怎么看鼠标主控(主控台操作与注意事项)
Posted
篇首语:沉舟侧畔千帆进,病树前头万木春。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎么看鼠标主控(主控台操作与注意事项)相关的知识,希望对你有一定的参考价值。
怎么看鼠标主控(主控台操作与注意事项)
一、速度调节及活套调节
(1)速度调节:
以精轧机为基准机架从1#轧机开始全线轧机为逆调:夹送辊、吐丝机与精轧机之间为顺调,以精轧机的速度为基准。当精轧变速时,夹送辊、吐线机必须同步按比例调速。级联逆调设有快速、慢速二种变速方式,调整量分别为:慢速=额定值0.25%/s,快速=额定值1%/s。
——单动单调:设备单独启车,调整至设定转速,必要时进行单独微调,不影响其它轧线设备转速。
――联动单调:在线联调模式下,对设备转速进行单独调整。
――联动单调:在线联调模式下,可以以任意机架为基准,对该轧机及其上游设备进行级联调节。
①在功能键盘上选择调整方式键(单调或联调)。
②选择调速键(快升、快降、慢升、慢降四选一)
③选择所需变速机架的地址键,对照速度显示画面,即可按所需进行调节。
(2)活套调节:
活套调节方式为全线级联逆调,按比例积分方式进行调节。
正常轧钢过程中,活套的调节是由活套扫描器自动进行的,通过分别改变对应各机架的速度来达到符合设定套高的目的。
(1)活套的成套过程
活套扫描器检测到轧件头部并达到设定延时时间,推套器推出,同时活套扫描器投入使用,上游机架级联升速。
(2)收套过程
前一个活套扫描器检测到轧件尾部,推套器收回、活套扫描器退出调节,活套退出同时上游机架级联降速。
(3)活套的调节方法
①1#立活套设置为150~250mm的范围内。(该设备已拆除)
②预精轧立套量一般设置为100-200mm,可由操作工根据情况进行适当调整,正常情况下,由3#、4#、5#扫描器来分别控制各架预精轧机的速度以保证活套量。异常时可由操作工分别调节预精轧的给定速度来保证立套量。
③水平套量设为340-450mm,可由操作工根据情况进行适当调整,正常情况下,由扫描器来控制预精轧机的速度以保证活套量。
二、停机操作与注意事项
(1)接到调度停机指令后,联系加热炉出钢室,留空位,烧小料。
(2)将自动出钢停止,单个按钮转换到单组,各组选择任意一架,将中粗轧水压报警关闭。
(3)当最后一支钢尾部到6#进口,1#飞剪单切留小料,粗轧无钢按下粗轧停止按钮。尾部过2#飞剪,中轧无钢按下中轧停止按钮。尾部过3#飞剪,预精轧无钢按下预精轧停止按钮。吐丝机吐完丝后,按下精轧机停止按钮。
(4)响警报通知岗位已经停机,将所用活套起套飞剪分闸,2#3#卡断剪试动(卡断剪注意事项:精轧机预精轧急停拍下后卡断剪关闭,台面是不能打开的,当急停拍下观察卡断情况,现场关闭为正常,台面卡断剪按钮灯是不同步的,按下卡断剪按钮将其同步,发现异常及时通知调度)。
(5)将停机时间原因记录清楚,并报告生产部。
三、开机启动操作与注意事项
(1)接到调度启动指令,先鸣笛警示,严格执行操作牌制度,无牌严禁打模拟或其它操作,确认轧机前后左右无人员检修,各操作台急停已经复位,查看油压水压已经符合工艺要求(水压油压低于0.35Mpa报警低于0.3跳闸),操作台台面系统集中指示灯与电脑故障显示界面无故障显示(碎断剪除外),通知电工将立棍提升电机分闸(没分闸不影响启动),所有启车条件就绪。
(2)将所用飞剪合闸(需要过小料1#飞剪不合闸),对所用活套飞剪在过钢前,必须试动,然后将所有活套都落套,所有卡断剪都有处于打开,发现异常情况时通知维修电工,以免事故的扩大化,并报当班调度处理。
(3)联系调度确认无异常,广播鸣笛后方可实行开车,精轧机高压合闸后,将单个单组开关转换到单组(需要单独启动的选择单个开关),在每组中选择任意一架并合闸启动,启动后应认真检查电流、转速、声音是否与前次相似,如发现异常应立即停止,然后请示当班调度。
