怎样验证时温等效原理(专栏 l 材料挤出式3D打印研究的现在与未来)
Posted
篇首语:落花踏尽游何处,笑入胡姬酒肆中。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎样验证时温等效原理(专栏 l 材料挤出式3D打印研究的现在与未来)相关的知识,希望对你有一定的参考价值。
怎样验证时温等效原理(专栏 l 材料挤出式3D打印研究的现在与未来)

1. 背景与定义
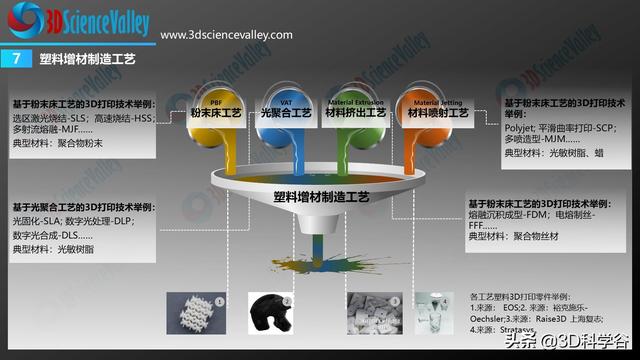
材料挤出式3D打印(Material-Extrusion Based 3D Printing, 以下简称为ME-3DP)是ASTM F42委员会定义的7项3D打印子技术之一。最早的ME-3DP技术(Fused Deposition Modeling或FDM)由Scott Crump在1989年发明 [1],并由此为基础创立了至今仍然是行业龙头的美国Stratasys公司。从公司数量和市场占有率上来看,FDM/FFF技术至今仍然是ME-3DP的主要形态。但ME-3DP也演进出了不同的 “技术变种”,如以大尺寸粒料打印为核心的BAAM(Big Area Additive Manufacturing)技术,连续纤维增强打印技术,和以热固性材料为主的直写式(Direct Ink Writing或DIW)技术 [2]等。后者(DIW)主要应用在功能性材料体系(如水凝胶)和器件的制备中,其成型机理和其它基于热塑性高分子材料的ME-3DP技术有一定差异,产业化程度也相对更加有限,因此不在本文讨论范围之中。
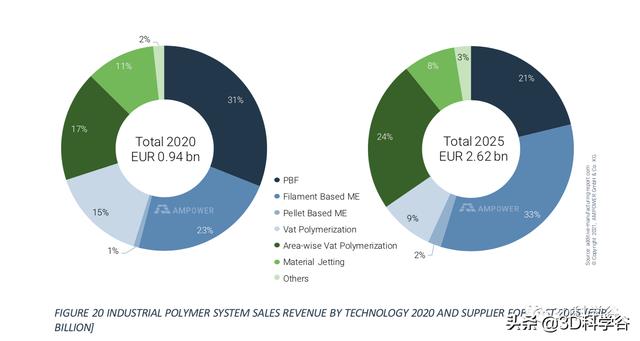
工业级塑料3D打印设备销售情况(2020年情况,2025年预测),AMPower
本期谷.专栏,作者罗小帆博士、郝明洋博士、黄宇立将主要讨论基于热塑性高分子体系的ME-3DP技术,以工艺和材料为核心视角,给出对于目前产业界和学术界的研究进展和未来趋势分析,以及作者对于行业发展的战略建议。

2. ME-3DP的研究进展与趋势
2.1错觉、挑战和困境
相比其它的3D打印技术,ME-3DP最早地走入了公众的视野。在Stratasys核心专利过期和以RepRap [3]为代表的开源硬件社区驱动下,第一批ME-3DP的创业公司以低成本,桌面式3D打印机这一全新形态出现在了市场中,并以创始不到五年的MakerBot公司被行业龙头Stratasys的收购为标志达到了第一次高峰。这些设备外观简单,成本低廉,也没有复杂的核心器件,从而导致ME-3DP被普遍认为是一项较为简单的技术。这一错觉一直延续到了现在,甚至存在于大量的行业从业者和投资人之中。
3D科学谷《3D打印与塑料白皮书》第二版
和这一错觉形成鲜明对比的,是目前ME-3DP行业略为尴尬的技术现状:过去近十年间产生了不下数千家新公司,但没有任何一家公司在技术上能够比肩甚至接近Stratasys,业界也没有看到ME-3DP在材料和工艺技术上任何系统性的演进;ME-3DP工艺失败率高、打印效率低下、打印件性能波动大且难以预测和调控等技术挑战仍然普遍存在。行业中绝大部分新公司做的仅仅是建立在功能取舍上的低成本化,而鲜有公司真正直面ME-3DP的核心技术挑战。这一方面导致了资源的极大错配,同时也让新兴的消费级(终端售价在数百美元)和专业级(终端售价在数千美元)3D打印机市场迅速地红海化。
以下现状可以更形象地说明目前ME-3DP产业面临的技术挑战:
- 在几乎所有客户的实际打印过程中,打印工艺开发缺乏任何实质有效的理论指导,在极大程度上依靠于简单试错和打印人员的主观经验。这导致了极高的工艺失败率,尤其是针对大尺寸、结构复杂的零部件。作者曾参与过一家北美大尺寸FFF打印机品牌的技术培训会议,期间培训师提到了一个“经验法则”:每次成功的打印之前平均会有四次失败的尝试,足见工艺失败率之高以及对于试错的依赖。
- 打印机、核心部件和材料开发之间既缺乏有效的合作,也无基于科学理论和有效标准为基础的开发模式。以挤出系统的设计为例,挤出系统是ME-3DP的核心组成部件,很大程度上决定了打印设备的整体性能。但目前挤出系统的设计在极大程度上仍然依靠主观经验,而不是基于对挤出过程的物理表征和分析来进行的。这导致挤出系统对行业绝大多数公司来说接近于“黑盒子”,也因此缺乏实质性的创新和进步。大量的打印机公司(甚至包含一些达到一定规模的企业)甚至缺乏基础的材料学知识和能力。
- 尽管在理论上ME-3DP能够适应大量的材料,但实际能够稳定应用的材料体系却非常有限。由于缺乏有效的理论和工具,材料工艺开发的周期也相当长。根据笔者的了解,即使是行业龙头Stratasys,新材料打印工艺的开发也需要近一年的时间。而且工艺开发缺乏普适性,对于同样的打印材料,打印工艺在不同设备甚至是不同的打印模型之间也无法做到快速适应和转换。
这些挑战彰显了目前行业所面临的内卷式困境:由于对技术复杂性和技术挑战的错误判断,导致了资源的错配,即大量资金和技术资源并未投入在最需要解决的瓶颈性技术问题上。也正因为如此,很多的资源投入并未转化为技术和行业所需要的跳跃式发展,而这一“收益不足”又会限制和误导后续的投入。
但积极的一方面是,在过去的几年中学术界对于ME-3DP领域的关注度和兴趣不断上升,尤其是很多高分子科学家、数据和人工智能科学家等“非传统”3D打印研究人员加入到了领域中。这些不同维度的研究不仅给行业提供了新的工具、方法和思路,更重要的,也驱动了行业技术共识的形成。接下来,本文将会对部分作者认为较为重要的研究方向和成果做简要综述,以期简要勾勒出技术发展的现状和未来方向。
