怎么看是氩弧焊还是气保焊(电焊的种类及发展史简介)
Posted
篇首语:人如果没有知识,无异于行尸走肉。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎么看是氩弧焊还是气保焊(电焊的种类及发展史简介)相关的知识,希望对你有一定的参考价值。
怎么看是氩弧焊还是气保焊(电焊的种类及发展史简介)
什么是电焊?
电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机
电焊的发展
电焊是在19世纪末随着电力工业的发展而发展起来的。
1885年俄国H.H.别纳尔多斯发现了碳极电弧。
1887年美国E.汤姆森(Elihu Thomson)发明了用于薄板焊接的电阻焊。
20世纪初,手弧焊已进入实用阶段。20年代美国制成了自动电弧焊机。
1930年美国发明了埋弧焊。
40年代和50年代初,钨极和熔化极惰性气体保护焊,以及二氧化碳气体保护焊相继在美国和苏联问世,促进了气体保护电弧焊的应用和发展。
1951年苏联发明了电渣焊,成为大厚度焊件的高效焊接方法。
50年代中,超声波焊、摩擦焊和扩散焊又相继在美国和苏联问世。50年代末和60年代中出现的等离子弧焊、电子束焊和激光焊标志着高功率密度熔焊的发展,使得许多难以用其他方法焊接的材料和结构得以焊接。
一;电阻焊。
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。
电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
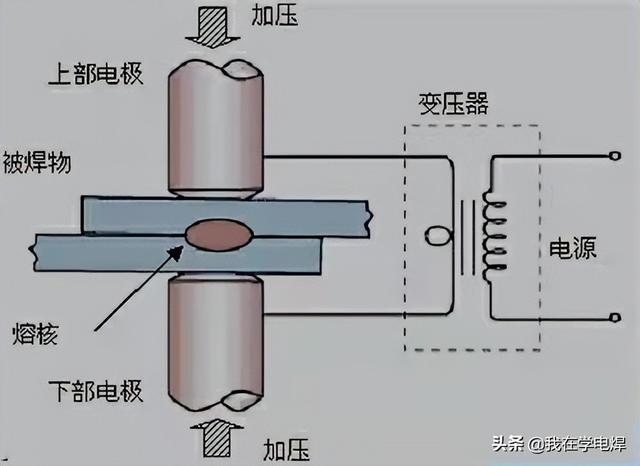
1.点焊
点焊(Spot Welding)是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接

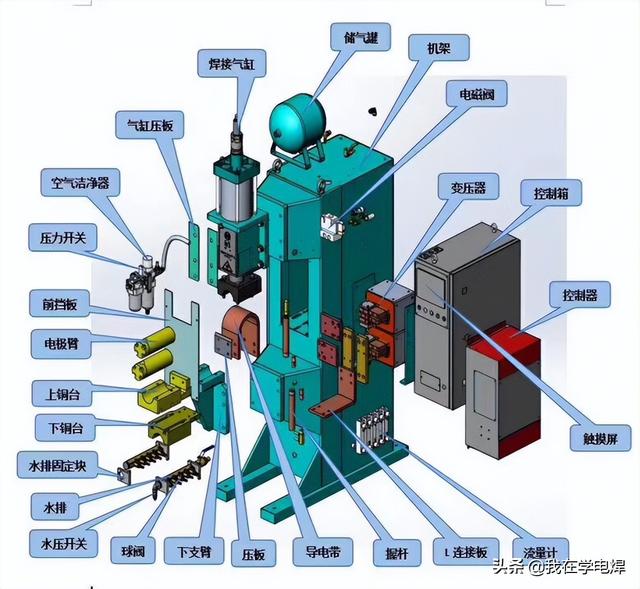
汽车电阻点焊枪
电焊机的应用非常广泛,如航空航天、电子、汽车、家用电器等。
点焊机的种类也非常的多,根据应用不同,有不同种类的点焊机。

焊接铜和铜线的点焊机
点焊机由于种类很多,不一一列举。
2.缝焊
缝焊是指焊件装配成搭接或对接接头并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法

环缝焊机
应用于油桶、罐头罐、暖气片、飞机和汽车油箱,以及喷气发动机、火箭、导弹中密封容器的薄板焊接。
3.凸焊
凸焊是在一工件的贴合面上预先加工出一个或多个凸点,使其与另一工件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法
凸焊主要用于焊接低碳钢和低合金钢的冲压件,板件凸焊最适宜的厚度为0.5~4mm小于0.25mm时宜采用点焊。随着汽车工业的发展,高生产率的凸焊在汽车零部件制造中获得大量应用。凸焊在线材、管材等连接上也应用普遍。
当然,凸焊机的种类也很多,不一一列举,下图为汽车雨刮器凸焊效果图

