德国四辊热轧机(四辊板带轧机工作辊辊颈轴承组配分析)
Posted
篇首语:要须心地收汗马,孔孟行世目杲杲。本文由小常识网(cha138.com)小编为大家整理,主要介绍了德国四辊热轧机(四辊板带轧机工作辊辊颈轴承组配分析)相关的知识,希望对你有一定的参考价值。
德国四辊热轧机(四辊板带轧机工作辊辊颈轴承组配分析)
摘要: 四辊板带轧机工作辊辊颈轴承主要承受轧辊凸度调整时所施加的弯辊力以及轧机在运行过程中由于机架衬板磨损、轧辊弯曲、轴承箱变形等原因所产生的轴向力,在实际应用中经常出现辊颈磨损、辊颈轴承损坏甚至辊颈抱死烧损的现象,根据轧机运行工况特点,对比分析了不同辊颈轴承组配方案,最后针对不同的工况,给出了轴承组配的合理化建议。
关键词:轧辊轴承; 轴承组配; 四辊板带轧机; 工作辊
四辊板带轧机主要用于金属的压延加工,要求轧制后的产品具备尺寸精确、板形好、表面粗糙度好、力学性能好等特点。随着轧制行业向着提高产量、扩大品种、提高精度和自动化程度的方向发展,板带轧机轧制速度不断提高,轧辊轴承的工作环境越来越恶劣,尤其是工作辊辊颈轴承频繁的发热及烧损问题始终困扰着金属板带生产企业。因此根据不同板带轧机工作特点,分析和研究工作辊辊颈轴承对提高轧机运行可靠性,节约成本等方面有重要意义。下文针对现有四辊板带轧机工作辊辊颈轴承的组配情况进行分析。
1 四辊板带轧机工作辊运行特点
1.1 四辊板带轧机类型
根据板形控制手段的不同,目前国内具有代表性的四辊板带轧机主要有PC( Paired CrossedRoll)轧机、VC( Variable Crown)轧机、HC(HighCrown) 轧机和CVC( Continuously Variable Crown)轧机。PC轧机又称为轧辊成对交叉轧机。其主要特点为轧辊空间成对交叉,通过调整轧辊轴线交叉角大小,可调节辊缝,实现板形控制。该类型轧机辊缝调节范围最宽,结合强力弯辊力作用,可获得良好的板形,但由于轧辊交叉将产生过大的轴向力,易使轧辊两端推力轴承过早失效,因此应用受到了限制。VC 轧机又称为轧辊凸度可变轧机。其中支承辊由芯轴和外套筒组成,芯轴和外套筒之间有液压腔,通过调整液压腔内的油压改变支承辊辊身凸度,结合工作辊弯辊力的作用,从而达到有效控制板形的目的。由于油压调整较准确、直观,该类型轧机辊身凸度控制能力较好,但由于需要配置专门的压力供油系统而限制了该类型轧机的推广。HC 轧机又称为高性能辊型凸度控制轧机。其工作辊及支承辊辊身可采用圆柱形滚子,主要通过弯辊力的施加以及工作辊或支承辊的轴向抽动来调整辊缝形状。由于该结构改善了工作辊与支承辊间的有害接触部分,充分发挥了弯辊力的作用,大大提高了辊缝的刚度,从而有效控制了板形; 而且由于辊身不带凸度,辊形修磨较为方便,因此国内一般规模厂家都采用该类型轧机。CVC轧机又称为轧辊凸度连续可变轧机。其中工作辊辊身的原始辊型为S形曲线,上下轧辊互相错位180°布置,通过S形轧辊的轴向抽动来改变原始辊缝形状从而控制板形,结合弯辊装置作用,辊缝调节范围更宽,对板形控制能力更强。国内实力比较雄厚的厂家一般采用该类型轧机,例如宝山钢铁公司热轧厂的2050mm 热连轧机组就是该类型。