2.2 ME-3DP的核心技术挑战
如前文所述,ME-3DP简单的表象掩盖了其背后多物理场耦合的复杂工艺过程。ME-3DP(DIW除外)本质上是对高分子材料的热加工;与传统热加工(如挤出、注塑)类似,热历史对于加工过程和成型件的质量与性能有至关重要的作用。但与这些传统加工工艺中不同的是,ME-3DP过程中的温度场具有较为高度的差异性,具体来说体现在:(1) 不同设备与工艺之间的热历史差异极大,从使用“标准” 0.4 mm喷嘴的桌面式FFF到大尺寸BAAM打印,其表观冷却速率相差可达4-5个数量级 [4];(2) 即使在使用相同设备的条件下,不同的零件,甚至是同一个零件上的不同体素(voxel),其热历史也可存在巨大的差异 [5]。影响热历史的因素众多,测量技术也十分有限,做到预测和控制更是挑战巨大。这一复杂的热历史再与不同高分子的粘弹性、相变行为和微观结构(均为温度的复杂函数)等材料特性相互耦合,带来了打印件内应力和界面(层间)融合程度的难以预知,从而导致了如翘曲、层间开裂、外观缺陷等各种工艺问题甚至是打印失败。
另一个ME-3DP和传统加工技术的巨大差异是打印件结构和性能的高度耦合。
在绝大部分传统高分子加工工艺中,产品的结构由模具决定,性能由材料的本征特性决定;换句话说,产品的结构和性能可以进行独立的调控。在ME-3DP中,由于热历史的复杂性和一部分的结构因素,打印件的性能只在很低的程度上反映了材料的本体性能。换句话说,即使材料确定,也无法有效预测打印件的性能;就算材料、工艺参数都固定,不同的打印件之间的性能也可能存在巨大差异。这显然无法满足很多工业应用的基本需求。在作者某次与美国橡树岭国家实验室(Oak Ridge National Lab)的一位研究负责人的对话中,对方将这一点视作是3D打印的核心挑战[i]。
上述这两点是作者看来ME-3DP所面临的最核心的技术挑战,也是目前ME-3DP领域技术研发的重要背景。下面作者将以此为出发点,简要综述目前学术、工业界的研究现状及一些较为重要成果。
2.3 ME-3DP目前的重要研究方向和成果
2.3.1 材料挤出过程的表征和研究
材料挤出是ME-3DP的核心工艺过程,对这一过程的表征和研究能够有效地指导挤出机构的设计和材料开发,因此是非常重要的领域。但ME-3DP的材料挤出机构一般都较小,直接的表征和测试手段较为有限,因此很多工作都选择了理论计算和模拟作为研究工具。Bellini等 [6]在2004年就推导过挤出系统流道中三个特征区域的压力降方程,但推导过程做了较多的简化,例如完全没有考虑传热过程,也欠缺和实验结果的对比检验。这一领域的研究在近年随着ME-3DP技术应用的不断广泛吸引了更多的研究者 [7]。从理论层面,新的研究加入了更完善的传热模型 [8, 9, 10]和高分子流变理论 [11, 12, 13, 14]。从表征层面,也引入了较多新的实验方法。比如通过对不同挤出工艺参数(如加热块温度、挤出速度等)下挤出力的测量,已经可以获得很多关于挤出过程中传热和流变过程的信息,也能在一定程度上对工艺开发和材料筛选做出指导 [15, 16]。但ME-3DP挤出机构的封闭性也导致了直接、在线式的观察和测量会比较困难,往往需要一些实施代价不低的实验方法:例如Peng等 [17]使用了加入到线材中的染料颗粒和直接插入喷嘴流道中的热电偶,间接测量了挤出过程的速度场与温度历史。但即使这样获得的信息也相对有限,尤其很难对非稳态(non-steady state)的行为表征充分;而非稳态行为在实际的打印过程中非常重要,甚至占据主要地位(这一点也是和以稳态为主的传统高分子加工的主要差异之一)。除此之外,新的研究中也包含了对ME-3DP挤出过程中一些特异性现象的表征,比如线材外径和挤出流道内径差值所导致的返流(back flow)现象 [13],进料齿轮和线材之间的微打滑(micro slippage)现象 [18],挤出熔体表面破裂导致的“鲨鱼皮”(sharkskin)现象 [19],口模胀大现象 [16, 20],用于快速卸载口模压力的线材回抽(retraction) [21]等。
即使有了这些新的研究成果,目前对于ME-3DP挤出过程的整体研究还属于较为初期的阶段,对具体产业的影响力比较有限。
一方面,目前行业内尚未形成统一的理论框架,挤出机构的设计还是依靠经验为主,很少有基于科学理论的设计标准。另一方面,很多挤出过程中非常重要的现象也缺乏深入研究。以线材回抽为例,回抽的有效性对于打印质量有着至关重要的影响,但目前对这一过程的认知还相当有限。
有很多问题业界还无法充分回答,例如:回抽的有效性与高分子熔体的哪些粘弹性特性有关?如何根据材料特性设计合适的回抽条件(速度、距离)?挤出机构的设计会如何影响不同材料回抽的有效性?未来的研究工作还有相当长的路要走。
2.3.2 成型过程的表征和模拟
和材料挤出过程相比,挤出后逐层堆积的成型过程更为复杂。对这一过程研究的表征、分析和模拟占据了ME-3DP研究的主要部分,其重要性也不言而喻:对成型过程的深刻理解是工艺和材料开发的基石。这一领域的研究可以笼统分成两大模块:对打印过程热历史的研究,以及由热历史导致的内应力和层间融合现象的研究。
