怎样去滚齿机齿轮毛刺(齿轮的倒棱技术知识,你懂多少?)
Posted
篇首语:水至清则无鱼,人至察则无徒。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎样去滚齿机齿轮毛刺(齿轮的倒棱技术知识,你懂多少?)相关的知识,希望对你有一定的参考价值。
怎样去滚齿机齿轮毛刺(齿轮的倒棱技术知识,你懂多少?)
随着汽车生产技术的发展和使用要求的提高,汽车齿轮正朝着高精度、高强度、高承载、低噪声、轻量化及长寿命方向发展,从而对齿轮的加工工艺提出了更高要求。对齿轮轮齿进行倒棱是控制齿轮噪声方面一个十分重要的工艺措施,已引起国内外齿轮加工制造行业普遍的关注和重视。
美国不论是通用汽车公司还是博格华纳、GE、BUCYRUS、AIIison Transmissions、TEREX、CAT等公司生产的齿轮,无论是闭式还是开式的齿轮传动,均对齿轮进行倒棱。虽然美国尚无统一的齿轮倒棱国家标准,但各个公司对齿轮倒棱有着相同的共识——齿轮必须倒棱,并且按各自公司的有关标准进行实施,国外对这一技术的应用十分重视,足以表明齿轮倒棱的重要性和必要性。
倒棱的实质和种类
倒棱实质上是小倒角,也就是在齿轮的齿形加工后所有裸露的尖角,再倒一个小倒角,为了与齿轮两端的大倒角(也即图1所示的齿端倒角)相区别,故称为倒棱。倒棱又分为以下两种:齿顶倒棱和齿廓倒棱,如图1所示。
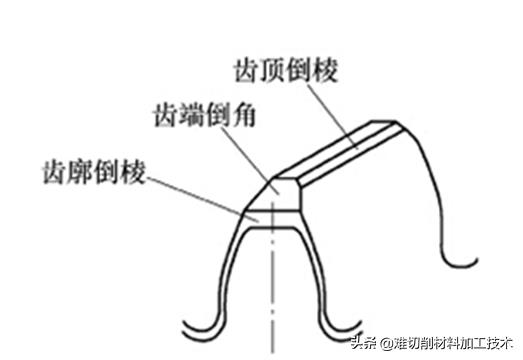
图1倒棱及倒角示意图
倒棱的作用
1.降低齿轮啮合时的噪声
倒棱是沿轮齿端面的倒角,防止由于小的磕碰造成齿面凸起而产生噪声和损伤啮合齿面的一项重要措施。
2.提高啮合精度,减少啮合冲击
一对齿轮在啮合的过程中,一开始进入啮合时,由于加工和轮齿的变形,极易引起啮合冲击,所以使振动增大。
3.减小扒齿,延长齿轮使用寿命
大、小齿轮在运转时,如果不采用齿顶倒棱,则往往会出现小齿轮的齿顶扒大齿轮的齿根。这是因为大小齿轮齿顶的外圆一般比齿根要硬,而且此处的滑动速度较大,再加上安装时调整不当,所以在运转后往往出现大小齿轮的齿顶互相扒对方轮齿的齿根,极易划出沟痕类似于胶合,有时将小齿轮的齿顶齿面也划出同样的沟痕,对齿轮的寿命产生严重的影响。
4.减少热处理时的应力集中
倒棱后消除齿顶及齿廓的尖角有以下好处:
(1)在齿轮的感应淬火中,中频尤其是高频加热在尖角处有产生过热的倾向。因此,齿轮轮齿必须在淬火前进行倒棱,以便在热处理过程中得到最佳的淬火效果。
(2)对硬齿面齿轮,渗碳前做适度的热前倒角(最好是圆角),在热处理渗碳过程中可避免防止轮齿尖角处氧化脱碳。
(3)减少淬火时的应力集中,以减少和消除热处理过程引起的淬火裂纹或开裂,这对于预防淬火开裂具有重要作用。
5.减小打齿的危险性
因为倒棱是沿整个齿形裸露部分的尖角进行,所以可避免疲劳的微裂纹源并减小应力集中,从而减小打齿的危险性。
6.有利于刮刀切入,有效避免打刀和刀刃崩缺
