微机故障是什么(转载--给煤机控制原理、定度及常见故障处理)
Posted
篇首语:我以为我们之间的故事是我一辈子都不会忘记的事情,后来我才发现,在念念不忘的日子里,我遗忘了我们之间的故事。本文由小常识网(cha138.com)小编为大家整理,主要介绍了微机故障是什么(转载--给煤机控制原理、定度及常见故障处理)相关的知识,希望对你有一定的参考价值。
微机故障是什么(转载--给煤机控制原理、定度及常见故障处理)
一、给煤机介绍
我厂给煤机选用的是上海发电设备成套设计研究所生产的CS2024型电子称重式给煤机,是一种带有微机控制的电子称量及自动调速装置的带式给料机,可以将煤块精确输送到磨煤机,并具有自动调节和控制的功能。

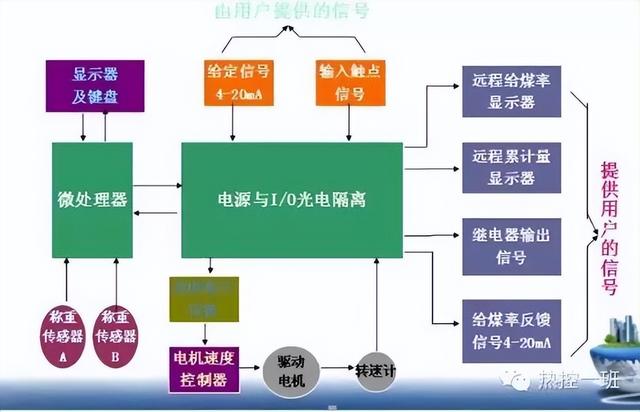
二、给煤机控制原理
1.控制原理图
2.2 电源板
电源板将交流电压调制成电子控制所要求的负载稳压电压,电源板的输入电压是交流110V,50-60HZ。通过变压器变成一系列低电压,然后进行整流,滤波和稳压,这些电压及使用这些电压电子元件见下表:
电压 电子元件
+5VDC 微处理器、晶体管逻辑电路、TTL、显示和转换板
+10VDC 称重传感器和放大器
-10VDC 放大器
+15VDC 定度探头
-15VDC 光电离合器输入和定度探头
2.3 输入输出转换板
2.3.1 输入电流-频率转换板(A1)
输入信号转换板的功能是将用户给煤率设定信号转换成0-10KHZ的规范化信号,以便与微机系统连接,给煤率设定信号是4-20mA的电流信号。
2.3.2.输出频率-电流转换板(A3)
频率-电流转换板是一个反馈组件,当用户需要给煤率反馈信号时,可采用此转换板,这个电路将微机输出的数字信号,转换成用户所需的4-20mA电流反馈信号。
2.3.3 频率-电流转换板(A2)(多用途通道)
频率-电流转换板通常用于将一个数字量的电动机速度设定信号转换成一个模拟量速度设定信号,用来控制变频电动机速度控制器。
2.4 CPU板
CPU元件板安装在微机控制柜的门背面,它与给煤机的其它电气控制部分之间采取了电磁屏蔽,它包含有:微处理器、存储器、数字接口电路以及一个键盘显示器。将称重传感器的信号放大转换成数字信号的模拟电路也在CPU板上。
2.5
就地显示及键盘

键盘上有三种颜色的键,白、蓝、黄,白色键是给煤机操作模式REMOTE-OFE-LOCALL(遥控-停止-本地)的选择键,它们被使用得最为频繁,蓝色键是功能键和数字键,黄色键是附加功能键,黄色键按动之前,必须先按键盘右下角的全黄STIFT键才能被接受。
2.6 按键介绍
(1)REMOTE(遥控)键使给煤机接受用户允许运行触点信号和设定信号的控制。
(2)OFF(停止)键使给煤机停止运行(皮带点动和给煤机定度只有在给煤机停止运行后才能进行),
(3)LOCAL(本地)键使给煤机在一个选定速度下运行,当给煤机在LOCAL模式时,皮带上不可有物料否则经过2秒钟延时后给煤机将自动停机。
(4)点动键JOG(点动)用以操作皮带传动电动机,这条命令用于检查电动机运行情况或在维修时慢速移动皮带,给煤机必须在OFF模式时才能使用点动键,按OFF SHIFT F2键后可使皮带传动电动机反转,便于维修工作。
(5)密度DENSITY(密度)显示出在称重式运行时,皮带上物料的密度单位kg/m3,在容积式运行时,显示出的密度是称重系统故障前物料的平均密度。
(6)转速RPM(转/分)显示出给煤机皮带传动电动机的速度。
(7)给煤率RATE(给煤率)显示出给煤机运行于称重模式时的运行给煤率,或者当给煤机运行于容积式模式时从物料平均密度得出的相应给煤率。