汽车雨刮器凸焊效果图
4.对焊
电阻对焊是将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后断电并迅速施加顶锻力完成焊接的方法,

钢筋对焊机
对焊主要用于制造封闭形零件(如自行车车圈、钢窗等);轧材接长(如钢镇、钢管、钢筋等);异类材料焊接(如为节省贵重材料、提高刀具工作部位的寿命所进行的异类材料对焊)。

钢筋对焊机效果图
根据不同的需求,有不同的对焊机,不一一列举。
二.自动埋弧焊机
自动电弧焊机,亦称“机械化电弧焊机”。能完成自动送丝和电弧沿焊缝行走两个基本要素的机械化电弧焊设备。常见于埋弧及气保护自动电弧焊。装有送丝机构和行走机构的小车结构是常用形式

自动埋弧焊机
三.埋弧焊
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法
埋弧焊的种类
1.按电源种类:直流和交流
2.按电极数目:单丝和多丝(并列双丝埋弧焊 特点:双丝,一个电源,一套控制系统;优点:高的熔化效率,好的间隙搭接性,高的焊接速度。纵列双丝埋弧焊特点:二个焊丝,二个电源,两套控制系统;优点:熔化效率高,焊接速度快,焊缝成形好,机械性能好。带极埋弧焊 特点:带状电极,一个电源,一套控制系统;优点:熔深小,较高的堆焊能力,稀释率低,堆焊表面光滑。窄间隙埋弧焊 特征:单焊丝、单电源、一个控制系统;优点:减少相同材料厚度改善应力状态;缺点:对设备可靠性要求高、返修性差)
3.按电极形状:丝极和带极
4.按操作分类,分半自动焊和自动焊

埋弧焊半自动焊机
应用范围
目前主要用于焊接各种钢板结构。可焊接的钢种包括碳素结构钢,不锈钢,耐热钢及其复合钢材等。埋弧焊在造船,锅炉,化工容器,桥梁,起重机械,冶金机械制造业,海洋结构,核电设备中应用最为广泛。此外,用埋弧焊堆焊耐磨耐蚀合金或用于焊接镍基合金,铜合金也是较理想的。

埋弧焊自动焊机
四.熔化极惰性气体保护焊
熔化极气体保护焊是指利用焊丝与工件间产生的电弧作热源将金属熔化的焊接方法。焊接过程中,电弧熔化焊丝和母材形成的熔池及焊接区域在惰性气体或活性气体的保护下,可以有效地阻止周围环境空气的有害作用。
1.以氩气作保护气体的称为氩弧焊(MIG焊)

氩弧焊焊机
氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。

氩弧焊现场图
氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
氩弧焊适用于焊接易氧化的有色金属和合金钢(主要用Al、Mg、Ti及其合金和不锈钢的焊接);适用于单面焊双面成形,如打底焊和管子焊接;钨极氩弧焊还适用于薄板焊接。
2.以二氧化碳气体作保护气体的称为二氧化碳气体保护焊(以活性气体作保护气的称MAG焊)。

二氧化碳保护焊全称二氧化碳气体保护电弧焊。保护气体是二氧化碳(有时采用CO2+Ar的混合气体)
冷焊机为智能修补机械设备产品,是针对广大模具业、铸造业、电器制造业、医疗器械、汽车、造船、锅炉、建筑、钢构、桥梁建设等行业改良生产,具有广泛的适用性。在国内是广大中小企业的首选修补设备。
看到这里一定要记住,氩弧焊和二保焊,都是气体保护焊。它们属于熔化极惰性气体保护焊,当然,也是电焊中的一种。
五,电渣焊
电渣焊是利用电流通过熔渣所产生的电阻热作为热源,将填充金属和母材熔化,凝固后形成金属原子间牢固连接。在开始焊接时,使焊丝与起焊槽短路起弧,不断加入少量固体焊剂,利用电弧的热量使之熔化,形成液态熔渣,待熔渣达到一定深度时,增加焊丝的送进速度,并降低电压,使焊丝插入渣池,电弧熄灭,从而转入电渣焊焊接过程。
电渣焊主要有熔嘴电渣焊、非熔嘴电渣焊、丝极电渣焊、板极电渣焊等。

箱型梁电渣焊机
电渣焊的适用范围主要有以下几点:
1、可焊接的金属。主要用于钢材或铁基合金的焊接,其中低碳钢和中碳钢很容易焊接。由于冷却缓慢,也适于焊接高碳钢和铸铁。采取适当措施也可以焊接低合金钢、不锈钢和镍基合金等。
2、可焊接的厚度。一般宜焊接板厚在30mm以上工件,小于30mm的板在经济上不如埋弧焊和气电立焊。电渣焊虽没有厚度上限,但受设备条件限制,丝极电渣焊一般可焊板厚达400mm,更大厚度则用板极电渣焊和熔嘴焊电渣焊,其厚度可达到1m。世界上已焊成焊缝厚度为3m的锤座。
3、可焊接的接头。等厚板之间的对接接头最易焊,也最常用。其次是T形接头、角接头和十字接头。
4、可焊接的结构。应用最多的是厚板结构,其次是大断面结构、圆筒形结构和变断面结构(包括具有曲线或曲面焊缝的结构)。这些结构在机器制造、重型机械、锅炉压力容器、船舶、高层建筑等工业部门中经常遇到
六.超声波焊
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。