现代对重载硬齿面齿轮的加工不单纯依靠磨齿机磨齿来保证精度,国内外不少企业已成功开展以刮代磨的工艺,不论外齿还是内齿均以硬质合金刀具对硬齿面进行刮削。由于硬齿面倒棱之后,有利于刀具的切入,可有效地避免刀具打刀和崩刃。对于硬齿面开展以刮代磨的工艺,刮前对硬齿面进行倒棱,是十分重要和必须进行的一项工作。
7.外形美观、安全
轮齿倒棱后不仅外形美观,而且比较安全,在齿轮的装配与调试中不易划伤手。
倒棱的加工
1.齿端倒角及齿顶倒棱的加工
齿轮的轮齿倒角是保证齿轮使用质量不可忽视的重要工序,根据齿轮在箱体中的位置和作用,其齿端倒角加工要求也不同。
(1)齿端倒角的加工 齿端倒角如图1所示。齿轮两个端面上的大倒角通常在车制齿坯时,由车工直接车成。
(2)齿顶倒棱的加工 齿顶倒棱如图2所示。
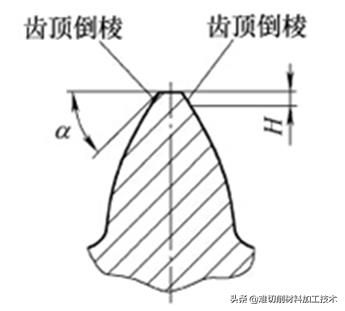
图2齿顶倒棱示意图
外啮合时齿顶倒棱的加工:在滚齿时用专用滚刀在滚齿机上直接加工而成。在滚刀设计和制造中,对滚刀的齿形进行修正,即国内刀具行业通称的修缘滚刀,也称之为专用滚刀。滚刀修缘如图3所示。
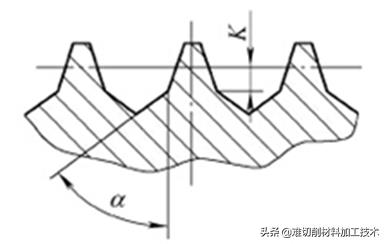
图3滚到修缘示意图
内啮合时齿顶倒棱的加工:在插齿时,用专用插齿刀在插齿机上直接加工而成。在插齿刀设计和制造中,对插齿刀齿形进行修正,即国内刀具行业通称的修缘插齿刀,也称之为专用插齿刀。插齿刀修缘如图4所示。

插齿刀修缘示意图
齿顶倒棱的大小与齿轮的模数有关,齿顶倒棱量H与齿轮外径公差和磨齿余量有关,图样要求的齿顶倒棱值是指成品尺寸。加工中应增大齿顶倒棱量,留足够的余量加工,以保证精加工后的齿顶倒棱符合成品尺寸的要求。
一般情况下齿顶倒棱成品值可按a=30°~45°、H=0.1~0.15m选取。
(3)齿廓倒棱的加工 与齿顶倒棱同理,图样上标注的齿廓倒棱也是成品尺寸,热前倒棱时应留够热后最终倒棱必需的余量。一般齿廓倒棱尺寸为0.3~0.8mm,根据不同的情况,采用不同的方法进行加工,通常有磨棱法和挤棱法。磨棱法用于热后淬硬的齿轮,通常用于汽车变速器齿轮加工;挤棱法用于大批量汽车上热前未淬硬齿轮,挤棱工艺的设备有意大利SAMPUTENSILI公司生产的SM2T•A(加工单片齿轮)和SML2SnT•A(加工多联齿轮)。挤棱法倒棱效率高,质量好,适用性广,是一种很有发展前途的工艺方法。
2.齿廓倒棱实例
(1)磨棱机磨棱 我公司对于TEREX 3311E、3307自卸车变速器内的中、小规格齿轮,热后安排在齿轮磨棱倒角机上磨棱。这种方法是高速旋转的薄片砂轮在重力作用下,沿着回转运动齿轮的齿廓磨出倒棱。砂轮架可以上下浮动,用来保持切削力(垂直向下的分力)恒定,从而得到均匀的倒棱。为了防止砂轮破碎,砂轮中增加了高强度纤维材料。
(2)人工磨棱 对于电动轮自卸车轮边减速器传动齿轮,由于齿轮尺寸较大,模数较大且齿数多,我公司齿廓的倒棱全部由人工倒棱。采用角磨机用磨头人工进行倒棱。
对于人工进行齿廓倒棱,要求从事倒棱的工人技术水平高,细心、有责任心;齿廓的倒棱必须均匀,倒棱表面尽可能由一完整的表面形成,不要形成多边形,倒棱的大、小、宽、窄应均匀一致,误差不能大于0.4mm,大模数取大值,小模数取小值;齿廓倒棱外形应美观、整齐、一致。
倒棱值的确定