(8)按键TOTAL(总量)可在8位数显示器上选择总量显示模式。重复按此键会使3种模式循环产生。在显示器下方的3个指示灯将指示使用的模式,GRAV、 TOTAL或VOL(称重式、总量或容积式)。
2.7 运行模式含义
(1)称重式运行是物料在系统称重功能起作用的情况下进行传送。
(2)容积式运行是物料在系统称重功能故障情况下以假设的称重跨物料重量进行传送。这种假设的重量是根据称重系统发生故障之前物料的平均重量而定的。这个重量用来决定标准物料密度。容积式运行总量无法保证精度。当物料密度不均匀将会有相当大的误差。为此设置一个单独的总量显示。
(3)总量显示是称重式总量与容积式总量之和。
2.8 指示灯
(1)RUNNING(运转),该指示灯在皮带传动电动机起动后点亮。
(2)READY(预备),该指示灯在微处理器接通电源,芯片开始工作后点亮。
(3)FEEDING(给煤)该指示灯在皮带传动电动机起动且挡板式限位开关LSFB检测到皮带上有物料时点亮。
(4)REMOTE(遥控),该指示灯在给煤机处于遥控模式下受用户过程控制系统控制时点亮。
(5)CALIBRATION(定度),该指示灯在给煤机整个定度过程中点亮。
(7)ADD WEIGHT(加定度块),该指示灯亮提示操作者在定度过程中将定度块装在适当的位置上。
(8)ALARM(报警),该指示灯亮说明系统中存在需要引起注意的问题,但这个问题还没有严重到必须立即停机的程度。
(9)TRIP(跳机),该指示灯亮说明系统中存在严重问题,给煤机操作已经停止。
(10)VOLOMETRTC(容积式),该指示灯亮说明在称重系统或它的电子器件中存在故障,使得给煤机不能在称重模式下工作,而在容积式模式下工作。
(11)MAINTENANCE(维修) ,该指示灯亮说明该对给煤机进行润滑和维修保养,有关润滑及维修程序请参阅说明书第6章。
2.8 微机控制器性能说明
(1)输入电源:110Vac±10%, 50-60HZ, 100VA
(2)数字量输入:从系统-15Vdc电源到光电耦合管输入之间加接触点闭合作为输入,电流20mA,与低电压逻辑信号进行光隔离。
(3)功能:皮带上有物料(LSFB)
出料口堵塞(LSFD)
给煤机电动机起动器(FFR)
给煤机起动(FS)
备用通道
(4)数字量输出:由经过光电隔离的低电位信号控制的继电器作为输出。
继电器:K1~K7,每只带有2个C形式的触点,触点容量117Vac,0.5A,阻性负载。
功能:停机 (K1)
电动机反转(K2)
遥控 (K3)
容积式给煤(K4)
给煤 (K5)
给煤机起动(K6)
报警 (K7)
K8干簧继电器,带有2个A形式的触点,触点容量100Vax max, 500mA max, 10VAmax。
功能:用于总量累积器TCL的遥控数据传送脉冲,脉冲持续时间200msec 。
(5)模拟量输入:代表用户设定值的4~20mA电流信号,输入内阻250Ω。
(6)重量信号输入:CPU板上两个量程为30mV,电桥采用10Vdc电源。
(7)模拟量输出:代表物料给煤率的电流反馈信号,4~20mA最大负载600Ω。
(8)测速器输入:0~2000HZ,正弦波或方波,3~50Vac。
(9)精度:给煤率±0.5%,累积总量±0.5%。
2.9 给煤率的测量和控制
给煤机的称重信号是由两个悬吊着称重辊的称重传感器产生的,在称重辊的两边是两根称重跨支承辊,该两辊之间的精确距离给出了一个进行物料称重的皮带长度。每一个称重传感器承担了在称重跨上物料重量的25%。称重传感器输出的是一个代表物料在皮带上的T/M信号,这个重量数据提供给给煤率公式,给煤机就是根据这个公式进行操作的:
重量(T/M)×皮带速度(M/sec)=给煤率(T/sec)
给煤率的显示单位是T/hr,给煤率被累加后获得物料传送总量,以kg为总量单位,给煤机被设计成物料体积在称重跨上保持不变,因此物料密度可从称重传感器的输出获得。这个测量密度可在操作面板上显示。
三、给煤机定度
3.1 给煤机需要重新定度的情况
(1)给煤机在初次使用时,或初次使用一个月后。
(2)以及正常使用情况下每隔6个月必须进行定度。
(3)当调换皮带,调整称重辊,调换称重传感器以及调换CPU板或微机程序芯片时,也必须进行定度。
3.2 给煤机定度的作用
(1)消除由称重辊、称重传感器托板和给煤机皮带等造成的毛重。
(2)测量皮带速度及其与电动机转速的关系。
(3)用已知的定度块来标定称重传感器的输出。
3.3 给煤机定度前的检查
3.3.1 机械方面
(1)检查给煤机皮带是否完好,如有破损现象,应立即修整或调换。
(2)调整给煤机皮带张力辊,使皮带具有合适的张力。
(3)就地启动给煤机半小时,观查给煤机皮带是否跑偏,有则调整。
(4)检查称重机构是否完好,如三根称重辊转动是否灵活,传感器是否垂直,如有挂码操作机构则检查转动是否灵活,砝码是否能完全挂上或脱离。
(5)检查给煤机主减速器和清扫机构减速器油位,按需加油或更换。
(6)检查给煤机控制面板上“MAINTENANCE”是否报警,如有,应立即对给煤机所有转动部件的注油嘴加注油脂,完了之后按“SHIFT”+“F1”熄灭报警灯(一般一个月注油一次)。
3.3.2 电气方面
(1)电源送上后,检查各级电压输入输出是否正常。
(2)按“LOCAL”键,就地起动给煤机马达,观察是否有异常。
(3)将给煤机清扫链马达开关切至“ON”位置,观察是否有异常。
(4)检查给煤机腔体内照明情况。
如发现上述中有任一项异常,应立即排除。
3.3.3 仪控方面
(1)称重系统检查
称重装置连接牢靠,无异常,清扫杂物。
(2)给煤机送电。
(3)内部地址设定码检查
按“SHIFT”+“SETUP”+“00”来检查内部地址所对应的设定码,检查时,可通过按“↑”或“↓”键配合检查其他地址的设定情况。也可按“SHIFT”+“SETUP”+“(地址)”来检查。如果发现内部地址设定码设定不对需要改时,则可按数字键直接输入参数,然后按“ENTER”即可。
3.4 定度前的准备工作
(1)在定度之前,必须使给煤机运行15到30分钟,使皮带变软。
(2)关闭给煤机上方料仓的出口阀,清除皮带上的物料。
(3)按OFF键。
(4)关闭给煤机卸料口下方的排出阀。
(5)打开给煤机称重跨门,顶端门以及微机控制柜门。
(6)清除连结部件上的积聚物料和杂质。
(7)清除皮带上可能存在上次定度时的反光纸。
(8)靠近控制柜一侧的皮带边上贴上4片粘性反光纸,每片反光纸应与边缘垂直并位于皮带边上两个裙边切口之间而不可超越切口,在驱动辊和张紧辊处的皮带边上各贴一片,在称重辊处及其下方皮带返回部分各贴一片。
(9)证实4片反光纸中每2片间的距离大于定度探头之间的距离。
(10)将两个探头分别插入称重板上两个螺孔内。靠近给煤机入料口的探头位置称为位置 A,而靠近给煤机排料口的探头位置称为位置 B。
(11)将探头电缆连接探头和微机控制柜的插座,探头 A 连接到 CAL A插座,探头 B 连接到 CAL B插座。
3.5 定度开始
3.5.1 从两边称重传感器移除定度块
3.5.2 开始毛重和皮带运行定度
按:SHIFT(黄色) CAL 1(黄色)
这时给煤机将在微机控制下开始运行,观察重量累积显示器可发现定度是以下述的方式进行:
(1)显示器清零,最右边显示一个0。
(2)淡黄色的定度指示灯亮。