前文已简要叙述ME-3DP成形过程中热历史的复杂性。对热历史的直接测量目前主要依靠的还是基于红外的热成像技术(Infrared Thermography) [4]。但这一技术也有比较大的局限性,如难以进行全局性的测量,需要消除环境影响 [22],仅能测量表面温度(无法测量内部温度梯度)等。因此对ME-3DP热历史的研究更多还是采用建模和仿真的方法 [23, 5, 24, 25]。尽管传热分析是相对成熟的领域,但由于几何结构的复杂性,基于物理场的模拟仿真所需要的计算量较大,在实际应用中是比较大的痛点。
解决方案之一是和机器学习相结合。
Roy和Wodo [26]在2020年用三层神经网络实现了对打印过程体素级别热历史的快速预测,预测误差在5%以下。尽管研究人员选择了较为简单的打印结构(长方体),但这一工作也较好地证明了该技术路线的可行性。苏州奇流科技(Helio Additive)[ii]是目前世界范围内位数不多的致力于这一技术路线产业化的公司,其核心为独特的物理模拟+ 机器学习的“双引擎” 技术,即使用准确度高但计算量高的物理模型对3D打印过程进行模拟,再用模拟产生的大量数据训练出可快速预测热历史的机器学习模型,最终利用后者实现对打印工艺的快速预测和优化。另外一个ME-3DP热历史研究的挑战是目前还缺乏普遍认可的,可用于描述热历史的特征性物理量。由于ME-3DP热历史的多样性,一个很直接的问题是:不同热历史(T-t)曲线如何进行比较?由于其和应力松弛和层间融合的高度相关性,基于高分子松弛的时温等效原理(time-temperature superposition)计算的在某一参比温度下的等效时间 [27, 5, 28]是较有潜力,可用于量化热历史的物理量。但它无法较好地描述热历史“上限”,即无法有效用于判断由于过热所导致的打印失败或缺陷,也无法应用于结晶过程(对于半结晶性高分子),因此仍然有较大局限。
热历史会影响两个对打印过程至关重要的因素:内应力和层间融合。这里首先讨论后者。由于ME-3DP是逐层打印的过程,因此其层间结合力极大程度决定了打印件的最终力学性能。ME-3DP过程中的层间结合力来源于高分子链的扩散和再缠结过程,一般用Reptation模型 [29]进行描述。早年间对于高分子焊接和界面愈合(healing) [30]的研究也提供了不少的相关经验。理论层面尽管争议不大,但这些理论在ME-3DP领域的应用还是有一些实际的挑战。首先是对热历史的表征,这一点已在前文叙述。其次,在实际打印件中通常会存在数量和种类极多的界面,这些界面的实际情况(如接触面形状和面积)收到较多因素的影响 [31, 32],也较难直接测量。因此尽管上述理论模型对于简单的单层模型层间强度能够做到一定准确度的预测 [27, 33, 34],对于实际应用中复杂结构打印件的整体力学性能的预测依然十分困难。
3D科学谷《3D打印与塑料白皮书》第二版
相比于层间融合,打印过程中的内应力的变化则更为复杂。首先,对于ME-3DP,内应力会有多个不同的来源:由于喷嘴毛细管中的高剪切流动导致的由高分子链取向所产生内应力 [11, 35],由于每层热历史不同(thermal mismatch)导致的热应力 [36],以及由于结晶过程(对于半结晶性高分子)晶区密度变化带来的体积收缩产生内应力 [37]。除了结晶过程内应力外,前两种内应力都可以通过材料在挤出后温度仍然在玻璃化温度之上(T > Tg)的时间内,通过分子链段运动的应力松弛部分甚至全部消除。残余在打印件中的内应力会导致翘曲、形变等缺陷甚至是打印失败,因此保证打印过程中充分的应力松弛非常重要。从定性角度来说,尽可能地延长打印件在Tg以上的时间会有利于应力松弛的完全消除(但要避免材料过热所导致的蠕变和流动问题)。这一点对于高Tg材料体系尤其重要。在实践中,用户通常会通过控制打印工艺的方法,如提高打印过程的环境温度 [38],提高喷嘴大小/层高,加快打印速度等方法来实现这一目的。但这些方法仍然依靠较多的用户经验,实现对于打印过程中内应力变化的动态、定量的测量与表征仍然非常困难:能够适用的实验技术目前较为有限 [39, 40],计算和模拟方法也仅能应用于结构简单的体系 [36, 40, 41]。
如上所述,由于热历史、内应力演化和层间融合过程本身的复杂性和互相之间的高度耦合,对于ME-3DP过程的表征和模拟存在着较大的挑战。尽管过去数年间的研究成果已经让业界对ME-3DP过程的物理本质有了更深入的认识,这些成果目前还不足以对打印工艺的开发提供系统和量化的指导。这也是为什么目前ME-3DP工艺开发仍然只能依靠经验的核心原因,也导致了工艺失败率高、性能无法预测且波动大等一系列的挑战。
2.3.3 材料打印性模型的建立与材料创新
从理论上来说,所有的热塑性高分子都可以通过ME-3DP的方式进行加工成型。但在实践中,能够成功进行打印的高分子材料只占到极小一部分;大部分材料在打印过程中都会遇到各种难以解决的工艺问题。因此从实际出发,业界需要设计和开发适合于ME-3DP工艺的材料体系。
换句话说,业界需要通过对材料不同层次结构的控制实现其较好的打印性(printability)。这里对于材料打印性的定义是:具备符合ME-3DP工艺要求的材料性能,能在较宽的工艺窗口下做到较高的打印质量和成功率。
具备良好打印性的新材料的不断开发也是推动ME-3DP在过去5-10年快速发展的核心因素之一。