(4)某架合闸启动失败故障灯亮,查看报警记录与故障显示界面,与调度及主电室电工联系说明原因,接到通知后按下故障复位消音按钮,方可再次合闸启动。
(5)开车后等速度达到给定速度时,查看电机速度与电流反馈是否正常,发现有没有电流转速的某架轧机,要及时与调度或岗位工联系,查看本地操作台是否将检修急停复位。
(6)在所有轧机都确认已正常启动,与调度联系,等待调度通知过钢,方可按动要钢信号通知过钢(需要过小料的话过完后按下要钢按钮,小料过完后观察活套是否都已经落下,所用飞剪是否都已经合闸)。
(7)第一支钢吐丝后,调度通知正常过钢,按下要钢信号要出第二支钢,等第二支钢头部到7#进口要第三支,出钢正常后调为自动出钢。
(8)开机时间记录清楚,并报告生产部。
四、发生以下情况时应立即停止所有运转设备并请示上级领导
A.人生安全受到严重危害时
B.发生损害设备和危机人身安全事故时
C.当发生控制失灵时,应立即通知主电室停机,并通知检修人员,可以立即停机,并记录事情的详细经过和现象,以便于事故分析和判断。
五、常见堆钢是的处理方法的
(1)当预精轧发生堆钢时,首先确认无误时,将2#飞剪碎断按钮拍下,防止有更多的钢进入预精轧内,同时将自动过钢按钮关闭避免加热炉出钢,粗轧岗位工将1#卡断剪关闭(当粗扎第一架咬钢时要等第二架轧机咬钢后将1#卡断剑卡下)。碎断完成后,要将3个飞剪看情况分闸,预精轧机时停车,注意岗位工处理堆钢情况。
(2)当精轧机发生堆钢时,3#卡断剪自动卡断,将2#飞剪碎断按钮拍下,同时将自动过钢按钮关闭避免加热炉出钢,粗轧岗位工将1#卡断剪关闭(当粗扎第一架咬钢时要等第二架轧机咬钢后将1#卡断剪卡下)。碎断完成后,要将3个飞剪分闸,其它机组要及时联系调度是否停车,注意岗位工处理堆钢情况。
(3)粗轧发生堆钢时首先将1#碎断剪启动,关闭自动出钢,如果粗轧堆钢,在不损坏设备的情况下需要将钢堆出轧机外,不要将轧机停止防止轧机压钢,如果发生设备损坏,要及时停车,将轧机打到正反爬配合岗位工操作;将轧机压钢处,通过正反爬将废钢拉出轧机。
(4)中轧发生堆钢首先将1#飞剪碎断拍下,关闭自动出钢,粗轧岗位工将1#卡断剪关闭,当中轧所有轧机无钢后将中轧停止,碎断完成后,要将3个飞剪分闸,其它机组要及时联系调度是否停车,注意岗位工处理堆钢情况。
(5)集卷散冷辊道堆钢时(散冷辊道会及时按下,停钢铃为长响或碎钢铃短时间简断响),要及时通知加热炉停钢,如果散冷辊道堆钢严重,要将轧线的钢碎断,防止散冷辊道停止把钢堆进吐丝机出口处。
(6)2#飞剪后跑槽进口弯头堆钢,发现早的话观察跑槽情况,跑槽内无障碍物直接按下2#飞剪单切,当发现晚的话,直接拍下2#飞剪碎断,观察跑槽没有障碍物,将碎断停止,观察钢是否进跑槽,直接进跑槽最好,没进去也不要慌,直接按下2#飞剪单切,钢进入13#事故消除(1#飞剪放钢基本相同)。
六、轧制参数表下载
(1)所有停机后打开轧制参数表画面,鼠标点击打开,最后一次保存的数据,鼠标点击优化为现在转速。(注意工作精轧机轧制速度是优化不出来的,发现与当前轧制速度不同需要手动输入或优化后单击计算线速。工作辊径速比也是优化不出来的)
(2)优化后打开修改轧制参数画面,查看工作辊径与当前值是否相同,以当前值数据为准,不一样的要改成一样的,数据确认后,打开轧制参数表画面,查看速比要符合工艺要求(速比自己要抄写保存一份,减速比出错会影响计算结果),单击保存,(如果没有出现,按下键盘上的alt+tab组合键切换出来),文件名输入例如:2017.3.21修改前保存,然后单击对话框中的保存。
(3)拿计算器算计算换辊后的电机转速(换辊后的电机转速=换辊前辊径÷换辊后辊径×换辊前电机转速),将原来转速和计算后的转速记录清楚,然后用鼠标在轧制参数表画面单击需要更改的机架工作辊径,修改更换后的工作辊径,按下键盘上的enter按键确认,鼠标单击计算转速,检查转速是否和计算器算的转速基本相同,只要工作辊径没有输入错误以电脑数据为准。