1.2 工作辊轴承受力特点
板带生产过程中对板形要求极为严格,尤其在铝箔行业,在轧制单零箔和双零箔过程中,辊缝微小的变化将对产品精度产生重大影响,由于施加液压弯辊力的方法简单易行,并且效果明显,因此现有的四辊板带轧机工作辊均采用施加弯辊力的方法来控制板形。根据板带轧机实际调整数据,一般实际生产过程中所施加的最大弯辊力不超过轧制力的5% 。
由于不可避免的轧辊交叉、机架衬板磨损及板带前后张力差,轧制过程中轧辊之间和轧辊与轧件之间将产生一定的轴向力使轧辊向机架一侧窜动,从而对辊颈轴承产生冲击,除PC轧机外,一般的板带轧机,其正常工作时轴向载荷的大小约为轧制力的1% ~3% ,最高可达10%[1]。
1.3 工作辊及辊颈轴承损坏形式
由于工作辊辊颈轴承空间位置有限,在轴承选型时往往优先考虑采用四列圆锥滚子轴承,该类型轴承空间位置紧凑,且承载能力一般都能够满足轧机正常工作时的设计载荷要求,但是由于对板带表面粗糙度的要求较高,往 往需要对辊面进行修磨,而辊颈部分一般不淬火,表面硬度较低,在支承辊颈对辊面进行修磨时,硬质合金支承易划伤辊颈,造成辊颈的损伤甚至报废。同时为了方便换辊,四列圆锥滚子轴承内径与辊颈往往采用间隙配合,轧制过程中的突然加速和减速容易造成内圈与辊颈之间的相对滑动,从而因辊颈的磨损造成轧辊过早失效甚至报废。
为了消除轧辊修磨时对辊颈的损伤,现有的工作辊辊颈轴承一般采用内圈无挡边的四列圆柱滚子轴承和轴向推力轴承组合的配置,而内圈与辊颈一般采用过盈配合,换辊时可以将轧辊与轴承内圈一起拉出,修磨辊面时还可以支承轴承内圈外径,内圈硬度达58~62HRC,从而消除了对辊颈造成的损伤;同时也杜绝了内圈与辊颈之间的相对滑动,大大提高了轧辊的使用寿命。但是采用四列圆柱滚子轴承,由于对轧辊运行过程中所产生的轴向力缺乏足够的重视,因轴向推力轴承损坏造成四列圆柱滚子轴承及工作辊损伤甚至报废的现象屡见不鲜,故需从轴承选型、组配方面对工作辊辊颈轴承进行深入研究。为了使不同轴承组配对比效果明显,将在相同的轴承空间尺寸下对比不同的轴承组配方案。
2 辊颈轴承组配方案对比
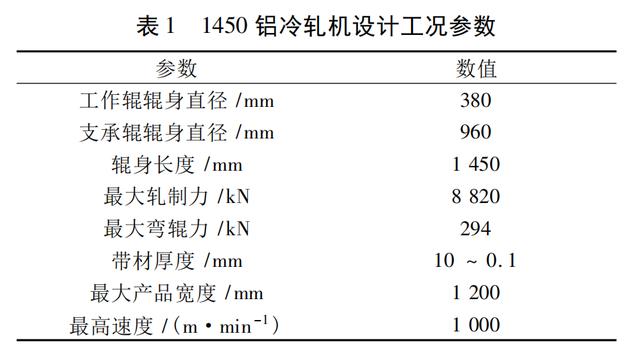
以某 1450 铝冷轧机为例,分析其辊颈轴承的组配方案。该轧机的工况参数见表 1,润滑方式为油雾润滑。常见轧制过程中调整参数见表2。工作辊轴承在使用过程中主要承受弯辊力及由于轧辊弯曲、交叉及摩擦磨损等因素所产生的轴向力,四辊轧机工作辊轴向力为[2-5]。

