怎样用胶水粘泡沫塑料不熔化(激光切割的基础知识,你必须掌握)
Posted
篇首语:时机未到,资格未够,请继续努力。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎样用胶水粘泡沫塑料不熔化(激光切割的基础知识,你必须掌握)相关的知识,希望对你有一定的参考价值。
怎样用胶水粘泡沫塑料不熔化(激光切割的基础知识,你必须掌握)
早在上世纪 70 年代,激光就被首次用于切割。在现代工业生产中,激光切割更被广泛应用于钣金、塑料、玻璃、陶瓷、半导体以及纺织品、木材和纸质等材料加工。
未来几年里,激光切割在精密加工和微加工领域的应用同样会获得实质的增长。
激光切割
当聚焦的激光束照到工件上时,照射区域会急剧升温以使材料熔化或者气化。一旦激光束穿透工件,切割过程就开始了:激光束沿着轮廓线移动,同时将材料熔化。通常会用一股喷射气流将熔融物从切口吹走,在切割部分和板架间留下一条窄缝,窄缝几乎与聚焦的激光束等宽。
火焰切割
火焰切割是切割低碳钢时采用的一种标准工艺,采用氧气作为切割气体。氧气加压到高达6bar 后吹进切口。在那里,被加热的金属与氧气发生反应:开始燃烧和氧化。化学反应释放大量的能量(达到激光能量的五倍)辅助激光束进行切割。
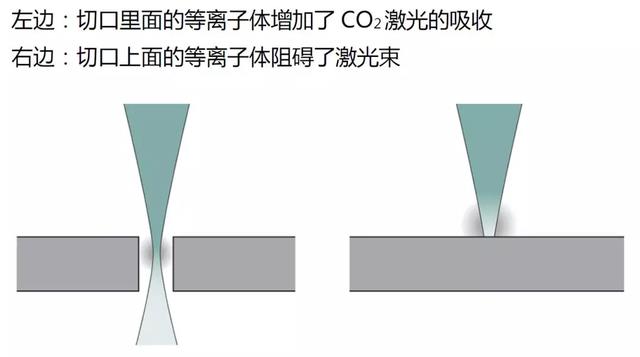
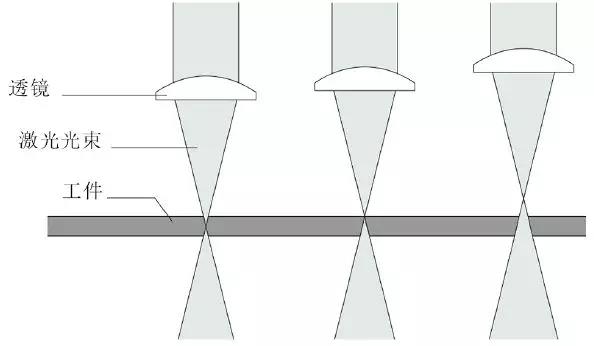
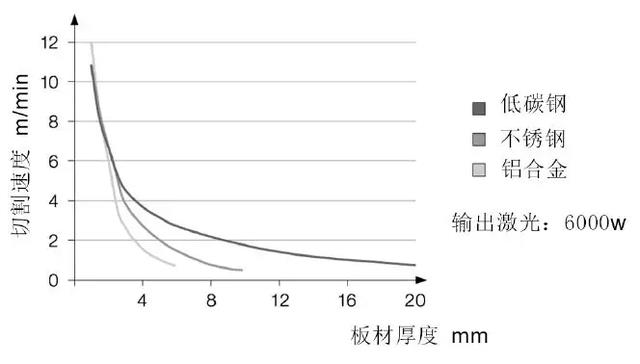
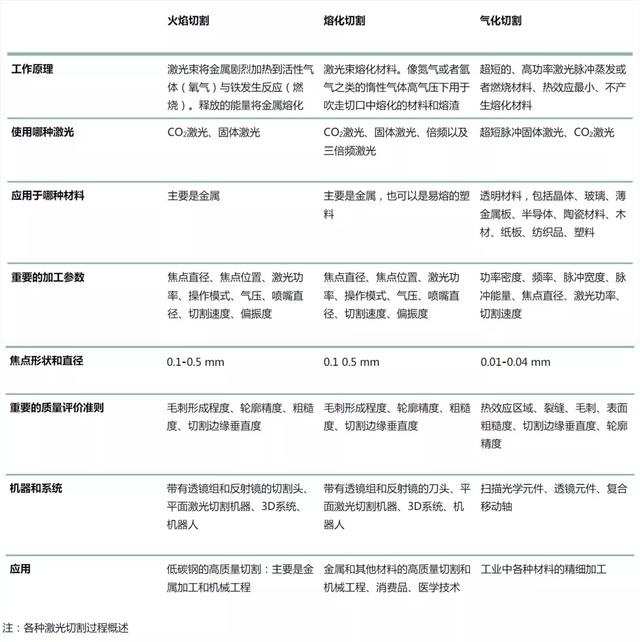
图1 激光束熔化工件,切割气吹走切口中的熔融材料和熔渣 熔化切割 熔化切割是切割金属时使用的另一种标准工艺。也可以用于切割其他可熔材料,例如陶瓷。 采用氮气或者氩气作为切割气,气压 2-20 bar 的气体吹过切口。氩气和氮气是惰性气体,这意味着它们不和切口中的熔化金属发生反应,仅仅将它们向底部吹走。同时,惰性气体可以保护切割边缘不被空气氧化。 压缩空气切割 压缩空气同样可以用来切割薄板。空气加压到 5-6 bar 就足以吹走切口中的熔融金属。由于空气中接近 80% 都是氮气,因此压缩空气切割基本上属于熔化切割。 等离子体辅助切割 如果参数选择恰当,等离子体辅助熔化切割切口中会出现等离子体云。等离子体云由电离的金属蒸气和电离的切割气组成。等离子体云吸收 CO2 激光的能量并转化进工件,使更多的能量耦合到工件,材料会更快熔化,从而使切割速度更快。因此,这种切割过程也叫高速等离子体切割。 等离子体云事实上相对于固体激光是透明的,因此等离子体辅助熔化切割只能使用 CO2激光。 图2 等离子体辅助切割 气化切割 气化切割将材料蒸发,尽可能减小了对周围材料的热效应影响。采用连续 CO2 激光加工蒸发低热量、高吸收的材料就可以达到上述效果,例如薄的塑料薄膜以及木材、纸、泡沫等不熔化的材料。 