怎么取断的螺旋丝锥(出现丝锥折断、崩刃、粘刀等情况时,试着要这样做)
Posted
篇首语:恢弘志士之气,不宜妄自菲薄。本文由小常识网(cha138.com)小编为大家整理,主要介绍了怎么取断的螺旋丝锥(出现丝锥折断、崩刃、粘刀等情况时,试着要这样做)相关的知识,希望对你有一定的参考价值。
怎么取断的螺旋丝锥(出现丝锥折断、崩刃、粘刀等情况时,试着要这样做)
丝锥的种类
- 按驱动不同分:手用丝攻和机用丝锥
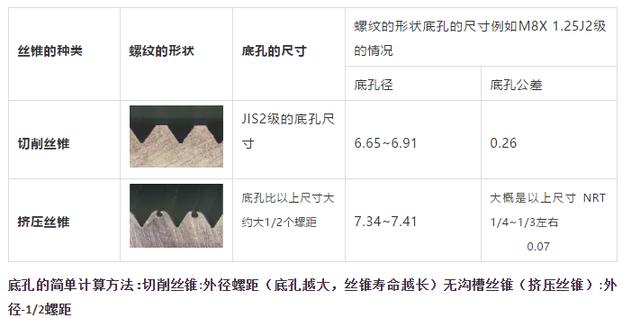
- 按加工方式分:切削丝攻和挤压丝锥
- 按被加工螺纹分:公制粗牙丝攻公制细牙丝攻,管螺纹丝锥等
- 根据其形状分为直槽丝攻,螺旋槽丝攻和刃倾角丝锥,挤压丝锥
直槽丝锥
←向下排屑

特征
- 直的沟槽、刃尖强度高
- 容易选定切削锥长→1.5·5·9牙
- 容易再研磨
- 对应螺纹尺寸可选择性大
用途
- 在高硬度的加工材料,易引起刀具磨损的材料,攻丝深度短的通孔很好的效果:(刚性强)
- 切削锥部分可以有2、4、6牙,用于不通孔,长锥用于通孔。只要底孔足够深,就应尽量选用切削锥长一些的这样分担切削负荷的齿多一些,使用寿命也长一些
刃倾角丝锥
←向下排屑

特征
- 刃倾角式沟槽
- 切屑向前排除
- 切屑不容易缠绕
- 抗折损强度高
- 切削性能好
用途
切屑容易形成卷曲状的材料只能用于通孔→切削未完成就反转容易折断
螺旋槽丝(通孔也可加工)
向上排屑→

特征
- 螺旋沟槽
- 能够加工到盲孔的底部
- 不残留切屑
- 容易进行螺纹加工
- 切削性能好
用途
- 切屑呈卷曲状材料
- 盲孔;
挤压丝锥
塑性变形无屑↓

特征
- 塑性变形无屑
- 通过金属的塑性变形加工螺纹
- 没有切屑
- 内螺纹精度好
- 抗折损
- 螺纹顶部牙形形成凹槽,
- 内陷,与切削丝锥有区别
- 底孔管理严格
- 加工扭力大
用途
- 延展性好的材料(铝合金铜件低,中碳钢)盲孔·通孔兼用
- 采用挤压成形工艺加工出的螺纹孔,抗拉抗剪强度高,加工表面的粗糙度也较好
切削丝锥与无沟槽丝锥的区别
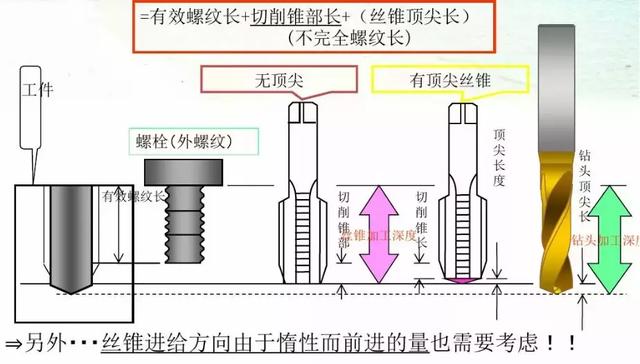
盲孔螺纹加工时
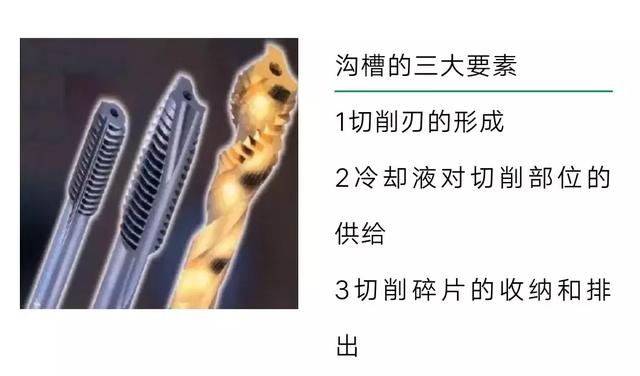
切削丝锥上沟槽的作用
丝锥加工的特点
- 丝锥可以量产,所以价钱较便宜。
- 攻牙作业容易,并不需要太熟练的技术。
- 可简单地在复杂形状的工件上攻牙。
- 可以使用机械方式或手工攻牙。