美国橡树岭国家实验室的Duty等 [42, 43]是最早(2018年)系统性提出材料打印性模型的研究团队之一。其打印性模型以高分子粘弹性为核心,同时考虑了材料挤出过程和挤出后成型过程的双重要求。尽管做了较多用于简化打印过程模型的假定,这一工作仍然有奠基性的意义,也能够较好地指导材料的快速开发。从产业界的角度,具备优良打印性的材料也不断地被研发和商业化。

作者所在的苏州聚复高分子材料有限公司即致力于这一领域,也是世界范围内为数不多的专注为ME-3DP技术进行材料开发的公司之一。苏州聚复高分子在2014年开发并成功商业化的Jam-Free™技术 [44],很好地解决了聚乳酸打印材料在打印头冷端中的过早软化问题,能够让材料在很短的区域内完成从固态到粘流态的转变,保证了极高的挤出稳定性。另外一项针对于尼龙体系的Warp-Free™技术,通过对酰胺键的修饰和对结晶行为的调控,系统地解决了尼龙类材料的打印性问题,能够在不牺牲热、力学性能的前提下实现零翘曲的打印效果。
值得一提的是,在ME-3DP技术发明的初期,行业内的普遍观点是该技术仅适用于非晶/无定形(amorphous)高分子;而结晶性高分子由于结晶过程中材料晶区密度的剧烈变化会导致极大的内应力,因此不适合于ME-3DP技术。这一观点在近年来受到了挑战:越来越多的研究表明,通过对材料结晶行为和热历史的精确控制,结晶性高分子也能实现较好的打印性 [45]。上述提到的Warp-Free™技术便是一个成功案例。但由于高分子结晶过程本身的复杂性,以及结晶与ME-3DP打印过程复杂温度场、流变场的相互耦合,仍然需要较多的针对这一过程的基础研究。通过X光散射对打印过程结晶形态演化的在线表征 [46, 47, 48],和通过Flash DSC技术表征打印过程复杂热历史下的结晶动力学 [49, 50]便是近两年来出现的成果案例。但整体来说这些研究还比较初步,仅仅处于对结晶过程本身的表征,距离建立结晶过程和打印性之间的联系还存在较大的距离。除了对结晶过程和热历史的控制外,另一个在实际应用中比较常见的改善材料打印性的做法是使用高刚性填料复合填充(尤其是碳纤维 [51])。这些填料能够有效地降低材料在轴向(挤出方向)的线性膨胀系数和提升刚性,并以此来对抗打印过程内应力及由其所导致的应变。目前已有不少商业化的碳纤维、玻璃纤维增强的用于ME-3DP的结晶性高分子材料。和无定形高分子相比,结晶性高分子材料能够提供更优良、更丰富的性能选择和潜在更宽的打印工艺窗口,在未来会吸引更多的研究与开发,甚至有可能成为某些ME-3DP应用领域的主流材料选择。

原型及电池座、空气管等多个零部件由Polymaker 不同材料打印的Sarolea摩托车。
除了针对传统高分子打印性提升所进行的设计和开发外,在过去几年中也出现了很多全新的材料开发思路。如Gantenbein等人 [52]在2018年利用液晶高分子和挤出过程的剪切效应原位生成了独特的核壳(Core-Shell)打印结构,用纯高分子体系实现了最高超过30 GPa的模量和数百MPa的拉伸强度。通过引入Diels-Alder可逆反应添加剂,Davidson等 [53]和Appuhamilage等 [54]在聚乳酸打印材料体系中实现了自修复(self-healing)效应和极高(通过Diels-Alder反应增强)的层间强度。Hart等 [55]通过制备独特的核-壳结构双材料(PC+ABS)线材,实现了高于任一单一组分的打印件韧性。这些新的研究成果会给ME-3DP材料领域注入全新的活力。
2.3.4 设备结构创新
以作者的观点,过去10年内ME-3DP领域最重要的设备创新是以橡树岭国家实验室为核心开发的BAAM技术 [56]。BAAM技术将传统高分子粒料的螺杆挤出工艺应用到超大尺度3D打印中,并成功地完成了从设备、工艺 [57]、甚至是软件 [58]的研究与开发。BAAM技术在大型模具,尤其是航空、风电等复合材料模具 [59],及建筑相关应用中具有非常广阔的前景。我国这一领域的研究工作起步较晚,仅在2018年由上海建工牵头开展了在建筑领域的应用。作者所在的苏州聚复高分子与上海酷鹰机器人共同参与了合作并分别完成了材料和设备的开发,同时配合上海建工完成了位于上海、泉州和成都三座人行桥的打印施工。目前苏州聚复高分子正在联合攥写建筑领域3D打印的相关标准文件。

Polymaker与上海建工及酷鹰科技合作打印的3D景观桥之一(成都流云桥)。
另外一项设备结构驱动的创新是由美国Markforged公司最早商业化的连续碳纤维打印技术 [60]。该技术能原位生成连续碳纤维增强的热塑性复合材料,能在XY方向实现超高的模量和强度 [61]。除了Markforged之外,包括俄罗斯的Anisoprint和西安斐帛科技在内的多家公司也对这一技术实现了商业化。作者所在的公司也和Anisoprint进行过合作开发,成功实现了两款尼龙基材料的商业化 [62],能达到非常高的打印质量和纤维/高分子界面结合力。
对于传统的ME-3DP技术,业界在近几年也看到了相当多有亮点的设备创新。这些创新大多旨在提高ME-3DP的打印效率,多集中在两个方面:挤出机构和运动机构。
传统的ME-3DP挤出机构通过以固态线材作为活塞挤压高分子熔体的方式实现材料的连续挤出。这一方式的局限性之一是无法产生很大的挤出压力,因此挤出效率较为低下。Go等在详细分析了传统挤出机构之后 [15],设计了一个高速挤出机构 [63]。该机构使用了带螺纹的线材(threaded filament)从而提高挤出力,同时在传统加热段之前增加了一个使用激光加热的“预加热段”来提高整体加热效率。根据论文中的数据,这两项设计创新能带来超过10倍的挤出效率提升。德国BigRep公司在2019年推出了MXT技术 [64],其核心是通过微型化的正向位移计量泵(positive displacement pump) [65]实现熔体的高速、稳定挤出。但根据作者了解的信息,目前配备MXT技术的打印机尚未实现大规模稳定出货。