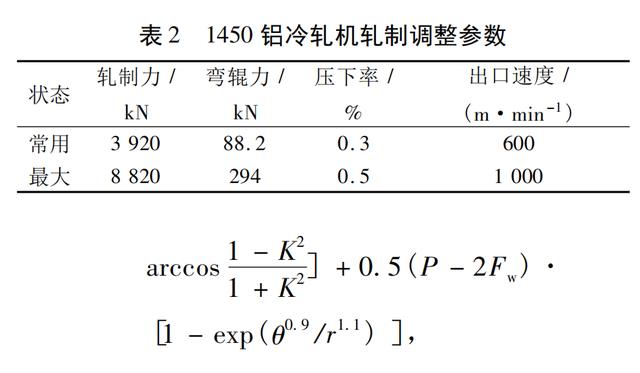
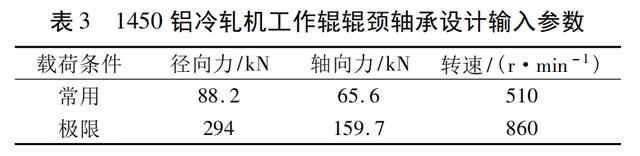
式中:f 为辊间摩擦因数; P为轧制力,t;K为系数,K=1-( 1-Lθ/2M) (2v +1) /2;L为工作辊与支承辊接触区长度,mm;M 为工作辊与支承辊接触区半宽处的极限预位移,mm;ν为轧辊形貌系数;θ为工作辊与支承辊间的交叉角,rad;Fw 为弯辊力,t;r为压下率。分别按照常见的轧辊交叉角度(0.17°) 及最大交叉角度( 0.3°) 计算工作辊轴向力,可得该轧机工作辊辊颈轴承设计输入参数,见表3。表3中轴承转速单位与轧件的出口速度单位不同,可根据实际的工作辊辊身直径和轧件出口速度进行换算。由表3可知,常见轴向力和最大轴向力分别为 65.6 kN 和159. 7kN。
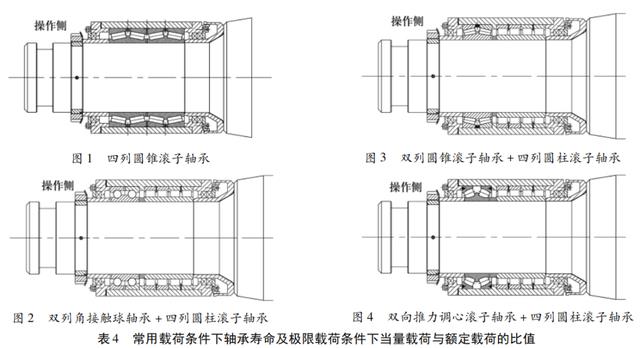
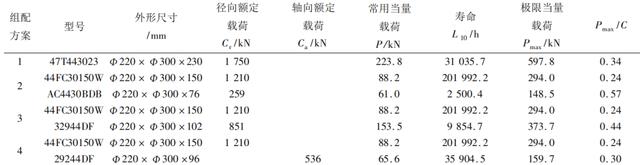
常见工作辊操作侧辊颈轴承组配方案如图1~ 图4所示。图1~图4的组配方案分别简称方案1,2,3,4。各组配轴承在常用载荷条件下的寿命及极限载荷条件下当量载荷与额定载荷的比值见表4。注意,表4中常用当量载荷及极限当量载荷分别指轴承在常用载荷条件和极限载荷条件下的当量载荷,仅29244DF 轴承指的是当量轴向载荷,其余轴承指的是当量径向载荷; 对于29244DF 轴承,Pmax / C 中的C指Ca ,对于其他轴承指Cr 。
以上计算结果表明:
( 1) 四列圆柱滚子轴承理论计算寿命较高,说明径向轴承安全裕量较大,而轴向推力轴承理论计算寿命较短,与实际应用过程中轴向推力轴承易损坏的现象是一致的,因此在工作辊轴承的选型中应对轴向推力轴承重点关注,适当增加其空间尺寸,以达到径向轴承和轴向轴承寿命接近的设计目标。
( 2) 有色金属材料在轧制过程中弯辊力较小,极限载荷条件下采用不同类型轴向推力轴承,极限当量载荷与额定载荷比值不大于 0.57,因此,实际应用中根据轧件类型及轧制速度等因素,冷轧机可优先考虑四列圆柱滚子轴承+双列圆锥滚子轴承、四列圆柱滚子轴承+双向推力调心滚子轴承或四列圆锥滚子轴承; 对于箔轧机轧制力及弯辊力均较小,但轧制速度较高,可优先考虑四列圆柱滚子轴承+双列角接触球轴承。
( 3) 黑色金属材料在轧制过程中一般轧制力及弯辊力均较大,但轧机工作原理基本相同,实际应用中根据轧件类型、轧制速度及轴承润滑条件等因素,一般应优先考虑四列圆柱滚子轴承+双向推力调心滚子轴承或四列圆柱滚子轴承+双列圆锥滚子轴承( 大锥角) ; 轴向力特别大的工况条件下必须采用四列圆锥滚子轴承+轴向推力轴承,以免造成辊颈轴承早期失效或烧损。