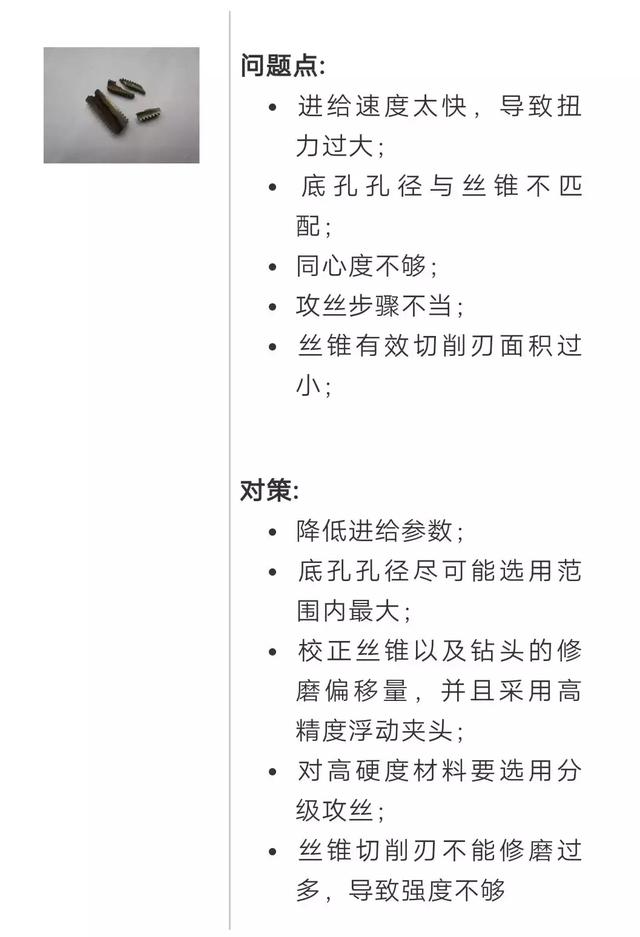
丝锥加工的难点
一、切削丝锥问题点
- 切削锥部的修磨
- 钻头修磨的偏移量
- 回转与进给不同步
- 丝锥转数过快过慢
二:挤压丝锥问题点
- 底孔要求严格;
- 切削丝锥上述四点
- 造成止规过的主要原因是回转与进给不同步(简单说就是是否采用浮动夹头,程序,机床刚性主轴丝杠有直接关系
丝锥加工中常遇问题与对策
丝锥折断
丝锥崩刃

粘刀(熔着)的原因

啃削、咬削原因

丝锥型号不适当
切削部位长度等粘刀(例软钢SU304,铝)
表面处理、丝锥诸角度不适当、切削液、注油方法
切屑堵塞(加工深度)

相关参考
没有取丝器怎么取断(丝锥、钻头断在孔里了,该怎么办?这些技巧可以帮到你)
工具、刀具折断是影响产品合格率非常主要的一个因素:常规的处理丝锥、钻头等折断在工件里的方法无非是手工慢慢敲出、砸碎、气焊后拧出;甚至酸腐蚀、火焰切割烧等方法,而且效果都不是很好。每次敲断屑时我都感觉自...
手提式取断丝锥机(国产替代正当时国产冷焊技术行业领导者,宏犇实业)
...:冷焊机(精密补焊机、)、电火花堆焊修复机、便携式取断丝锥机(便携式电火花机)、及新研发的自动化工装设备系列和送丝机系列。近年来公司产品广泛应用于模具行业、铸造行业、机械行业、薄板焊接行业、电力行业、
工人日报-中工网记者蒋菡“五一”劳动节快到了,在这个劳动者的节日里,让我们致敬默默坚守在工作岗位上的大国工匠和班组员工。“铁臂牛人”黄小华4月29日,湖南省庆祝“五一”国际劳动节暨先进集体先进个人表彰大会...
工人日报-中工网记者蒋菡“五一”劳动节快到了,在这个劳动者的节日里,让我们致敬默默坚守在工作岗位上的大国工匠和班组员工。“铁臂牛人”黄小华4月29日,湖南省庆祝“五一”国际劳动节暨先进集体先进个人表彰大会...
摇臂钻床摇臂钻床在使用进程中,丝锥的折断往往是在受力很大的情形下倏忽发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱离,为了使丝锥能够在螺孔中松动,可以用振荡...
攻丝机丝锥夹头(丝锥攻丝过程中,这些常见的问题和解决方法,值得收藏)
1、丝锥攻丝常见的问题及原因:丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺纹底孔直径不同轴;丝锥刃磨参数的选择不合...
...计一点通”关注我们,每天学习一个机械设计相关知识点丝锥攻丝常见的问题及原因丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥...
...计一点通”关注我们,每天学习一个机械设计相关知识点丝锥攻丝常见的问题及原因丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥...
怎么修理攻丝夹头(丝锥攻丝过程中,这些常见的问题和解决方法,值得收藏)
1、丝锥攻丝常见的问题及原因:丝锥折断:螺纹底孔加工时直径偏小,排屑不好造成切屑堵塞;攻不通螺纹时,钻孔的深度不够;攻螺纹时切削速度太高过快;攻螺纹用的丝锥与螺纹底孔直径不同轴;丝锥刃磨参数的选择不合...
...尤其机床的自动化大大减轻操作者的劳动强度。但由于各丝锥工作状态不一,个别丝锥先磨损使扭矩增加而折断的情况时有发生,因此对自动攻牙机加工进行适时故障诊断是企业普遍关注的问题,下面亿达渤润就简单介绍下攻丝...