在运动机构上,西班牙创业公司BCN 3D首创的独立双喷头技术(Independent Dual Extruder或IDEX) [66]是近年来比较重要的一项创新,能较好地解决双喷头打印的很多问题。IDEX技术也越来越多地出现在新的ME-3DP打印设备中,大有成为主流双喷头打印技术方案的趋势。另外一项趋势是通过和直线电机的结合实现打印过程更高的加速度和线速度。美国的Essentium公司是最早应用直线电机的打印机制造商,目前上海复志,AMESOS等公司也先后推出了应用直线电机的高速打印机。
这些打印设备的创新为解决打印效率这一ME-3DP的核心问题提供了很好的基础——至少在不久的将来,设备将不再成为效率的瓶颈。但这并不意味着打印效率问题可以从此解决。即使有了更快的挤出效率和运动速度,依然无法改变目前工艺极大依赖于经验,成功率低下,打印件性能波动大且难以预测等种种挑战;更大的工艺窗口范围甚至让工艺开发更加困难。以作者的观点来看,未来只能依靠基于科学理论和工具的工艺开发方法才能从根本上解决这些问题,更大地实现ME-3DP的潜力。
3. 对未来技术发展的战略建议
ME-3DP是最早被发明和商业化的3D打印技术之一,也是目前设备出货数量最大和应用最为广泛的3D打印技术。相比其它的高分子3D打印技术,ME-3DP具有很大的优势:成本最低、材料和功能性选择更丰富、实施最为灵活(设备简单且不受粉末床或树脂槽的限制)、能够覆盖极广(从几毫米到数十米)的打印件尺度范围等。以作者和很多海内外业内专家沟通的结果来看,大家普遍认为ME-3DP具备最大的工业应用前景,也是最值得发展的高分子3D打印技术。
但如前文所述,ME-3DP也是一项物理过程和工艺开发极其复杂的技术。其看似简单的“错觉”导致了一定程度上资源的错配,尤其是针对ME-3DP过程的核心科学技术研究的不足;这一点在国内尤为突出。尽管在过去几年间ME-3DP吸引了更多不同领域研究者的加入,但整体而言行业整体科学研究还处于相对初级的阶段,表现在目前行业内对于工艺、材料和核心部件的开发仍然缺乏系统的科学理论框架和成熟的工具方法。以下是作者依据个人的观察和思考给出的一些未来ME-3DP技术发展的战略性建议。
(1) 重视基础理论研究。如上文所属,ME-3DP领域中仍然有非常多的科学问题没有得到很好的回答。如挤出过程中高分子熔体的复杂传热和流变行为,成型过程中的内应力产生与松弛机理,高分子结构(如多相结构、结晶结构等)在打印过程复杂热历史和流变场条件下的演化,等等。如果仅仅将ME-3DP看成简单的技术开发而忽视这些更本质的科学问题(在某种程度上是目前的现状),必将极大地限制这项技术未来的发展与潜力。
(2) 工艺 > 材料 > 设备。针对ME-3DP直觉式的认知往往是设备 > 材料 > 工艺。而结合目前ME-DP的技术挑战和研究现状(第2部分),更符合实际的情况是工艺 > 材料 > 设备。这里的 “>” 不仅仅代表重要性的高低,更重要的是指出了驱动力的方向。
即:对于工艺的认知驱动材料的研发,再驱动设备的创新。
举例来说,业界需要通过对工艺过程的表征,定义出符合工艺过程的材料物性(如粘弹性、结晶行为等等)从而进行材料的设计与开发,再根据材料物性定义和开发与之匹配的打印设备。若将这一流程颠倒,即采取以设备或材料为中心的研发方式,必将导致事倍功半的结果——这一点已经在市场上得到了反复的验证。事实上,很多看起来是设备制造商的公司,其在工艺和材料端的投入都要远大于设备本身。但上述这一认知在实际实施中存在一些管理上的挑战:材料和设备是有形的存在,容易量化和衡量,而工艺则 “看不见摸不着”,相对抽象且难以量化比较与衡量。作者在于很多非技术出身的管理者、投资人和政策制定者的接触中都实实在在地感受到了这一理解和沟通上的挑战。
(3) 重视ME-3DP和复杂科学与数据科学的结合。尽管在基础科学理论上依然存在急需解决的问题,ME-3DP的技术挑战在很大程度上源自超多变量所导致的复杂性。目前绝大部分ME-3DP相关的学术研究工作还是基于传统的还原论思想,即在固定大部分变量的前提下研究单个或少数变量对整体的影响。这一方法适合于对基础科学原理的研究,但对于解决实际的复杂工艺问题还是显得捉襟见肘。对后者更有效的方法之一是引入复杂科学研究中的工具和手段,尤其是和数据科学的结合。目前已经存在一些人工智能/机器学习和ME-3DP的结合(不是本文重点故未作展开) [67, 68],主要应用于设计优化,以及辅助性的工艺开发和性能预测。目前来看,实际的挑战将会是如何定义和规范数据结构,以及如何获取有效数据。但作者认为这一领域在未来会有巨大的发展价值与潜力。
4. 结语
本文从学术研究和产业现状的双重视角,简要总结了目前ME-3DP技术和行业发展的现状与趋势,也给出了一些未来技术发展的方向性建议。这些内容均基于作者(ME-3DP行业超过十年的深度参与者)的观察与思考,希望能够对行业的科学、健康发展提供一些参考价值。
[i]原话为:“The key challenge of 3D printing is that you can’t control the shape and properties separately.”