(4)打开修改轧制参数画面,检查电机转速是否和转速当前值相同(修改过的当然不能相同),检查无误后,返回轧制参数表界面,鼠标点击保存出现另存为对话框,文件名输入例如:2017.3.21修改1#7#后,然后单击对话框中的保存。
(5)在操作台台面找的程序锁按钮按下打开程序锁,轧制参数表画面才会出现下载按钮(注意所有机架必须停止电机没有转速才会出现下载按钮),鼠标单击下载按钮,出现提示“该动作会清除plc系统中的已有数据你确定要下载新的数据吗?”单击确定会出现正在下载数据进度条走完后,单击确定出现提示“该动作会清除plc系统中的已有数据你确定要下载新的数据吗?”这次单击取消。
(6)在操作台面按下程序锁按钮关闭程序锁,在操作台找的清零1清零2两个按钮,同时按下清除原有数据(如果不清零主控画面中设定转速与实际转速不相同,与我们抄写的停机前转速和上次下载的转速出现平均数)。
(7)电脑主控画面设定速度与实际设定相同才能算是下载完成,拿出我们抄写停机前转速与实际设定转速对比,除更换过机架其余转速要相等。
七、注意事项
(1)出现堆钢或者任何停机停钢,一定要用第一时间通知调度,及时拍下飞剪碎断(发生堆钢要快速判断不要用错飞剪),将自动过钢停止,钢坯如果刚刚出炉,要等钢坯尾部过去1#热键后将出炉辊道停止,如果堆钢不影响留小料尽量留免得整支钢都被浪费,将停机时间原因炉号出炉根数记录清楚,并报告生产部。
(2)开机前试动活套要注意模拟过钢,活套在起套状态是不会落下的,2#3#卡断剪精轧机预精轧拍下急停卡下,需要手动打开,不确定是否打开要及时联系调度到现场试动,开机按下合闸按钮后电机合闸,单个合不上选择单组,如果合闸报警或一组里面有某架没有合上也没报警要和调度联系,按下启动按钮后电机没有转速,单个启动不了选择单组,仍然没有转速,联系调度或和该岗位联系解除检修急停。
(3)正常过钢中,发生重故障,必须经过电工或调度同意后再按下故障复位音响解除。油压瞬间底报警,要等钢头吐丝后在按下故障复位。加热炉出现出钢误时,一定要注意下一支钢的钢距,最好发现后将自动过钢关闭,等钢头到7#进口手动要钢,随后再自动出钢。
(4)出六米组合要注意出炉根数,前半支六米钢坯自动出钢要出后,将自动出钢关闭,等前半支六米尾部进入1#或看1#电流无钢后按下要钢按钮,等后半支六米尾快完全进入或者进入1#后按下要钢信号,前半支一支六米吐丝后通知集卷站(电话:5781676),等整支12米坯钢头到7架进口按下要钢按钮,钢出来后打开自动出钢。
(5)换辊换槽后要注意在换辊换槽机架上游机架间预加一些张力,以吸收轧制中轧件突然打滑产生的堆钢量和由于滚缝调整设定不当造成的秒体积增量,所以要将换辊换槽机架上游机架减速5-10转,钢通过后减速的机架调回。
(6)活套的选择和使用要注意,拉开钢距,主控画面切换到机架选择画面关闭程序锁,活套落下后再把活套甩掉,将需要甩的活套对勾去掉,打开程序锁。
(7)允许本地操作注意,精轧机本地操作爬行轧机需要关闭程序锁,主控画面切换到连锁选择画面,将保护罩、拉线开关1拉线开关2、水压连锁去掉,打开程序锁,远程本地指示灯闪烁后按下允许精轧机本地操作(没有合闸要单个将精轧机闸合上),精轧机爬行结束后,台面报警按下故障复位音响解除,关闭程序锁,将保护罩、拉线开关1拉线开关2、水压连锁选上,程序锁打开。其它机架本地操作,只要远程本地按钮闪烁,把该按钮按下使该按钮常亮,需要反爬机架合闸着就可以操作了。
(8)调试机架注意,例如精轧机调试,将台面调试生产按开关到调试,联动单动按开关到单动,单调联调开关调到单调,单个单组开关调到单个,选择精轧机,按下合闸启动(如果合不上闸,在主控画面中操作画面找的精轧机下面打上对勾合闸,操作完成后要将操作画面中的精轧机的对勾去掉分闸),升精轧机速度(零转启动的),调试完成后直接按下停止,把台面调试生产按开关到生产,联动单动按开关到联动,单调联调开关调到联调,单个单组开关调到单组。
