接。CO2气体保护焊在焊接时周围环境不能有风,适合于室内作业,...
伴随着我国制造业的井喷式发展和科技的不断进步,电焊技术、焊接工艺已成为一个单独的技术工种,成为一个日薪300-500元的高薪岗位,因其学时短、课程精等特点成为在职想转行的有志青年再起航时的理想职业。目前,我国...