[ii]作者是该公司的共同创始人和技术参与者
l 作者
罗小帆博士,苏州聚复高分子材料有限公司总经理
郝明洋博士,苏州聚复高分子材料开发平台专家级研发工程师
黄宇立,苏州聚复高分子产品工程部高级产品经理
References
[1] | S. S. Crump.United States Patent 5,121,329, 1992. |
[2] | J. A. Lewis, "Direct Ink Writing of 3D Functional Materials," Adv. Funct. Mater., vol. 16, pp. 2193-2204, 2006. |
[3] | "RepRap," [Online]. Available: https://reprap.org/. [Accessed 15 July 2021]. |
[4] | R. B. Dinwiddie, V. Kunc, J. M. Lindal, B. Post, R. J. Smith, L. Love and C. E. Duty, "Infrared Imaging of the Polymer 3D-Printing Process," in Proc. of SPIE, 2014. |
[5] | A. D'Amico and A. M. Peterson, "An adaptable FEA simulation of material extrusion additive manufacturing heat transfer in 3D," Additive Manufacturing, vol. 21, pp. 422-430, 2018. |
[6] | A. Bellini, S. Guceri and M. Bertoldi, "Liquefier Dynamics in Fused Deposition," Journal of Manufacturing Science and Engineering, vol. 126, pp. 237-246, 2004. |
[7] | B. Shaquor, M. Abuabiah, S. Abdel-Fattah, A. Juaidi, R. Abdallah, W. Abuzaina, M. Qarout, B. Verleije and P. Cos, "Gaining a better understanding of the extrusion process in fused filament fabrication 3D printing: a review," The International Journal of Advanced Manufacturing Technology, vol. 114, pp. 1279-1291, 2021. |
[8] | R. Jerez-Mesa, J. Travieso-Rodriguez, X. Corbella, R. Busque and G. Gomez-Gras, "Finite element analysis of the thermal behavior of a RepRap 3D printer liquefier," Mechatronics, vol. 36, pp. 119-126, 2016. |
[9] | F. Pigeonneau, D. Xu, M. Vincent and J.-F. Agassant, "Heating and flow computations of an amorphous polymer in the liquefier of a material extrusion 3D printer," Additive Manufacturing, vol. 32, p. 101001, 2020. |
[10] | C. Luo, X. Wang, K. B. Migler and J. E. Seppala, "Effects of feed rates on temperature profiles and feed forces in material extrusion additive manufacturing," Additive Manufacturing, vol. 35, p. 101361, 2020. |
[11] | M. E. Mackay, "The importance of rheological behavior in the additive manufacturing technique material extrusion," Journal of Rheology, vol. 62, pp. 1549-1561, 2018. |
[12] | M. E. Mackay, Z. R. Swain, C. R. Banbury, D. D. Phan and D. A. Edwards, "The performance of the hot end in a plasticating 3D printer," Journal of Rheology, vol. 61, pp. 229-236, 2017. |
[13] | E. L. Gilmer, D. Miller, C. A. Chatham, C. Zawaski, J. J. Fallon, A. Pekkanen, T. E. Long, C. B. Williams and M. J. Bortner, "Model analysis of feedstock behavior in fused filament fabrication: Enabling rapid materials screening," Polymer, vol. 152, pp. 51-61, 2018. |
[14] | D. D. Phan, Z. R. Swain and M. E. Mackay, "Rheological and heat transfer effects in fused filament fabrication," Journal of Rheology, vol. 62, pp. 1097-1107, 2018. |
[15] | J. Go, S. N.Schiffres, A. G.Stevens and A. J. Hart, "Rate limits of additive manufacturing by fused filament fabrication and guidelines for high-throughput system design," Additive Manufacturing, vol. 16, pp. 1-11, 2017. |
[16] | M. P. Serdeczny, R. Comminal, D. B. Pedersen and J. Spangenberg, "Experimental and analytical study of the polymer melt flow through the hotend in material extrusion additive manufacturing," Additive Manufacturing, vol. 32, p. 100997, 2020. |
[17] | F. Peng, B. D. Vogt and M. Cakmak, "Complex flow and temperature history during melt extrusion in material extrusion additive manufacturing," Additive Manufacturing, vol. 22, pp. 197-206, 2018. |
[18] | G. P. Greeff and M. Schilling, "Closed loop control of slippage during filament transport in molten material extrusion," Additive Manufacturing, vol. 14, pp. 31-38, 2017. |
[19] | D. A. Edwards and M. E. Mackay, "Postextrusion Heating in Three-Dimensional Printing," Journal of Heat Transfer, vol. 142, p. 052101, 2020. |
[20] | B. P. Heller, D. E. Smith and D. A. Jack, "Effects of extrudate swell and nozzle geometry on fiber orientation in Fused Deposition Modeling nozzle flow," Additive Manufacturing, vol. 12, pp. 252-264, 2016. |
[21] | G. Greeff and M. Schiling, "Comparing Retraction Methods with Volumetric Exit Flow Measurement in Molten," in Joint Special Interest Group meeting between euspen and ASPE, Leuven, BE, 2017. |
[22] | J. E.Seppala and K. D.Migler, "Infrared thermography of welding zones produced by polymer extrusion additive manufacturing," Additive Manufacturing, vol. 12, pp. 71-76, 2016. |
[23] | M. Pourali and A. M. Peterson, "Thermal Modeling of Material Extrusion Additive Manufacturing," in Polymer-Based Additive Manufacturing: Recent Developments, ACS Publications, 2019, pp. 115-130. |
[24] | S. Costa, F. Duarte and J. Covas, "Thermal conditions affecting heat transfer in FDM/FFE: a contribution towards the numerical modelling of the process," Virtual and Physical Prototyping, vol. 10, pp. 35-46, 2015. |
[25] | Y. Zhang and V. Shapiro, "Linear-Time Thermal Simulation of As-Manufactured Fused Deposition Modeling Components," Journal of Manufacturing Science and Engineering, vol. 140, p. 071002, 2018. |
[26] | M. Roy and O. Wodo, "Data-driven modeling of thermal history in additive manufacturing," Additive Manufacturing, vol. 32, p. 101017, 2020. |