(9)遇到紧急还辊时,工艺员没有给出辊径的操作,需要到现场找到轧辊上的原始辊径一般都有标注,计算出工作辊径,公式:工作辊径=原始辊径+辊缝—轧件面积÷轧件宽度,给了节约时间我们直接将;辊缝=轧件面积÷轧件宽度;算出中间差值得出结果四舍五入保留小数点后两位。
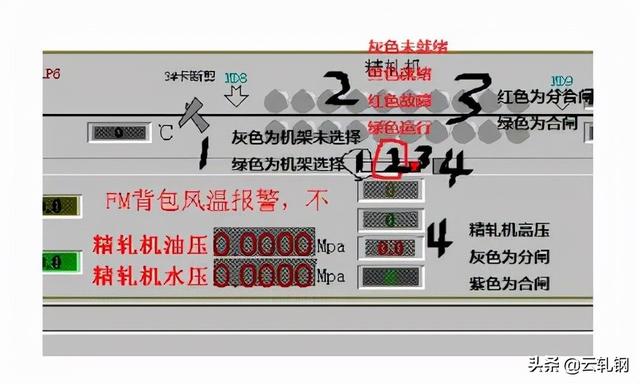
(10)主控画面中红色为故障,黄色为就绪,灰色为未就绪,精轧机后的紫色方块为高压已经合闸,灰色为高压没有合闸,数据都为零没有联网(如下图为没有联网),没有转速就是没有启动。
更多精彩内容,尽在【云轧钢】公众号。
相关参考
现代主控阀总成(朗科发布纯国产化SSD硬盘:长江存储颗粒 + 联芸主控)
朗科发布纯国产化SSD硬盘:长江存储颗粒+联芸主控根据Netac朗科科技的消息,朗科纯国产化SSD产品—“朗系列”正式面世,官方称从主控芯片、闪存颗粒到生产制造所有的环节均由中国企业完成,实现存储技术全自主化。据介绍...
现代主控阀总成(朗科发布纯国产化SSD硬盘:长江存储颗粒 + 联芸主控)
朗科发布纯国产化SSD硬盘:长江存储颗粒+联芸主控根据Netac朗科科技的消息,朗科纯国产化SSD产品—“朗系列”正式面世,官方称从主控芯片、闪存颗粒到生产制造所有的环节均由中国企业完成,实现存储技术全自主化。据介绍...
...使在恶劣的管道条件下也能正常工作。它由三部分组成:主控器、操纵线缆架、带摄像镜头的“机器人"爬行器。操作员通过主控器控制“爬行器”在管道内前进速度和方向,并控制摄像头将管道内部的视频图像录制下来,通...
...路关系图如下。可以看到,其主要是由操作显示电路板、主控电路板、变频电路板、传感器、加热器、风扇电动机、电磁阀、门开关、照明灯、变频压缩机等构成。电冰箱通电后,交流220V经电源电路输出直流电压,为电冰箱的...
...路关系图如下。可以看到,其主要是由操作显示电路板、主控电路板、变频电路板、传感器、加热器、风扇电动机、电磁阀、门开关、照明灯、变频压缩机等构成。电冰箱通电后,交流220V经电源电路输出直流电压,为电冰箱的...
1.路基:主控项目为压实度和弯沉值(0.01mm);一般项目有路床纵断高程、中线偏位、平整度、宽度、横坡及路堤边坡等要求。压实度检测方法:细粒土:环刀法粗粒土:灌水法或灌砂法真题【2018Ⅰ(一)】管道验收合格后转入...
1.路基:主控项目为压实度和弯沉值(0.01mm);一般项目有路床纵断高程、中线偏位、平整度、宽度、横坡及路堤边坡等要求。压实度检测方法:细粒土:环刀法粗粒土:灌水法或灌砂法真题【2018Ⅰ(一)】管道验收合格后转入...
爱琦行车记录仪厂商(行车记录仪十大主控芯片及其50家终端品牌厂商代表产品和方案汇总)
已保存行车记录仪一般由以下六大部件组成:1、主控芯片主控芯片相当于电脑的CPU,他负责数据图像的采集和数据的压缩,是记录仪最核心的部件。目前行车记录仪图像处理解决方案的供应商主要有安霸(Ambarella)、卓然(Zoran)、联...
爱琦行车记录仪厂商(行车记录仪十大主控芯片及其50家终端品牌厂商代表产品和方案汇总)
已保存行车记录仪一般由以下六大部件组成:1、主控芯片主控芯片相当于电脑的CPU,他负责数据图像的采集和数据的压缩,是记录仪最核心的部件。目前行车记录仪图像处理解决方案的供应商主要有安霸(Ambarella)、卓然(Zoran)、联...
混凝土工程主控项目的检验包括(现浇结构分项工程(结构施工)检验批验收什么内容)
主控项目1、现浇结构的外观质量不应有严重缺陷。主要表现为露筋、孔洞、蜂窝、夹渣、疏松、裂缝、结合部位缝隙、外形缺陷、外表缺陷等,应编制有专项处理方案,存在缺陷后及时通知监理建设单位确认缺陷情况,并按相...