怎样磨铣刀刃磨得锋利(提高加工中心中使用铣刀抗磨损力的几个实用技巧)
Posted
篇首语:读一本好书,就是和许多高尚的人谈话。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎样磨铣刀刃磨得锋利(提高加工中心中使用铣刀抗磨损力的几个实用技巧)相关的知识,希望对你有一定的参考价值。
怎样磨铣刀刃磨得锋利(提高加工中心中使用铣刀抗磨损力的几个实用技巧)
铣刀产生的原因
造成铣刀磨损的原因比较复杂,但大体上或主要可以分成两类:
(1)机械磨损:由切屑与刀具前刀面、工件加工表面的弹性变形与刀具后刀面之间的剧烈摩擦而引起的磨损,称为机械磨损。
在切削温度不太高时,由这种摩擦引起的机械擦伤是刀具磨损的主要原因。
(2)热磨损:切削时,由于金属的剧烈塑性变形和摩擦所产生的切削热,使刀刃的硬度降低而失去切削性能所引起的磨损,称为热磨损。
除了上述两种磨损外,还有以下几种磨损:
高温高压下,刀具与工件材料间会出现粘结现象,并有一部分刀具材料被切屑带走,使刀具产生粘结磨损。
在更高的温度下,刀具材料中的某些元素(如钨、钴、钛等)将向工件材料内扩散,从而使刀具切削部分表层的化学成分改变,也降低了刀具强度和耐磨性,使刀具产生扩散磨损。
对于高速钢刀具,在较高的切削温度下,刀具表层的金相组织会发生变化,使硬度和耐磨性降低,将会出现相变磨损。铣刀的每个刀齿都是周期性的间断切削,刀齿由空程到进入切削,温度的变化幅度很大,可以说每次进入切削都受到一次热冲击。硬质合金刀具,在热冲击下,刀片内部会产生很大的应力,并引起开裂,造成刀具热裂磨损。由于铣刀是间断地进行切削,所以切削温度不像车削那样高,造成刀具磨损的主要原因一般是机械摩擦造成的机械磨损

判断刀具磨损的方法
1、首先加工中判断是否磨损,主要在切削过程中,听声音,突然加工途中刀具声音不是正常切削了,当然这个需要经验积累。
2、看加工,如果加工过程中,冒断续的无规则火星,说明刀具已经磨损,可根据刀具平均寿命及时换刀。
3、看铁屑颜色,铁屑颜色改变,说明加工温度已经改变,可能是刀具磨损。
4、看铁屑形状,铁屑两侧出现锯齿状,铁屑不正常卷曲,铁屑变得更细碎,明显不是正常切削出来的感觉,证明刀具已经磨损。
5、看工件表面,出现光亮痕迹,但粗糙度并和尺寸并没有大的变化,这其实也是刀具已经磨损。
6、听声音,加工震动加剧,刀具不快时候会产生异响。这时要留意避免“扎刀”,造成工件报废。
7、观察机床负载,如有明显增量变化,说明刀具可能已经磨损。
8、刀具切出时工件产生毛边严重,粗糙度下降,工件尺寸变化等等明显现象也是刀具磨损的判定标准。
总之一点,眼观、耳听、手摸,只要能总结出一点都可以判断出刀具是否磨损。

避免刀具磨损的方法
1、刃口磨损。
改进办法:提高进给量;降低切削速度;使用更耐磨的刀片材质;使用涂层刀片。
2、崩碎。
改进办法:使用韧性更好的材质;使用刃口强化的刀片;检查工艺系统的刚性;加大主偏角。
3、热变形。
改进办法:降低切削速度;减少进给;减少切深;使用更具热硬性的材质。
4、切深处破损。
改进办法:改变主偏角;刃口强化;更换刀片材质。
5、热裂纹。
改进办法:正确使用冷却液;降低切削速度;减少进给;使用涂层刀片。
6、积屑。
改进办法:提高切削速度;提高进给;使用涂层刀片或金属陶瓷刀片;使用冷却液;使刃口更锋利。
7、月牙洼磨损。
改进办法:降低切削速度;降低进给;使用涂层刀片或金属陶瓷刀片;使用冷却液。
8、断裂。
改进办法:使用韧性更好的材质或槽型;减少进给;减少切深;检查工艺系统的刚性。
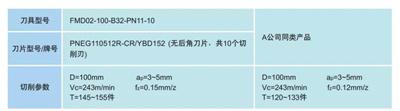
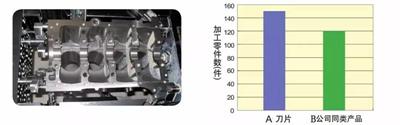
为此我们将两款铣刀进行了同一工件的对比,我们发现选择合理的铣刀、及时判断铣刀的磨损,不仅能有效提高加工效率,还能降低加工成本。
【加工案例数据分析】