[27] | J. Bartolai, T. W. Simpson and R. Xie, "Predicting strength of additively manufactured thermoplastic polymer parts produced using material extrusion," Rapid Prototyping Journal, vol. 24, pp. 321-332, 2018. |
[28] | J. E. Seppala, S. H. Han, K. E. Hillgartner, C. S. Davis and K. B. Migler, "Weld formation during material extrusion additive manufacturing," Soft Matter, vol. 13, pp. 6761-6769, 2017. |
[29] | P. G. d. Gennes, "Reptation of a Polymer Chain in the Presence of Fixed Obstacles," J. Chem. Phys., vol. 55, p. 572, 1971. |
[30] | Y. H. Kim and R. P. Wool, "A Theory of Healing at a Polymer-Polymer Interface," Macromolecules, vol. 16, pp. 1115-1120, 1983. |
[31] | M. P.Serdeczny, R. Comminal, D. B.Pedersen and J. Spangenberg, "Experimental validation of a numerical model for the strand shape in material extrusion additive manufacturing," Additive Manufacturing, vol. 24, pp. 145-153, 2018. |
[32] | V. E. Kuznetsov, A. N. Solonin, A. Tavitov, O. Urzhumtsev and A. Vakulik, "Increasing strength of FFF three-dimensional printed parts by influencing on temperaturerelated parameters of the process," Rapid Prototyping Journal, vol. 26, pp. 107-121, 2020. |
[33] | K. Coaseya, K. R. Hart, E. Wetzel, D. Edwards and M. E. Mackay, "Nonisothermal welding in fused filament fabrication," Additive Manufacturing, vol. 33, p. 101140, 2020. |
[34] | T. J. Coogan and D. O. Kazmer, "Prediction of interlayer strength in material extrusion additive manufacturing," Additive Manufacturing, vol. 35, p. 101368, 2020. |
[35] | A. A. D'Amico, A. Debaie and A. M. Peterson, "Effect of layer thickness on irreversible thermal expansion and interlayer strength in fused deposition modeling," Rapid Prototyping Journal, vol. 23, pp. 943-953, 2017. |
[36] | T.-M. Wang, J.-T. Xi and Y. Jin, "A model research for prototype warp deformation," Int. J. Adv. Manuf. Technol., vol. 33, pp. 1087-1096, 2007. |
[37] | A. Das, A. E. C. Marnot, J. J. Fallon, S. M. Martin, E. G. Joseph and M. J. Bortner, "Material Extrusion-Based Additive Manufacturing with Blends of Polypropylene and Hydrocarbon Resins," ACS Applied Polymer Materials, vol. 2, pp. 911-921, 2020. |
[38] | C. Casavola, A. Cazzato, D. Karalekas, V. Moramarco and G. Pappalettera, "The Effect of Chamber Temperature on Residual Stresses of FDM Parts," in Residual Stress, Thermomechanics & Infrared Imaging, Hybrid Techniques and Inverse Problems, Volume 7, Springer, 2018, pp. 87-92. |
[39] | C. Casavola, A. Cazzato, V. Moramarco and G. Pappalettera, "Residual stress measurement in Fused Deposition Modelling parts," Polymer Testing, vol. 58, pp. 249-255, 2017. |
[40] | A. Armillotta, M. Bellotti and M. Cavallaro, "Warpage of FDM parts: Experimental tests and analytic model," Robotics and Computer-Integrated Manufacturing, vol. 50, pp. 140-152, 2017. |
[41] | E. R. Fitzharris, N. Watanabe, D. W. Rosen and M. L. Shofner, "Effects of material properties on warpage in fused deposition modeling parts," Int. J. Adv. Manuf. Technol., vol. 95, pp. 2059-2070, 2018. |
[42] | C. E. Duty, C. Ajinjeru, V. Kishore, B. Compton, N. Hmeidat, X. Chen, P. Liu, A. A. Hassen, J. M. Lindahl and V. Kunc, "A VISCOELASTIC MODEL FOR EVALUATING EXTRUSION-BASED PRINT CONDITIONS," in Solid Freeform Fabrication Symposium, Austin, Texas, United States of America, 2017. |
[43] | C. Duty, C. Ajinjeru, V. Kishore, B. Compton, N. Hmeidat, X. Chen, P. Liu, A. A. Hassen, J. Lindahl and V. Kunc, "What makes a material printable? A viscoelastic model for extrusion-based 3D printing of polymers," Journal of Manufacturing Processes, vol. 35, pp. 526-537, 2018. |
[44] | X. Luo and Z. Pei, "Process of manufacturing a three-dimensional article". United States of America Patent 10,807,290, 20 October 2020. |
[45] | 高霞, 戚顺新, 苏允兰, 黎静 and 王笃金, "熔融沉积成型加工的结晶性聚合物结构与性能," 高分子学报, vol. 51, pp. 1214-1226, 2020. |
[46] | A. N. e. al., "Structure Development in Polymers during Fused Filament Fabrication (FFF): An in Situ Small- and Wide-Angle X‑ray Scattering Study Using Synchrotron Radiation," Macromolecules, vol. 52, pp. 9715-9723, 2019. |
[47] | Y. S. e. al., "Simultaneous in Situ X-ray Scattering and Infrared Imaging of Polymer Extrusion in Additive Manufacturing," ACS Appl. Polym. Mater., vol. 1, pp. 1559-1567, 2019. |
[48] | Y. S. e. al., "In Situ Time-Resolved X‑ray Scattering Study of Isotactic Polypropylene in Additive Manufacturing," ACS Appl. Mater. Interfaces, vol. 11, pp. 37112-37120, 2019. |
[49] | D. Vaes, M. Coppens, B. Goderis, W. Zoetelief and P. V. Puyvelde, "Assessment of Crystallinity Development during Fused Filament Fabrication through Fast Scanning Chip Calorimetry," Appl. Sci., vol. 9, p. 2676, 2019. |
[50] | E. R. Fitzharrisa, D. W. Rosen and M. L. Shofner, "Fast scanning calorimetry for semicrystalline polymers in fused deposition modeling," Polymer, vol. 166, pp. 196-205, 2019. |
[51] | L. J. Love, V. Kunc, O. Rios, C. E. Duty, A. M. Elliott, B. K. Post, R. J. Smith and C. A. Blue, "The importance of carbon fiber to polymer additive manufacturing," Journal of Materials Research, vol. 29, pp. 1893-1898, 2014. |