倒棱值的大小与齿轮模数有关,并和齿轮承载的强度大小有关,模数越大以及承载的强度越高倒棱值也就越大,模数越小以及承载的强度越低倒棱值也就越小。
目前国内外对倒棱值的确定尚无统一标准,作为齿轮制造强国的美国和德国,也无倒棱的国家标准和行业标准,有的也只是各公司自行制定的倒棱标准及有关倒棱规定。现针对倒棱值的确定,分别推荐美国和丹麦史密斯公司的标准和规定,供同行工作中参考。
(1)美国《齿轮手册》第二版图表第4.41有关齿顶倒棱和齿廓倒棱及齿端倒角的推荐标准,见表1。

(2)丹麦史密斯公司在制造对称式减速器时,对倒棱值作了如下规定,如表2所示。

就美国齿轮而言,关于倒棱值的确定各个公司的标准也是不一样的,各个公司均按各自的规定进行倒棱,以美国BUCYRUS公司生产的齿轮为例:m=25.4mm(Dp=1)、z=14、α=30°,规定该齿轮齿廓倒棱为5mm×45°;该齿轮若按丹麦史密斯公司的标准,倒棱值仅为2.2mm×45°,该标准值偏小。所以根据制造国家的不同,结合齿轮具体使用情况的不同加以合理选用。在开发新产品时,在对进口的原厂件齿轮测绘中,对倒棱值的确定也可用游标卡尺,对齿轮实物进行测量而定。
齿顶倒棱与齿形修形的比较
1.齿形修形
在齿顶附近齿廓形状进行有意识地修缘,使齿廓形状偏离理论齿廓,这种形式的齿廓修形也就是常说的修缘。修缘是齿形修形的一种仅对齿廓、齿顶的一小部分进行的修形。修形的加工方式是在磨齿中,靠砂轮使齿廓形状偏离理论齿廓的方式进行修形。
2.齿顶倒棱
齿顶倒棱不属于修形的范畴,齿顶倒棱通常是在滚齿和插齿时,通过对刀具的齿形进行修正,直接在滚齿和插齿加工中在齿顶的两侧形成小的倒角,与齿形的修形无关,它与起始点切线间的夹角较大,小倒角一般取值α=30°~45°,齿顶倒棱的大小与齿轮的模数有关。
齿顶倒棱与齿形修形两者相同点,都是为了减小齿轮啮合的冲击。国外对于齿顶修形后,一般不再进行齿顶倒棱,主要原因是齿轮齿形修形后已完全可以实现齿顶倒棱相同的功能。
齿轮不倒棱的隐患
1.未作齿廓倒棱
齿轮在长期使用中,由于应力集中,易导致疲劳微裂纹发生,造成在齿端出现较为严重的崩齿现象,如果继续发展,可能会产生打齿的恶性事故。
2.未作齿顶倒棱
齿的顶部与渐开线交界的尖角处易出现飞边毛刺,在齿面上划出类似胶合的沟痕。在齿轮运转中,导致大、小齿轮的齿顶互相扒对方轮齿的齿根,在齿根部位划出胶合状的沟痕,对齿轮的使用寿命将带来直接影响。
结语
齿轮倒棱的优越性,在国内部分齿轮行业中没有引起人们足够的重视,错误地认为生产的齿轮只要能用就行了,即便图样上有倒棱技术要求,也因怕麻烦而未作倒棱。随着汽车生产技术的不断进步,对齿轮质量的要求也越来越高,齿轮倒棱是现代齿轮加工中一个十分重要的工艺措施,为了提高齿轮的质量和适应市场的需要,在今后的齿轮设计和加工制造中,对倒棱工艺必须重视起来并加以采用,逐步提高企业的市场竞争力。
相关参考
...床也是不一样的,那么有多少常用齿轮加工机床呢?1、滚齿机加工齿轮是用的比较多比较常见的,特点是速度快,加工精度可以达8级,可加工各种大模数齿轮。2、铣齿机设备成本低,齿轮加工精度不会太高。3、插齿机可以加...
