怎么调节超声波发生器(超声波发生器、变幅杆、焊头的匹配介绍)
Posted
篇首语:撒网要撒迎头网,开船要开顶风船。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎么调节超声波发生器(超声波发生器、变幅杆、焊头的匹配介绍)相关的知识,希望对你有一定的参考价值。
怎么调节超声波发生器(超声波发生器、变幅杆、焊头的匹配介绍)
一.超声波换能器原理与设计(超声波振动系统)匹配
摘要:就塑料焊接机的超声波换能器系统进行设计和计算,并用PRO- E 三维软件绘出三维模型,最后进行频率分析,为超声波换能系统提供了有用的设计方法。
关键词:超声波换能器,超声波振子,超音波振动子,超声波振动系统
当代社会,塑料的各种制品已渗透到人们日常生活的各个领域。传统的加工工艺,已不能适应现代塑料工业的发展需要。超声波塑料焊接机在焊接塑料制品时,既不要添加任何粘接剂、填料或溶剂,也不消耗大量热源,具有操作简便、焊接速度快、焊接强度高、生产效率高等优点。因此,超声波焊接技术越来越广泛地获得应用。超声换能系统通常包括超声波换能器和超声波变幅杆,是进行超声焊接加工的基础组件,而良好的超声换能器是保证超声焊接加工的前提条件。
超声波焊接换能器
1.超声换能器工作原理
超声换能器是将电能转化为机械振动并放大振幅的部件,主要包括超声换能器,超声波变幅杆和超声波焊头。超声波塑料焊接机上的超声换能器的工作原理,就是利用压电陶瓷材料的逆压电效应产生振动工作的。将一压电晶体置于外电场中,在电场的作用下,引起晶体内部正负电荷重心的移动,这一极化位移又导致晶体发生形变,这就叫做逆压电效应。
超声变幅杆是超声加工处理设备中超声振动系统的重要组成部分之一。在超声振动系统工作过程中,由于超声换能器辐射面所产生的振动幅度较小,当工作频率在20 kHz 范围内,超声换能器的辐射面的振幅只有数微米,而在超声焊接中所需要的振幅大约为数十至数百微米。所以必须借助变幅杆的作用,将机械振动质点的位移量和运动速度进行放大,并将超声能量聚集在较小的面积上,产生聚能作用。超声变幅杆还可以作为机械阻抗变换器,在换能器和负载之间架起桥梁,进行阻抗匹配,使超声能量更有效地从换能器向负载传输。
2 超声换能器系统的设计
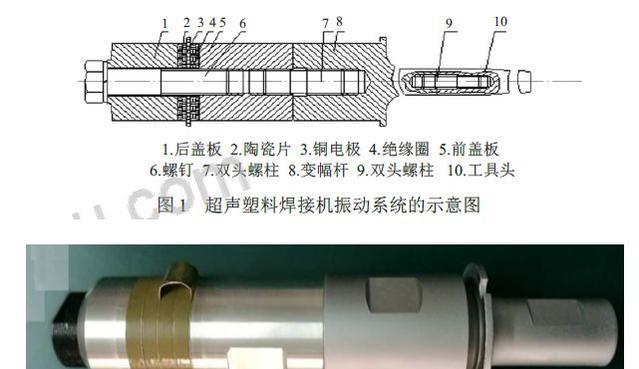
超声波塑料焊接机换能系统的设计,主要包括超声换能器、超声波变幅杆和焊头3 个部分,如图1 所示。超声换能器主要是由前、后盖板和夹在前后盖板中间的陶瓷晶堆组成,从图1可以看出,换能器的3 部分是由螺钉联接在一起的。超声波换能器和超声波变幅杆之间以及变幅杆与焊头之间,都是靠双头螺柱联接在一起的。超声塑料焊接机中把这样联接在一起的换能器、变幅杆和超声波焊头组成的系统,叫做振动系统。整个振动系统,是在变幅杆的变截面处通过法兰的嵌合作用固联在机架上的。
2.1超声波换能器的设计
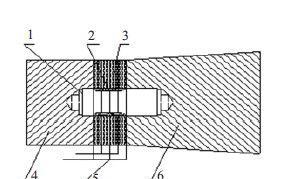
超音波塑料焊接机工作时,加工塑料工件需要的是高频率的纵向振动,使得工件的上下模上下高频振动熔化焊接层,得到焊接效果。因此选择换能器的种类,是纵向复合式换能器,结构简单,示意图如图2 所示。首尾两块是金属盖板;中间是压电陶瓷晶堆,一般是纵向极化的带圆孔片或圆管,也可以是径向极化的圆管;一根应力螺杆将这3 部分紧紧压牢。
1.高强度应力杆2.绝缘圈3.陶瓷片4.后盖板5.引线6.前盖板
设计压电陶瓷体,算得陶瓷片中超声波传播速度c = 2418 m/s,陶瓷片直径取D = 60 mm,陶瓷片数n = 2。计算前后盖板长度和直径,利用振动方程的通解条件,不难获得频率方程和前后振速比。前盖板的尺寸,总是等于对应频率上声波在该盖板中传播波长的1/4,因此取前盖板的长度为64 mm。选择软钢做后盖板,型号为45 号钢,为了使换能器中后盖板和陶瓷晶堆能有更好的联接弹性,可以在等效特性声阻抗的原理下把后盖板和陶瓷晶堆相连的一部分换成硬铝。取硬铝为做前盖板,型号为2A01,直径和陶瓷晶片相同。