超声波焊机
适用产品
1、镍氢电池镍氢电池镍网与镍片互熔与镍片互熔。
2、锂电池、聚合物电池铜箔与镍片互熔,铝箔与铝片互熔。
3、电线互熔,偏结成一条与多条互熔。
4、电线与各种电子元件、接点、连接器互熔。
5、各种家电用品、汽车用品的大型散热座、热交换鳍片、蜂巢心的互熔。
6、电磁开关、无熔丝开关等大电流接点,异种金属片的互熔。
7、金属管的封尾、切断防水、气密。
还有,激光焊,离子弧焊、电子束焊等,由于我们也不常见,不在一一写进来了,编写此文的目的是让大家和本人自己对电焊一个基本的了解,增加自己的见识。
总不能自己是做二保焊的,或者氩弧焊的,人家要问你,二保焊属于什么类型的焊?自己还不知道,这就很尴尬了不是。
这里的资料大部分都是网络上搜集的,为了方便大家和我本人了解,我只是把它们整合在一起而已。
看到这里你觉得对自己有用,那就点个赞,点个关注,我个人是在做二保焊的,后续会陆续写关于二保焊方面的经验,希望能帮助需要的人。
如有问题,欢迎留言,大家一起讨论,相互学习。
相关参考
氩弧焊气保焊二保焊都有什么区别(老司机教你如何正确使用电焊、氩弧焊和二保焊)
二氧化碳气体保护焊MIG气体保护焊接1.保持1/4—3/8英寸的焊丝杆伸长(从焊枪头伸出的焊丝长度)。2.焊接薄板时使用小直径的焊丝;焊接厚板时使用大直径焊丝和大电流焊机。3.使用正确的焊丝焊接工件。不锈钢焊丝焊接不锈钢...
熔化极气体保护焊简介熔化极气体保护焊采用可熔化的焊丝与工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。熔化极气体保护...
焊工证有几种?考哪一种比较好?电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机。电焊作为一项在金属开采与加工、重工业制成品制...
1、两个焊接方法,氩弧焊的热输入量更小,焊接变形小,适合焊接薄板。2、气保焊焊接效率更高,适合厚板的焊接。3、氩弧焊是非熔化极焊接,气保焊是熔化极焊接。4、氩弧焊相对可焊的材料更多,包括一些有色金属。气保...
氩弧焊缝接头(详解手弧、氩弧、气保焊……等17种焊接应用方法,看看你知道几种)
1.手弧焊手弧焊是各种电弧焊方法中发展最早、目前仍然应用最广的一种焊接方法。它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。涂料在电弧热作用下一方面可以产生气体以保护...
焊工:你不是一个人在战斗!氩弧焊的操作手法氩弧是一种左右手同时动作的操作,与我们平时生活中的左手画圆右手画方相同,所以建议在刚开始学习氩弧焊的人员进行类似的训练,对学习氩弧焊有一定的帮助。(1)送丝:...
脉冲气保焊和普通气保焊的最大区别在于过渡形式改变,焊接飞溅量的大小和打底单面焊双面成型(根焊)的应用区别。目前市场上脉冲气保焊的推广范围有些过于扩大,甚至被宣传为将取代气保焊。其实,除了价格上的差异之...
气保焊属于弧焊还是气焊(什么是高压焊工?高压焊工与低压焊工都有什么区别?)
高压焊工指符合承压焊缝焊接要求的焊工。通常为压力容器焊工,压力管道(氩电联焊工)(下向焊焊工)等。高压焊工因为焊接作业要求高,操作难度大,施工焊接监管严格,一直是焊工行业里面技术要求最高的项目之一。高...
焊接时所消耗材料的通称就叫焊接材料,简称焊材;例如焊条、焊丝、金属粉末、焊剂、气体等。焊条:涂有药皮供弧焊用的熔化电极称为电焊条,简称焊条;焊条由焊芯和药皮(涂层)组成。1.焊芯:焊条中被药皮包覆的金属...
海报设计:李佳怿中国网10月6日讯(记者谢露莹实习记者马皖雪)从中国第一艘航空母舰“辽宁舰”正式交付,到蛟龙号”载人潜水器一次次挑战极限,中国向海事业的发展离不开每一个造船工人的辛勤付出。南京长峰航天电子...