3 结束语
分析研究的四辊板带轧机工作辊辊颈轴承的组配,对实际应用具有一定的指导意义。同时,工作辊径向轴承和轴向推力轴承应采用等寿命设计,以降低轧机运行故障及成本。
[声明] 本文来源网络,由轧机轴承整理发布,版权归原作者所有。转载请注明来源,如有侵权,请联系我们删除。
更多精彩内容,尽在【轧机轴承】公众号。
相关参考
...前言敬业1250热轧带钢生产线精轧机组由F1E立辊轧机及7架四辊轧机组成,自投产以来频繁出现轧辊轴承非正常损坏,由此引发的设备停车可达6~10小时/月,严重影响轧机的生产效率及生产成本。1、精轧机组轧辊轴承的配置及
...前言敬业1250热轧带钢生产线精轧机组由F1E立辊轧机及7架四辊轧机组成,自投产以来频繁出现轧辊轴承非正常损坏,由此引发的设备停车可达6~10小时/月,严重影响轧机的生产效率及生产成本。1、精轧机组轧辊轴承的配置及
摘要:结合单机架六辊可逆轧机工艺特点,指出工作辊轴承座设计上存在的不足,分析了因轴承座维护使用不当而影响轧机生产效率提高的原因,提出了解决设计不足的方案,并在实际生产中进行了验证和实施,取得了预期的效...
摘要:结合单机架六辊可逆轧机工艺特点,指出工作辊轴承座设计上存在的不足,分析了因轴承座维护使用不当而影响轧机生产效率提高的原因,提出了解决设计不足的方案,并在实际生产中进行了验证和实施,取得了预期的效...
推力轴承间隙小(2000 铝箔轧机工作辊推力轴承的失效分析)
摘要:铝箔轧机工作辊轴承过早失效的问题已成为铝加工行业的普遍问题。对国内某2000铝箔轧机工作辊上的四点接触球轴承的失效形式进行了分析,认为其失效的主要原因是轧机的轴向力超过了该轴承的轴向承载能力,并由四点...
...、供货由北方重工集团制造,生产线主要由1750mm四辊可逆热轧机、450
...、供货由北方重工集团制造,生产线主要由1750mm四辊可逆热轧机、450
...:随着国内冷轧机行业的高速发展,尤其是普碳六辊冷轧板带轧机,更是向着高精度高速度发展,AGC系统的提升升级,目前线速度不低于950m/min---1200m/min已成为行业普遍现象,而随着轧机的高速提速,势必会对轧机轴承提出更高...
拉毛钢丝辊(二十辊 SUNDWIG 轧机支承辊轴承外圈爆裂原因分析及对策)
摘要:结合二十辊SUNDWIG轧机支承辊轴承的结构特点和工作条件,论文分析了轴承在使用过程中出现外圈爆裂的机理及原因,提出了相应的改进措施,并进行了实际使用验证。1、引言支承辊轴承作为二十辊轧机关键辊系组成部分...
摘要:随着信息技术的发展,工艺过程和质量管控平台将在热轧生产过程中发挥积极的作用。通过结合数据驱动算法及智能算法,这一平台可以实现轧制过程的精准质量判定、过程参数监控、质量缺陷分析、质量相关设备监控等...