(3)25秒延时开始,在此期间,皮带传动电动机将增速到1000rpm,并且稳定在此值上。
(4)延时结束后,第一个反光纸经过探头A,显示器显示“.1”,当这反光纸经过探头B时,小数点熄灭,每一片后续反光纸经过探头A时点亮小数点,经过探头B时熄灭小数点,另外,当每一片后续反光纸经过探头A时,显示器显示值加1。
(5)当第九个反光纸经过探头A时,皮带已经运行了整整两周(如果贴了两片反光纸的话,那就运行了四周),这时传动电动机停机,显示器显示出八次皮带速度测量的重复误差的百分比。
(6)如果误差大于0.25,显示器回到0,定度将自动重新开始,直到测量误差小于0.25为止。
(7)如果多次定度后仍旧失败,按SHIFT EXIT来停止定度,接着检查电动机速度控制或皮带运行的故障。
3.5.3 给称重传感器加定度块
如果毛重和皮带运转定度成功,淡黄色指示灯ADD WETGHT亮,同时在显示器上显示出定度块的重量,将定度块加到两只称重传感器上。
3.5.4 开始称重跨系数定度
(1)按SHIFT CAL 2起动皮带传动电动机,25秒后,显示器显示零,开始对皮带反光纸通过探头的次数计数。
(2)当第九片反光纸通过后,给煤机自动停车,显示器回到常规显示。
3.5.5 定度检查
通过将当前定度数据与上次定度数据相比较,操作者可以看到定度的重复性能,同时也可以看到以往六个月以来可能产生的变化,微机控制器在收到键盘输入的如下命令后,计算出两次定度数据变化的百分比。
(1)比较毛重变化的百分比,按:
SHIFT SELF TEST 1
(2)比较皮带运行速度变化的百分比,按:
SHIFT SELF TEST 2
(3)比较称重跨系数变化的百分比,按:
SHIFT SELF TEST 3
以上三种定度检查的结果必须小于±0.20,如果大于这个极限,请检查悬挂在称重传感器上的称重块是否有与其他部件有接触,或其他不正常的情况,随后重新进行定度(从头开始)。
注意:在显示器左边出现的数字99是一个负值符号。
3.5.6 输出信号回路调整
(1)用一直流电流表接至“139”,“140”线上。
(2)调正A3通道的补偿信号,按:SHIFT TRIM 0
这时显示器显示出送到模拟转换板的频率,在观察与输出相连的仪表时,按蓝黄色的增加“↑”或减少“↓”键,使得输出信号达到4mA。
(3)当模拟量输出补偿信号达到了正确值,按:
ENTER OFF
于是调正后的数据就会存入微机控制器的存储器中。
(4)调正A3通道的信号宽度,按:
SHIFT TRIM 1
按“↑”或“↓”键,调节频率使得模拟量输出信号达到20mA,然后将调正数据送入微机内存,按:
ENTER OFF
3.5.7 输入信号回路调整
(1)DCS发出一个给煤机煤量为4mA模拟指令信号。
(2)按SHIFT TRIM 8
给煤机将显示出与4mA给定信号相应的频率值。
如果显示出零,首先检查给定信号的极性,如果极性正确,输入板可能有故障。
(3)DCS发出一个给煤机煤量为20mA模拟指令信号。
按SHIFT TRIM 9
显示器将显示出与给定信号相应的频率,它要比最小信号的频率大几千,但不会超过频率的绝对极限100KHz。
3.6 定度后恢复
(1)去掉砝码,如有挂码操作机构则将砝码提上,使皮带处于空带状态。
(2)关上两侧门和两端门。
(3)打开磨煤机进口门,给煤机密封门。
(4)打开给煤机闸板门。
(5)按“JOG”,点动给煤机,使给煤机皮带上充满煤。
(6)清空故障码表,按“SHIFT”+“ERROR”+“CLEAR”。复位内部定时/计数器,按“SHIFT”+“F1”。如有必要复位总量计数值则按“SHIFT”+“TOTAL RESET”即可。
(7)恢复同DCS相应的连接线。
