快速夹头(冲压厂检具操作介绍)
Posted
篇首语:时间仿似一条直线,没有起点,亦无终点。本文由小常识网(cha138.com)小编为大家整理,主要介绍了快速夹头(冲压厂检具操作介绍)相关的知识,希望对你有一定的参考价值。
快速夹头(冲压厂检具操作介绍)
冲压厂生产冲压件,如果要对冲压件进行尺寸测量,最直接的方法有两种,一种是蓝光扫描,但是这种设备投入比较大,还有一种是制作检具,检具可以直接测量零件的间隙面差,目前汽车冲压件生产厂家使用的比较多的还是检具。检具检查是指利用检具、钢板尺、间隙尺等测量工具,对冲压件的孔位置、大小、型面尺寸、料边等部位进行测量。下文主要介绍检具的使用方法。
检具的种类和结构
检具的种类
检具的种类有很多种,包括单件检具、分总成检具、开口检具、白车身检具、功能模型检具。
单件检具主要针对模具的冲压成形件,主要用于测量单件的型面料边和孔位的偏差,测量冲压件零件的尺寸精度,如图1所示。单件检具主要是用于冲压厂,用于将所生产零件放在检具上,按照检具的规范操作手法进行检具测量操作,可以测出该零件具体的零件不符合位置。
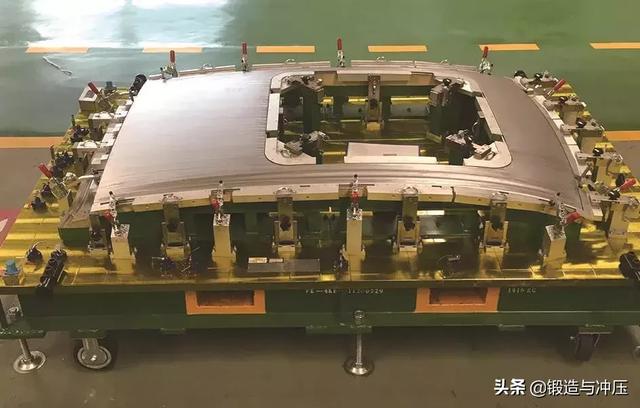
图1 单件检具
总成检具是用于测量焊接分总成孔、基准面、接触面以及各部件之间的配合情况,如图2所示。主要是测量判断冲压件在焊接后所达到的分总成的尺寸精度,可以有效查看处焊接后的匹配关系。该检具和单件检具的区别就是该检具是用于测量已经焊接后的总成的检具。

图2 总成检具
开口检具主要是用来检测各安装件的间隙关系,如图3所示。比如车身侧围上存在一个加油口盖,则检具制作出一个加油口盖的模型,用于检查侧围冲压件的加油口盖部位的精度。

图3 开口检具
白车身检具用于检测整车身的孔、基准面、接触面和各总成件之间的配合情况,如图4所示。当焊装生产出一台车的钢板车身骨架(俗称白车身)后,将此白车身放置于检具中,将两侧的车身总成检具靠拢,可以检测整车车身总成的精度。

图4 白车身检具
车身主检具是用铝或者树脂材料,依据三维数模所做的1∶1模型,是三维数模的真实体现,主要用于外覆盖件和内外饰件的匹配和评价,如图5所示。如将车门总成、机盖总成放置于该功能模型检具上面,就可以判断该分总成在整个车身上的匹配程度。

图5 功能模型检具
目前检具的测量和使用是属于比较基本的业务,当前比较先进的还是要算蓝光扫描设备,将零件放置在测量支架上,通过拍照扫描,和零件数据进行拟合,得出零件的精度偏差,这个过程比手工检具测量还要快速和准确,也更加便捷。但是由于并不是所有的企业都能配备此设备,所以当前中小企业主要还是以检具测量零件的尺寸精度为第一手段。
检具的结构
检具通常由骨架和底座部分、型体部分、功能件部分三部分组成。底座可采用铸铝、槽钢、方钢及厚度20mm以上的钢板结构或型体焊接结构,骨架可正常使用45#(SS400)钢,型体可采用航空铝7050、树脂(BM5166,代木460,灌注树脂)、钢,功能件则正常采用标准件。功能部件包括快速夹头、定位销、检测销、划线销、垫片、型面卡板、检测仪器等。
检具的测量方法
检具测量前的观察
检具上面有很多需要提前了解的地方,比如检具坐标系的建立,检具的测量基准是多少,定位孔的位置所在,测量功能部件是否齐全,以及夹紧器的夹紧顺序等。
对于一个检具的坐标系来说,一台车上所有零部件的坐标系都是遵从于同一个坐标系,先要判断该检具的X轴、Y轴、Z轴的方向,图6上的检具坐标刻度上面已标明Y轴的方向,该两点为Y-300和Y-200的位置,两个方向的坐标系标识都可以在检具上看到。