超短脉冲激光使这项技术可以应用于其他材料。金属中的自由电子吸收激光并剧烈升温。激光脉冲不与熔融的粒子和等离子体反应,材料直接升华,没有时间将能量以热量的形式传给周围材料。皮秒脉冲烧蚀材料时没有明显的热效应,没有熔化和毛刺形成。 图3 气化切割:激光使材料蒸发,燃烧。蒸气的压强使熔渣从切口排出 参数:调整加工过程 许多参数影响激光切割过程,其中一些取决于激光器和机床的技术性能,而另一些是变化的。 偏振度 偏振度表明多少百分比的激光被转换。典型的偏振度一般在 90% 左右。这对于高质量的切割已经足够了。 焦点直径 焦点直径影响切口宽度,可以通过改变聚焦镜的焦距改变焦点直径。更小的焦点直径意味着更窄的切口。 焦点位置 焦点位置决定了工件表面上的光束直径和功率密度以及切口的形状。 图4 焦点位置:工件内部,工件表面和工件上方 激光功率 激光功率应和加工类型、材料种类和厚度相匹配。功率必须足够高以至于工件上的功率密度超出加工阈值。 图5 更高的激光功率可以切割更厚的材料 工作模式 连续模式主要用于切割毫米到厘米尺寸的金属和塑料的标准轮廓。而为了熔化穿孔或者产生精密的轮廓,则采用低频的脉冲激光。 切割速度 激光功率和切割速度必须互相匹配。太快或者太慢的切割速度都会导致粗糙度的增加和毛刺的形成。 图6 切割速度随着板材厚度增加而降低 喷嘴直径 喷嘴的直径决定了从喷嘴中喷出的气体流量和气流形状。材料越厚,气体喷流的直径也要越大,相应地,喷嘴口的直径也要增大。 气体纯度和气压 氧气和氮气经常用作切割气体。气体的纯度和气压影响切割效果。 采用氧气火焰切割时,气体纯度需达到 99.95 %。钢板越厚,采用的气体气压越低。 采用氮气熔化切割时,气体纯度需要达到 99.995 %(理想情况是 99.999 %),熔化切割厚钢板时需要更高的气压。 技术参数表 在激光切割早期,使用者必须通过试运转自行决定加工参数的设置。现在,成熟的加工参数被存储在切割系统的控制装置中。对于每一种材料类型和厚度,都有对应的数据。技术参数表使得即使不熟悉这种技术的人也能顺利操作激光切割设备。 激光切割质量评价因素 有许多判定激光切割边缘质量的标准。像毛刺形式、凹陷、纹路等标准可以用肉眼判定;垂直度、粗糙度和切口宽度等则需要采用专用仪器来测量。材料沉积、腐蚀、热影响区域和变形也是衡量激光切割质量的重要因素。 图7 好的切割,坏的切割。评价切割边缘质量的标准 广阔的前景 激光切割的持续成功,是其他大多数加工难以企及的。这种趋势今天仍在继续。在未来,激光切割的应用前景也将越来越广阔。 相关参考 EVA泡沫胶水是用于EVA泡沫海绵与其它塑料、金属、木材等材质的粘合塑料胶水。以乙烯、乙酸乙烯(醋酸乙烯)酯为原料共聚的产物。主要用于EVA泡沫海绵之间的自粘,及与其它PVA、ABS、PS等塑料、金属、木材之间的粘接。