(8)闭合键盘锁定开关。
(9)按“REMOTE”键,使给煤机转为远方遥控控制方式。
3.7 校验时可能遇到的问题及对策
3.7.1 速度控制达不到要求
(1)调速板阻尼电位器未调整好,或控制器损坏。
(2)电机故障如测速回路、励磁回路不正常等,如测速线圈或励磁线圈短路、断路,屏蔽接地不良。
(3)机械转动机构故障如负载不匀,有卡死现象。可检查皮带是否跑偏,主减速器是否异常,滑差电机离合器部分是否有碰擦现象。
3.7.2 按“SHIFT”+“CAL1”键后,给煤机采集完数据,显示器读数总大于0.25,给煤机皮带停不下来。
(1)CPU板未收到反光信号或有丢失现象,可能是定度探头灵敏度降低,也可能是反光纸失效。相应地更换定度探头或反光纸。
(2)某两张反光纸的间距小于定度探头的间距,重贴反光纸。
(3)皮带质量不佳,两边周长不等,当大周边在探头侧时,会出现扭动引起速度测量误差,可以通过张紧皮带,减少反光纸张数或错开粘贴位置解决,如果无效则更换皮带。
3.7.3 “TEST 1”、 “TEST 3” 数据总是大于 0.20
(1)称重机构有问题,如称重辊与轴承套脱离、称重辊或称重托辊断裂、称重传感器不垂直、称重模块拉杆别死等等,其中最主要的是砝码分离不清造成不应有的附加重量被测量入内。
(2)当皮带不平整、皮带跑偏、皮带内圈进煤及驱动轮等的防跑偏槽内有煤时称重受张力影响较大。
(3)称重传感器损坏或称重电路有故障,换称重传感器或CPU板。
3.7.4 标定A1板时显示器显示488
给定信号回路断路、或信号源或A1板损坏无输出。
3.7.5 标定A1板时显示器显示数据偏差较大
A1板有故障要更换。
3.7.6 标定A2板时输出偏差较大或不可调
A2板有故障要更换。
3.7.7 给煤机调节线性度不好,偏差大
(1)A1板线性不好,可在REMOTE状态下定点给出电流用“SHIFT”+“SELF TEST”+“6”检测,如果确实如此,换A1板。
(2)定度数据不准确,按给煤机校验方法第5条重新定度。
3.7.8 输出电流不准
重新标定A3(或A2)板,必要时更换线路板。
四、如何保证给煤机精度
保证给煤机精度有四个环节需要重视
4.1 给定
(1)信号源要经过校验,送数要求准确并且不能被干扰。
(2)A1板标定要仔细,送4mA按TRIM 8、送20mA按TRIM 9 次序不能颠倒。
(3)A1板线性要好。
4.2 称重
称重系统由机械部分、称重传感器和放大器、A/D转换电路组成,机械部分是整个称重系统基础,对给煤机精度影响非常大,可以说给煤机精度主要取决于机械安装和维护。称重系统的机械部分由以下部件构成:称重辊、入口支撑盘、称重模块、驱动滚筒以及皮带。
机械部分安装调试要点:
(1)皮带要柔韧、平直,两周边长要一致。
(2)皮带要拉紧到标准位置,不能打滑。
(3)皮带不能跑偏,皮带V型导向突出物不能碰三辊导向槽底部。
(4)三个称重辊应该是直的并且表面光滑无磨损。
(5)三个称重辊要用校验直尺校平,误差≤±0.05mm。
(6)三个称重辊都要碰到皮带,转动要灵活。
称重辊应该每年检查一次,并且在每次更换皮带时施行检查。辊子的纵向的偏差值应不超过0.127mm ,表面光洁度至少应该为63微英寸。轴承应该在每次大修时或者每两年更换一次。建议每次大修时更换轴肩螺栓或套筒。重新安装称重辊时,请检查轴肩螺栓及套筒是否具有完全的滑动连接。
(7)入口支撑盘的上沿必须低于三个称重辊的平面2.2mm±0.25, 支撑盘平直度偏差不能超过1 mm,表面磨损不能超过1.5 mm。