图6 检具坐标和测量基准
在图6上我们还可以看到“3”和“0”的标识,“3”代表的含义为该检具上此处的测量的基准是3mm,比如该处间隙测量值为3mm,代表此处合格状态最佳,测量间隙为0mm反而不合格。“0”代表的是此处面差的测量基准为0mm,零件表面需要与检具表面齐平无面差。不同检具在设计上会存在不同的测量基准,有些是5mm,所以测量前需要提前进行识别。
功能部件是否齐全需要进行提前识别,定位孔也需要提前进行确认,图7中我们可以看到零件定位和夹紧器,在零件夹紧前需要对零件进行定位。夹紧器的夹紧顺序也很重要,在夹紧器上会有A1-A9的标识,代表夹紧器夹紧的先后顺序,从A1最先开始进行夹紧。
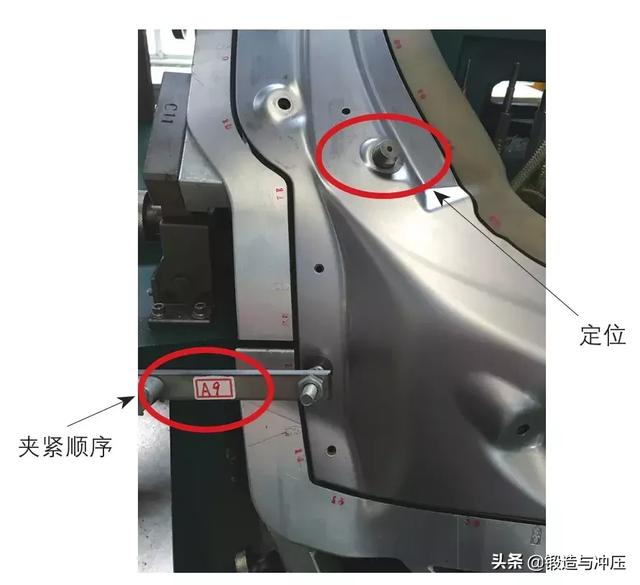
图7 零件定位和夹紧顺序
检具测量的方法
回弹量的测量:先将所有夹紧器打开,然后测量哪个点将该点的夹紧器夹紧,分别测量在夹紧和不夹紧的情况下的面差,面差通过间隙尺或面差仪进行测量。
料边和面差的测量:料边的测量一般采用间隙尺,将间隙尺塞入缝内,进行间隙的读取,面差的测量采用面差仪,测量零件表面和检具表面之间的面差。
孔尺寸孔位的测量:孔尺寸的测量采用游标卡尺,如图8所示。孔位的测量先使用划线销刻线,再使用游标卡尺测算出孔位中心点偏差的大小,如图9所示。

图8 测孔尺寸

图9 测孔位偏差
全尺寸测量的步骤
冲压件在放置到检具前应先对检具进行检查并擦拭,尤其是检具的夹紧器处(检具的每个夹紧器处都有一个厚度为3mm的垫片,板件与检具间的间隙就靠它来维持)。
冲压件往检具上放时要做到轻拿轻放,放置结束后,依次插好主、副定位销对板件进行定位。测量冲压件的回弹量,夹紧器全部打开,逐个测量(板件的回弹量即板件夹紧前与夹紧后的差值,回弹量超过0.2mm则为不合格)。
冲压件回弹测量结束后,夹紧器全部夹紧(大型的冲压件要对角夹紧,以避免板件偏移),依次测量型面、边界及孔位的尺寸,并填写检测报告(填写检测报告时要先看报告上左下角的基准,以免将方向搞反,模具越修改越差)。
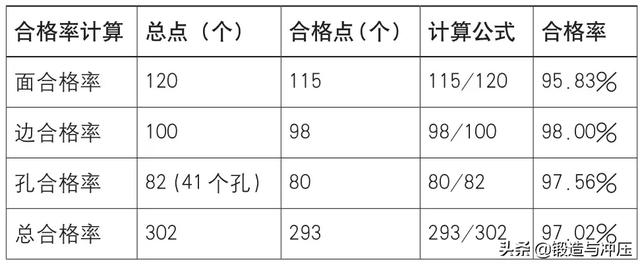
计算合格率,合格率包括面、边、孔及总合格率,其中所测得回弹量的点计入面的合格率中,一个孔按2个点计算(孔径算一个点,孔位算一个点),具体合格率计算方式见表1。最后在检测报告和冲压件上注明检测日期、检测者和合格率。
表1 全尺寸合格率计算样式表
测量工具使用规范
使用尖角塞尺测量板件的间隙与料边时,塞尺的两个平面与板件和检具的基准面紧密贴合即可,不要用力过大。
用钢直尺测量时,同样钢直尺的平面要与检具贴合,且最好使用0.5mm刻度的一面进行读数,这样会更准确。
使用游标卡尺前要先进行校零,测量时要求游标卡尺两侧与板件紧密贴合即可,用力要均匀。读数时眼睛要与刻度保持在同一水平面。
结束语
在冲压厂内检具是十分重要的测量冲压件尺寸精度最直接的工具,所以学会检具测量,对冲压件尺寸精度的控制起到了一个十分重要的作用。检具日常的维护保养也至关重要:零件放置之前,一定要将零件擦拭干净,防止有油污、杂物影响测量数据;零件放于检具上时,一定要轻拿轻放,防止损伤检具;检具使用完后,要将所有销放回原位,防止丢失;检具不使用时,要经常用防锈油及润滑油清理、防锈;单件检具不使用时,要用塑料薄膜将检具罩住;检具每年须标定一次,以保证检具精度。
—— 来源:《锻造与冲压》2019年第14期
相关参考