[52] | S. Gantenbein, K. Masania, W. Woigk, J. P. W. Sesseg, T. A. Tervoort and A. R. Studart, "Three-dimensional printing of hierarchical liquid-crystal-polymer structures," Nature, vol. 561, pp. 226-230, 2018. |
[53] | J. R. Davidson, G. A. Appuhamillage, C. M. Thompson, W. Voit and R. A. Smaldone, "Design Paradigm Utilizing Reversible Diels–Alder Reactions to Enhance the Mechanical Properties of 3D Printed Materials," ACS Appl. Mater. Interfaces, vol. 8, pp. 16961-16966, 2016. |
[54] | G. A. Appuhamillage, J. C. Reagan, S. Khorsandi, J. R. Davidson, W. Voit and R. A. Smaldone, "3D printed remendable polylactic acid blends with uniform mechanical strength enabled by a dynamic Diels–Alder reaction," Polymer Chemistry, vol. 8, pp. 2087-2092, 2017. |
[55] | K. R. Hart, R. M. Dunn and E. D. Wetzel, "Tough, Additively Manufactured Structures Fabricated with Dual-Thermoplastic Filaments," Advanced Engineering Materials, vol. 22, p. 1901184, 2020. |
[56] | C. E. Duty, V. Kunc, B. Compton, B. Post, D. Erdman, R. Smith, R. Lind, P. Lloyd and L. Love, "Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials," Rapid Prototyping Journal, vol. 23, pp. 181-189, 2017. |
[57] | B. G. Comptona, B. K. Post, C. E. Duty, L. Love and V. Kunc, "Thermal analysis of additive manufacturing of large-scale thermoplastic polymer composites," Additive Manufacturing, vol. 17, pp. 77-86, 2017. |
[58] | A. Roschli, A. Messing, M. Borish, B. K. Post and L. J. Love, "ORNL SLICER 2: A NOVEL APPROACH FOR ADDITIVE MANUFACTURING TOOL PATH PLANNING," in Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium – An Additive Manufacturing Conference, 2017. |
[59] | C. E. Duty, T. Drye and A. Franc, "Material Development for Tooling Applications Using Big Area Additive Manufacturing (BAAM)," OAK RIDGE NATIONAL LABORATORY, Oak Ridge, Tennessee, USA, 2015. |
[60] | A. N. Dickson, J. N. Barry, K. A. McDonnell and D. P. Dowling, "Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing," Additive Manufacturing, vol. 16, pp. 146-152, 2017. |
[61] | I. Ferreira, M. Machado, F. Alves and A. T. Marques, "A review on fibre reinforced composite printing via FFF," Rapid Prototyping Journal, vol. 25, pp. 972-988, 2019. |
[62] | "Polymaker develops two new engineering materials for Anisoprint’s CFC technology," [Online]. Available: https://polymaker.com/polymaker-develops-two-new-engineering-materials-for-anisoprints-cfc-technology/. [Accessed 19 July 2021]. |
[63] | J. Go and A. J. Hart, "Fast Desktop-Scale Extrusion Additive Manufacturing," Additive Manufacturing, vol. 18, pp. 276-284, 2017. |
[64] | BigRep GmbH, "WHAT IS MXT®? (METERING EXTRUDER TECHNOLOGY)," [Online]. Available: https://bigrep.com/posts/what-is-mxt/. [Accessed 19 July 2021]. |
[65] | S. Bayer and M. Aknin, "Reservoir-3D-printhead". Patent WO 2021/008761 A1, 18 July 2019. |
[66] | "What is IDEX technology?," BCN3D Technologies, Inc., [Online]. Available: https://www.bcn3d.com/technology/. [Accessed 19 July 2021]. |
[67] | C. Wang, X. Tan, S. Tor and C. Lim, "Machine learning in additive manufacturing: State-of-the-art and perspectives," Additive Manufacturing, vol. 36, p. 101538, 2020. |
[68] | L. MENG, B. MCWILLIAMS, W. JAROSINSKI, H.-Y. PARK, Y.-G. JUNG, J. LEE and J. ZHANG, "Machine Learning in Additive Manufacturing: A Review," JOM, vol. 72, pp. 2363-2377, 2020. |
---谷专栏---
谷专栏是3D科学谷内容板块:谷前沿、谷透视、谷研究、谷专栏这四大板块之一。谷专栏基于3D科学谷愿景:贡献于制造业附加值创造,贡献于人类可持续发展。其目的是通过携手科研机构、科学家、企业研发与应用团队,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果。

白皮书下载
下载资料,请申请3D科学谷QQ群-木星群:106477771
投稿或合作请加微信:daisylinzhu
或将稿件发送至:2509957133@qq.com
▲
更多关注请登陆www.3dsciencevalley.com
相关参考
吴靖江张聪吴正光景玉婷中国建筑第七工程局有限公司扬州大学建筑科学与工程学院摘要:通过车辙、单轴贯入、动态模量、动态蠕变试验,研究了Sup-13、Sup-20和Sup-25等3种级配在掺加玄武岩纤维和改变最大公称粒径前后,沥青...
时温等效应用(基于CEMA 计算方法的压陷滚动阻力系数 影响因素分析)
杨俊1宋冠霆2宋伟刚31北方重工集团有限公司沈阳1101412中煤科工集团沈阳设计研究院有限公司沈阳1100153东北大学机械工程与自动化学院沈阳110819摘要:带式输送机压陷滚动阻力的确定是带式输送机设计中的重要问题。对压陷滚动...
施乐2022怎么打印彩色(3D打印TPU材料市场高速增长,南极熊专访巴斯夫陈立博士)
...打印材料的龙头厂商之一,巴斯夫对于这一变化趋势有着怎样的感受和理解?巴斯夫的热塑性聚氨酯(TPU)材料在市场端的应用情况怎么样?2022年4月,南极熊专访了巴斯夫
特氟龙变速线怎么样(转:3D打印机远程挤出与近程挤出的优缺点)
...种类型:i3ultimakersMakerbotDelta但按照送料方式又可分为远程挤出和近程挤出两种类型的机器。远程挤出(BrodenExtruder)Broden这种类型的机器,一般挤出机和步进电机安装在机器外壳上,通过特氟龙管远程给喷头送料。比
特氟龙变速线怎么样(转:3D打印机远程挤出与近程挤出的优缺点)
...种类型:i3ultimakersMakerbotDelta但按照送料方式又可分为远程挤出和近程挤出两种类型的机器。远程挤出(BrodenExtruder)Broden这种类型的机器,一般挤出机和步进电机安装在机器外壳上,通过特氟龙管远程给喷头送料。比
3D打印机拉丝怎么办?拉丝这个是很常见的问题,它一般不会造成打印失败。除非你打印的是像长方体,圆柱这样的标准形状,否则就会在间隙部分出现断断续续的各种拉丝,严重影响作品外观。要想解决这个问题,需要知道是...
柔性树脂版定制(新材料定制3D打印液体树脂系统 满足终端应用的市场需求)
...打印的发展非常迅速,要及时找到满足新性能需求的高级材料,实属不易。针对这种情况,阿科玛(Arkema)面向3D打印市场,率先推出了光固化树脂和高性能热塑性聚合物解决方案。这套方案包括三个旗舰品牌:N3xtDimension®液体...
桌面级打印机(汇总:2022年最值得推荐的10款桌面碳纤维3D打印机)
导读:碳纤维复合材料具有优异的机械性能,能够取代传统金属材料等其他材料。碳纤维复合材料坚固、密度低强度高、热膨胀系数小,尤其是轻量化的优异性能,被广泛应用于航空航天、工业制造、汽车生产、高端医疗等领域...
无碳带标签打印机(汇总:2022年最值得推荐的10款桌面碳纤维3D打印机)
导读:碳纤维复合材料具有优异的机械性能,能够取代传统金属材料等其他材料。碳纤维复合材料坚固、密度低强度高、热膨胀系数小,尤其是轻量化的优异性能,被广泛应用于航空航天、工业制造、汽车生产、高端医疗等领域...
欧姆龙连接器(欧姆龙开关:欧姆龙微动开关在3D打印机上的应用)
...已经有使用这种技术打印而成的零部件。二、3D打印工作原理3D打印机与普通打印机工作原理基本相同,只是打印材料有些不同,普通打印机的打印材料是墨水和纸张,而3D打印机内装有金属、陶瓷、塑料、砂等不同的“打印