且取前后盖板的形状为圆柱形,直径和陶瓷晶片相同。可以算出后盖板的总长度为48 mm。
2.2 超声波变幅杆的设计
根据超声波塑料焊接机的工作情况,选择变幅杆类型;按照振幅放大系数、波的功率和振幅大小的关系,得出变幅杆截面面积的大小,最后设计出变幅杆。
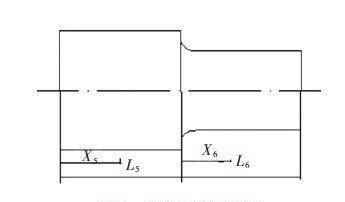
算出换能器输出端振幅A = 0.002 2 m,变幅杆输出端振幅取为0.02 mm,因此振幅放大系数为= 9.09 其中,ve变幅杆输出端振幅,vf为换能器输出端振幅。因此放大系数不会很大,选择阶梯型变幅杆,如图3 所示。选择硬铝作为制作变幅杆的材料,硬铝型号为2A01,算得变幅杆小端直径d6 = 20 mm。为了使变幅杆输出端得到最大的振幅和振速,取l5 = l6 = 64 mm,所以变幅杆长度L = l5 l6 =128 mm。
超声波变幅杆结构图
阶梯式超声波模具
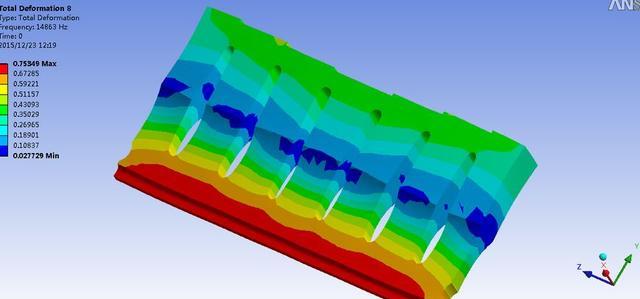
用PRO- E 软件对变幅杆的频率分析,首先根据变幅杆的尺寸用PRO- E 三维软件绘出变幅杆的三维模型。其次用频率分析工具对变幅杆作频率分析,输入最低频率值为20000 Hz,材料为2A01 以及材料的弹性模量为0.7×105 MPa, 为0.3。最后得出分析结果如图4 所示,变幅杆输出端振动频率为20544 Hz,和最初给出的频率值20 kHz 相差不大,因此可以符合设计的要求。
2.3 超声波焊接头的设计
超声波塑料焊接机工作时,工具头作用在工件上的力大概为30~50 N,因此作用力并不大,属于中等强度受力的工作情况,从而可以选择型号为2A01 的硬铝作为制造材料。要使工具头能正常工作,则工具头和变幅杆输出端相联的部分就要匹配。匹配指的是变幅杆输出端和工具头输入端之间的阻抗匹配。因此要求在谐振频率上在他们的接合面上,变幅杆的输出阻抗等于工具头的输入阻抗。根据前面涉及到的知识,两者阻抗相等只需要它们的横截面积相等。

超声波焊头图纸
用PRO- E 软件对超声波焊头头的频率分析,首先根据焊头头的尺寸用PRO- E 三维软件绘出工具头的三维模型。其次对工具头作频率分析,输入最低频率值为20 kHz,材料为2A01 以及材料的弹性模量为0.7×105 MPa,0.3。得出的频率分析图
可以看出,焊头头小端面部分也就是图中上部区域的共振频率为20021 Hz,与最初给出的超声波的频率20 kHz 相差不大,因此工具头的设计可以满足设计要求,工作时能够和换能器经过变幅杆传到焊头头输入端的振动产生共振。
超声波焊头频率分析
根据任意变截面的振动方程,在振子各部分的坐标和边界条件已知的情况下,解出振动方程的通解,最后围绕通解和超声波换能器各部分边界条件,得出频率方程、振速和应力分布方程,结合作为压电效应陶瓷材料的特性等一系列知识,设计出超声换能器。根据超声塑料焊接机的工作情况,选择变幅杆类型;按照振幅放大系数,波的功率和振幅大小的关系,得出变幅杆截面面积的大小;根据振速方程的通解和变幅杆的便捷条件,算出变幅杆各部分的应力和振速分布。根据频率方程和强度条件,设计出了超声塑料焊接机的焊头。
超声波换能器参数测试
通过一系列知识设计和计算,最后确定超声换能器、变幅杆和工具头的各部分尺寸,并通过PRO- E 软件对其进行频谱分析,验证其满足设计要求。从而完成了超声波塑料焊接机的振动系统设计,为超声振动系统提供了有用的设计步骤和方法。
二. 超声波换能器的选型:
超声波换能器是一种能量转换器件,它的功能是将输入的电功率转换成机械功率(即超声波)再传递出去,而它自身消耗掉很少的一部分功率(小于10%)。所以,使用超声波换能器最应考虑的问题就是与输入输出端的匹配,其次是机械安装和配合尺寸。市面上超声波机械种类繁多,客户必须提供准确可靠的指标,才能保证公司提供的超声波换能器产品能与贵公司的超声波机器良好匹配,发挥最佳性能。
超声波换能器,超声波振动子
超声波换能器、超声波振动子选型需要注意以下几个参数问题:
① 谐振频率: f, 单位: KHz