相关参考
...成本,一般会要求操作员熟练磨刀,接下来就来谈谈数控铣刀的磨刀方法吧!第一步,也是最关键的找平面找平面时,可以用一块标准块做基准,刀具在砂轮上刃磨后,把刀具在标准块上比对以下,一定要把平面找平,这是刀具...
木工铣刀种类及用途图解(一组木工拼板指接铣刀加工及应用图集)
指接刀的角度主要有前角、后角、斜角。指接刀的角度是通过加工的木材的材质,指接的深度,以及设备的转速来确定的。木材的材质有很多种如桐木、松木、桦木、柞木等等,它们的软硬相差很大,因此影响指接刀的角度。...
...中小型工具,如铰刀、丝锥、麻花钻头、扩孔钻头、各种铣刀、铣刀头、插齿刀。以相应的附具配合,可以磨外圆、内圆和平面,还可以磨制样板、模具。采用金刚石砂轮可以刃磨各种硬质合金刀具。二、使用方法1、首先确定...
...中小型工具,如铰刀、丝锥、麻花钻头、扩孔钻头、各种铣刀、铣刀头、插齿刀。以相应的附具配合,可以磨外圆、内圆和平面,还可以磨制样板、模具。采用金刚石砂轮可以刃磨各种硬质合金刀具。二、使用方法1、首先确定...
整体合金铣刀(整体硬质合金球形铣刀设计及CNC刃磨技术参数)
一、球刀设计刀具外型及几何参数刀具外径6mm螺旋角35°刃长12mm刃数2刃心径3.6mm第一余隙(凹余隙)8°第二余隙(凹余隙)25°二、砂轮组装及修整1.组装:依照GUTS软件内的参数设定,选取适当的垫块来组装砂轮,依序组装成研磨刀具...
...具,在面铣加工中采用滚动切入法,以及在条件适合时用铣刀进行孔加工,制造商可以在无需投资购买新设备的情况下,大幅提高生产能力,提高加工效率而节省大量时间和成本。在选择适合加工任务的铣刀时,必须考虑被加工...
(1)按指接刀具的结构形式,可分为片铣刀和整体铣刀二种。片铣刀是一种厚度小的铣刀,其厚度等于指挥的齿距。使用时将各片铣刀迭起,用套筒和螺母或单独用螺母把铣刀紧固在一起。一组片铣刀的数量取决于加工件的宽度或...
数控铣床的磨刀技术(平底立铣刀刃磨教程,从理论到案例,十五年老铣工经验汇总)
立铣刀的分类1、平头铣刀进行精铣或粗铣,铣凹槽,去除大量毛坯,小面积水平平面或者轮廓精铣;2、球头铣刀进行曲面半精铣和精铣,小刀可以精铣陡峭面/直壁的小倒角;3、圆鼻铣刀进行曲面变化较小,狭小凹陷区域较少...
...选择铣刀时,对铣刀刀体与刀架都要留意:❶铣刀是数控加工中心上用,还是普通铣床上用。❷铣刀加工的材料及硬度。❸铣刀的规格,如:刃长、全长、刃径、柄径等。如果是数控加工中心上用的,那就应该选用整体硬质合金...
手工磨两刃立铣刀(老师傅的机加工经验总结,句句精华,条条重点)
...够牛X。2、机床保证,三轴机床做不了,用四轴、五轴、加工中心做不了,用磨床、慢丝……3、刀