(8)称重模块由一个称重传感器组,两个球型轴承以及一个拉杆构成,它们是称重系统的关键,每一次检验给煤机都必须进行检查。很多问题与拉杆有关,拉杆可以保证称重辊位于称重系统的中心,防止称重传感器偏载。拉杆的轴销必须留出横向转动的自由度以使称重系统可以进行自我校正。拉杆轴销的任何摩擦力将会抵消皮带上煤的重量或给称重模块添加切向负载。给煤机校验时如果重复出现校验结果无法接受的情况,可能就是此处有问题。拉杆必须整体保养或更换。
(9)称重块实际重量要与计算机中设定的13单元值相一致,定度时要把称重块上煤粉清扫掉。
(10)驱动滚筒能够隔离给煤机出口处的作用力。建议至少一年检查一次,当其纵向的偏差值超过0.5mm时要从给煤机中取出滚筒,检查驱动滚筒、套筒、轴承盖板以及轴承。滚筒面与联轴器面必须有3mm的距离,确保滚筒上的V型槽处于给煤机中正确的位置。如果发现橡胶套筒的橡胶缺损,请更换套筒。较好的预防性检修方法是每三到五年更换一次驱动滚筒的套筒和轴承。
4.3 速度
(1)机械传动要好,按期给各转动部件添加润滑油脂,并无额外的阻力,特别要避免因清扫机构长期不起作用,使皮带下半周受堆煤阻力的影响。
(2)测速发电机电压要正常,一般在1000转/分时约为AC20-50伏,测速信号不能被干扰,屏蔽线要可靠接地。
(3)速度控制要好,转速误差不超过±5RPM,可以用LOCAL运行,结合修改03参数进行检查。
4.4 反馈
(1)A2、A3板标定时,4mA和20mA调整要精确。
(2)反馈信号不能被干扰,屏蔽要可靠。
(3)线性度可以通过模拟运行检测。
五、给煤机常见故障处理
5.1.1 故障码01
故障原因:A/D转换溢出(报警),自动转容积式运行。称重传感器或其电缆有问题、A/D转换器故障(模拟量端元件)。
故障定位:可按下图所示参数进行检查:
(1)是否真的超重。
(2)传感器是否损坏。
(3)10V电源是否正常。
(4)若上述均正常,则微机板有故障。
1.2 故障码02
故障原因:A/D没转换(报警),自动转容积式运行,A/D转换器故障 。
故障定位:微机板。
5.1.3 故障码03
故障原因:计算机没有收到测速发电反馈信号(停机),电动机可以点动,但在LOCAL或REMOTE模式时不能运行。电动机失速或故障。测速电机故障。
故障定位:03故障流程表
5.1.4 故障码05
故障原因:E2PROM存取出错(报警),装置或插座故障。
故障定位:微机板。
5.1.5 故障码06
故障原因:NRAM或BatRAM存取出错(报警),掉电检测电路或掉电阀值过低等故障。
故障定位:微机板。
5.1.6 故障码07
故障原因:计算机接到堵煤信号(停机),给煤机出料阀门关闭或者输出料斗,出料管堵塞,卸料堵塞限位开关没有调节好。
故障定位:按堵煤信号流程图检查和定位。
5.1.7 故障码08
故障原因:LOCAL运行或定度时,计算机接到有煤信号(停机)。
故障定位:通常是皮带上有煤,若无煤查断煤信号流程图,关闭入料口阀门,清除皮带上的物料、检查阀门是否有故障。
5.1.9 故障码09
故障原因:遥控TCI(总量显示器)故障 ,07单元达不到要求(报警)。
故障定位:正确设定07单元参数。
5.1.10 故障码10
故障原因:给煤率达不到给定要求(报警),没有达到给定的给煤率,通常是由于空带引起的。确认绿色指示灯FEEDING是否熄灭。
检查给煤率给定信号是否太高,以至于当物料的密度一定时,即使皮带运行在最高速度时,也不能达到给定给煤率。
故障定位:通常是由空带引起的。
5.1.11 故障码11
故障原因:计算机没有接到电机启动器已启动的信号(停机),皮带传动电动机起动器没有随着命令闭合或打开。
故障定位:按遥控启动与应答信号流程图检查和定位。
5.1.12 故障码12