该频率是指用频率发生器,毫伏表等通过传输线路法测得的频率,或用阻抗特性分析仪等类似仪器测得的频率。一般通称小信号频率。与它相对的是上机频率,即客户将换能器通过电缆连到驱动电源上,通电后空载或有载时测得的实际工作频率。因客户的匹配电路各不相同,同样的换能器配不同的驱动电源表现出来的频率是不同的,这样的频率不能作为订货依据。
② 换能器电容量: CT ,单位:PF
即换能器自由电容,一般可用电容电桥在400Hz-1000Hz的频率下测得,也可用阻抗特性分析仪类似仪器。再简单点,用一般的便携式电容表测量也可满足要求。
③ 换能器工作方式
因加工方式和要求不同,换能器的工作方式大致可分为连续工作(花边机,CD套机,拉链机,金属焊接等)和脉冲式工作(如塑焊机),不同的工作方式对换能器的要求是不同的。一般而言,连续式工作几乎没有停顿时间,但工作电流不是很大,脉冲工作是间歇式的,有停顿,但瞬间电流很大。平均而言,两种状态的功率都很大的。
④ 换能器型式和最大功率
整机厂家可能对于不同用途和目的的机器的标称功率有不同的规定,换句话说,同样的换能器用在不同的机器上标称功率可能是不同的。为避免产生岐义,客户应详细说明换能器的结构型式,如柱型、倒喇叭型等,及压电陶瓷晶片的直径和片数。
⑤ 安装和配合尺寸
主要有超声波变幅杆材质,表面处理方式,形状。超声波换能器与超声波变幅杆连接螺纹,超声波变幅杆与超声波模具连接螺纹,超声波变幅杆法兰盘处直径、厚度、缺口或螺孔数量和位置。
相关参考
一、超声波焊接原理超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。一套超声波焊接系统的主要组件包括:超声波发生器/换能器/变幅杆/焊头三...
一、超声波焊接原理超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。一套超声波焊接系统的主要组件包括:超声波发生器/换能器/变幅杆/焊头三...
一、超声波焊接原理超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。一套超声波焊接系统的主要组件包括:超声波发生器/换能器/变幅杆/焊头三...
潍坊超音波模具(超声波焊头的知识你了解几个?珠海中山佛山灵科超声波告诉你)
要用到超声波焊接机,我们可以不用知道机器的深层技术,但要了解机器运作、应用范围、零部件等等,今天给大家分享一下超声波塑焊机的零部件之一——超声波焊头。1、什么是超声波焊头超声波焊头是超声波焊接设备中不...
潍坊超音波模具(超声波焊头的知识你了解几个?珠海中山佛山灵科超声波告诉你)
要用到超声波焊接机,我们可以不用知道机器的深层技术,但要了解机器运作、应用范围、零部件等等,今天给大家分享一下超声波塑焊机的零部件之一——超声波焊头。1、什么是超声波焊头超声波焊头是超声波焊接设备中不...
超声波焊接机机械部分采用使用手动上下升降,经济实用,方便快捷焊接定位采用限位螺丝,方便调节,成本低。超声波焊接机特点:1.IC精密控制电路,自动过载保护系统;2.采用数字码精控开关,1/100准确设定;3.四点式平衡...
「链接」超声波塑料焊接机是使用超声能量将两个塑料制品熔化后,通过一个特别设计的高强度焊头,瞬间将它们融合成一体,完成焊接。其优点在于:快速、节能,易于实现自动化;可焊接不同材质的两种塑料;坚固耐用,不...
「链接」超声波塑料焊接机是使用超声能量将两个塑料制品熔化后,通过一个特别设计的高强度焊头,瞬间将它们融合成一体,完成焊接。其优点在于:快速、节能,易于实现自动化;可焊接不同材质的两种塑料;坚固耐用,不...
「链接」江苏超声波金属焊接机:1、产品用途:用于各种五金工具、刀具及机械零件的精密加工。适用于塑料件(尼龙、电木等)、陶瓷制品和玻璃钢件的熔接与铆合;也可用作电子元件引线框架或缘板等的粘结剂。2、技术特...
焊头故障分析及排除方法手持式超声波塑料熔接机是使用最广泛的焊接设备,在各行各业都有应用.由于该设备操作简单方便且效率高、速度快,因此深受广大客户的喜爱。但是手持式超声波塑料熔接机在使用过程中难免会出现...