...床也是不一样的,那么有多少常用齿轮加工机床呢?1、滚齿机加工齿轮是用的比较多比较常见的,特点是速度快,加工精度可以达8级,可加工各种大模数齿轮。2、铣齿机设备成本低,齿轮加工精度不会太高。3、插齿机可以加...
齿轮是机械制造行业主要的基础元件,通常采用滚齿机的滚切工艺制成。在滚切过程中要求有严格的工艺保证,必须控制好齿坯加工、夹具、刀具、机床调整及环境等各个环节。下面亿达渤润石化简单介绍下常见的齿轮类型和制...
锥形齿轮也称为伞齿轮,锥齿轮,用于相交轴间的传动,两轴间的夹角通常为90°,也可以小于90°。与柱形齿轮相比,锥齿轮能够改变传动方向,单级传动比可到6,最大到8。回顾齿轮传动技术的发展史,我国早在西汉时代(约一...
插齿机齿形不对中(压出来的齿轮和滚齿、插齿加工有什么区别?)
齿轮制造有滚齿,铣齿,插齿等等各种工艺,但还有一种齿轮是用金属粉末压出来的,也就是粉末冶金工艺。先来段视频看看有什么不同:Part.1粉末冶金工艺详解粉末冶金齿轮是各种汽车发动机中普遍使用的,虽然在大批量的情...
齿轮加工成形法定义:成形法又叫仿形法,指用与被切齿轮齿槽形状相符的成型刀具切出齿面,如铣齿、拉齿和成型磨齿等。以下的内容仕瑞达小编带大家认识齿轮加工成形法:优点加工设备简单、刀具成本低缺点1、加工齿廓...
插齿和滚齿和铣齿的区别(压出来的齿轮和滚齿、插齿加工有什么区别?)
齿轮制造有滚齿,铣齿,插齿等等各种工艺,但还有一种齿轮是用金属粉末压出来的,也就是粉末冶金工艺。先来段视频看看有什么不同:Part.1粉末冶金工艺详解粉末冶金齿轮是各种汽车发动机中普遍使用的,虽然在大批量的情...
...生产型齿轮应用、测试、分析领域的领袖。Genesis130H数控滚齿机Genesis130H数控滚齿机,最大加工直径φ130mm,最大模数
导读:本文介绍了渐开线齿轮的几种常见加工方式。1滚齿2插齿3齿条式刨削4用盘铣刀切齿5拉削滚齿渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面...
导读:本文介绍了渐开线齿轮的几种常见加工方式。1滚齿2插齿3齿条式刨削4用盘铣刀切齿5拉削滚齿渐开线齿轮通常通过滚齿制造。滚刀的切削刃是直线,滚刀的刀齿沿螺旋线分布在圆柱面上(类似于螺钉的螺纹)。滚刀的截面...