故障原因:速度不稳定,皮带传动电动机或电动机速度控制器产生一系列速度偏差。如果电动机速度偏差大于±100rpm达30秒钟,系统将停机。
故障定位:按测速和调速信号流程图和定位。
5.2 其它故障
5.2.1 给煤率不稳定
故障原因:此故障较为常见,其原因较多,主要原因如下:
(1) 机械故障:
A.皮带跑偏;
B.传动系统;
C.有异物阻碍;
D.皮带打滑;
(2) 送入控制器煤量给定信号不稳定。
(3) 进入计算机重量信号不稳定。
(4) 速度不稳定。
5.2.2 给煤率大于50%或转速大于600转/分时才能启动。
这是由于干扰信号串入测速发电机线路,应检查屏蔽线是否接地,和接地是否正确。
5.5.3 电机总是全速运行。
(1)电机内煤粉或其它异物堵塞,涡流环和爪极卡住。
(2)轴承油干后咬死。
(3)调速和测速信号回路有故障。
5.5.4 转速在给定转速与最大转速间波动。
通常是测速发电机信号时通时不通造成。
5.5.5 给煤率在给定给煤率与最小给煤率之间波动。
通常是给定信号时通时不通造成。
5.5.6 最小给煤率时给煤率波动很打,给煤率大于50%时就正常。
通常是滑差电机爪极和涡流间时碰时不碰。
相关参考
用万用表检测微机项目及方法1、微机万用表检测的注意事项 在用万用表检测微机端子的电压和电阻时应注意以下几点事项: (1)在检测之前,应先检查汽车微机控制系统及其他电气系统各熔断器、熔断丝及有关的线束...
...制电缆绝缘低或中间接地将导致操作员画面信号测点显示故障变坏点。特别指出,开关量信号送DCS系统(和利时系统)过程中,如果中间信号电缆正负端均接地时DCS画面将显示该开关量信号为布尔量的“1“,这时有可能导致设...
...制电缆绝缘低或中间接地将导致操作员画面信号测点显示故障变坏点。特别指出,开关量信号送DCS系统(和利时系统)过程中,如果中间信号电缆正负端均接地时DCS画面将显示该开关量信号为布尔量的“1“,这时有可能导致设...
来源:热控圈热电偶常见故障排除方法热电偶因具有结构简单、动态响应快、测量精度高、测量范围广,可作远距离测量等特点,被广泛运用于工业生产和科研活动中,用来检测控制温度。热电偶在安装、工使用过程中难免会出...
来源:热控圈热电偶常见故障排除方法热电偶因具有结构简单、动态响应快、测量精度高、测量范围广,可作远距离测量等特点,被广泛运用于工业生产和科研活动中,用来检测控制温度。热电偶在安装、工使用过程中难免会出...
来源:热控圈热电偶常见故障排除方法热电偶因具有结构简单、动态响应快、测量精度高、测量范围广,可作远距离测量等特点,被广泛运用于工业生产和科研活动中,用来检测控制温度。热电偶在安装、工使用过程中难免会出...
来源:热控圈热电偶常见故障排除方法热电偶因具有结构简单、动态响应快、测量精度高、测量范围广,可作远距离测量等特点,被广泛运用于工业生产和科研活动中,用来检测控制温度。热电偶在安装、工使用过程中难免会出...
来源:热控圈热电偶常见故障排除方法热电偶因具有结构简单、动态响应快、测量精度高、测量范围广,可作远距离测量等特点,被广泛运用于工业生产和科研活动中,用来检测控制温度。热电偶在安装、工使用过程中难免会出...
来源:热控圈热电偶常见故障排除方法热电偶因具有结构简单、动态响应快、测量精度高、测量范围广,可作远距离测量等特点,被广泛运用于工业生产和科研活动中,用来检测控制温度。热电偶在安装、工使用过程中难免会出...
...障。大多数系统配备一次和二次谐波消除器,以保护PT。微机消谐(二次谐波消除)安装在PT的二次开口三角处。它由单片机和固态继电器控制。当系统检测到谐振时,可检测到17Hz、25Hz、50Hz和150Hz的谐波电压值,启动固态继电器...