2、环... EVA泡沫胶水是用于EVA泡沫海绵与其它塑料、金属、木材等材质的粘合塑料胶水。以乙烯、乙酸乙烯(醋酸乙烯)酯为原料共聚的产物。主要用于EVA泡沫海绵之间的自粘,及与其它PVA、ABS、PS等塑料、金属、木材之间的粘接。2、环... 手沾了胶水怎样才能洗掉(手被强力胶不小心粘住了怎么办?先别急,这几个小窍门轻松分开) 在日常生活中,我们经常会遇到一些需要用强力胶例如502胶水,406胶水的时候,但是由于强力胶水的流动性,许多人一不小心手指就会被强力胶水粘住。这个时候不要急,实际上我们不一定需要用刀片来将粘合的位置切分开。这... ...PC/PPS等塑料粘接,可选择亿尚翔家YS903聚丙烯pp塑料专用胶水,该胶水为单组分常温固化溶剂型粘合剂,耐高低温,不同粘稠度粘接15分钟快速定位24小时完全固化完毕。2、要求abs塑料互粘,或者与其它材料粘接,瞬间定位,可... 快干PP板胶水(强磁铁粘塑料PC,ABS,尼龙塑料用什么胶水) ...与塑料两种不同材质需要牢固的粘在一起需要用到合适的胶水,今天我们介绍两款胶水适用于磁铁与塑料粘接接:磁铁粘PC塑料AA808结构AB胶;特点:1.50ml包装管,可配合手动打胶器或自动点胶机2.固化时间短10-15分 有没有粘塑料的胶水(粘合强度比502胶水高100倍,油性胶水可手涂,适合多种材料修补) ...拆开要修补一下;花几百块钱购买的篮球鞋开胶了,使用胶水粘合一下,能用则用不浪费,毕竟手中的钱不是大风刮来的,能省点就省点吧。由于我平常喜欢运动,酷爱打篮球,运动鞋在我身上是损耗最多的。不是说鞋不结实,... 激光切割功率对切割质量的影响(激光切割的基础知识,你必须掌握) ...纪70年代,激光就被首次用于切割。在现代工业生产中,激光切割更被广泛应用于钣金,塑料、玻璃、陶瓷、半导体以及纺织品、木材和纸质等材料加工。未来几年里,激光切割在精密加工和微加工领域的应用同样会获得实质的... 激光切割功率对切割质量的影响(激光切割的基础知识,你必须掌握) ...纪70年代,激光就被首次用于切割。在现代工业生产中,激光切割更被广泛应用于钣金,塑料、玻璃、陶瓷、半导体以及纺织品、木材和纸质等材料加工。未来几年里,激光切割在精密加工和微加工领域的应用同样会获得实质的... 灯带用什么胶水粘在木材上(轻奢家居正流行,手把手教你染色木皮怎么用?) 我是小鸽,我为帮助家居企业实现互联网转型而生何为染色木皮?染色木皮是利用高科技加工技术,将天然木皮进行染色、缺陷处理后生成的美丽、精致一种新型材料,既有了天然木皮的纹理,又补全了天然木皮的部分缺陷。染... 灯带用什么胶水粘在木材上(轻奢家居正流行,手把手教你染色木皮怎么用?) 我是小鸽,我为帮助家居企业实现互联网转型而生何为染色木皮?染色木皮是利用高科技加工技术,将天然木皮进行染色、缺陷处理后生成的美丽、精致一种新型材料,既有了天然木皮的纹理,又补全了天然木皮的部分缺陷。染...