微合金化钢的力学性能(综述(3):增材制造模具钢的孔隙率、裂纹和力学性能)
Posted
篇首语:人生在勤,不索何获本文由小常识网(cha138.com)小编为大家整理,主要介绍了微合金化钢的力学性能(综述(3):增材制造模具钢的孔隙率、裂纹和力学性能)相关的知识,希望对你有一定的参考价值。
微合金化钢的力学性能(综述(3):增材制造模具钢的孔隙率、裂纹和力学性能)
长三角G60激光联盟导读
本文为大家分享模具钢增材制造过程中气孔、裂纹和性能的方面的综述,本文为第三部分。
- 4.2.1 Properties of AM Co-Cr-W alloys
Co-Cr-W合金特别适用于需要高耐磨性、韧性和高温硬度的模具应用,其他模具材料,如常规碳化物或高速钢,不提供。由于本研究的重点是添加制造的刀具材料,在本节中,除了其他钴基合金外,由于添加制造的钨铬钴合金在AM工艺中普遍使用,因此对其性能进行了综述。钨铬钴合金主要用于工业部件(曲轴、轴和涡轮叶片)再制造的DLD工艺[48,134-138]。钨铬钴合金属于所谓的高温合金。
如上所述,它们是钴基合金,含有大量的铬(20%-30%(质量分数))、钨(4%-18%(质量分数))、钼和碳(0.25%-3%(质量分数))[139]。钨铬钴合金由于其可焊性、性能和粉末可用性,也被选择作为加工不锈钢的工具材料。这些合金在高温(高达5008℃)下具有优异的机械耐磨性,并表现出优异的耐腐蚀、冲蚀、磨损和耐磨损性能[140,141]。此外,钨铬钴合金在锻造和成形应用中表现出良好的抗滑动磨损性能[142,143]。它们代表了H13钢的一个很好的替代品,H13钢传统上用于制造模具[144]。由于其优异的成形性、可焊性以及良好的耐磨性和高温强度,钨铬钴合金还被用作轴承、泵密封、刀具和阀座的涂层[145,146]。
在下一节中,我们回顾了添加法制备钨铬钴合金的微观结构和力学性能方面最相关的研究。
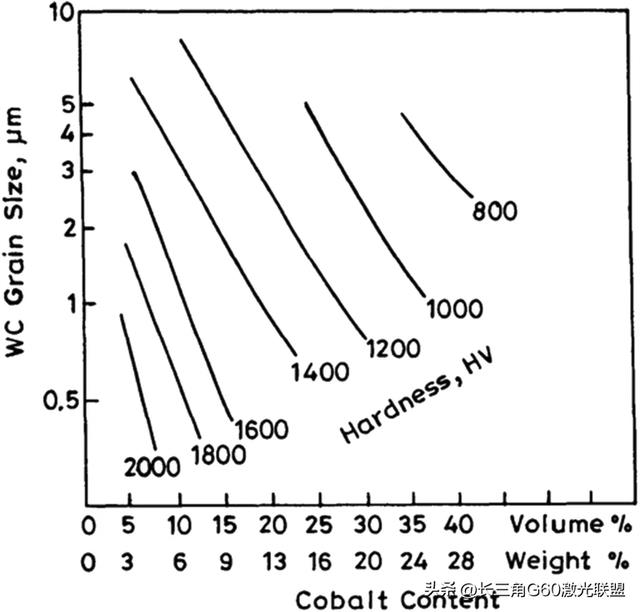
图 Relationship between WC-Co hardness and WC grain size and Co content
最近有许多关于钨铬钴合金激光熔覆AM的研究报道[147-150]。Sun等人[151]使用频率为40-60 Hz、固定脉冲长度为8 ms的脉冲激光器,通过激光熔覆在不锈钢衬底上沉积钨铬钴合金6。根据不同的工艺条件,在样品中测量了不同的硬度值。他们观察到,使用多轨道覆层可以避免裂纹的形成,因为后续轨道中的裂纹会重新熔化。Singh等人[152]也测试了相同的工艺,他们使用不同的能量密度值(在32-52 J=mm2范围内)对不锈钢基体进行了钨铬钴合金6激光熔覆实验。作者采用激光点4毫米,10毫米/秒的扫描速度,和30%的重叠连续扫描跟踪和观察到的最低能量密度测试,也就是说,J = 32平方毫米,导致更高的样品硬度,减少与能量密度的增加。
Yao等[139]通过在316不锈钢衬底上使用激光熔覆沉积材料,比较了钨铬钴合金21、钨铬钴合金22和钨铬钴合金728的性能。
钨铬钴合金22和钨铬钴合金21粉末具有相似的成分。钨铬钴合金728粉末的碳含量略高于钨铬钴合金21粉末的碳含量和铌含量。实验中,激光功率为1800 W,光斑尺寸为4 mm,能量密度为75 J=mm2,激光扫描速率为6 mm/s,送粉速率为13 g/min。
Yao等[139]通过实验发现,钨铬钴合金728具有最高的硬度。从耐磨性来看,钨铬钴合金22和钨铬钴合金728的耐磨性分别比钨铬钴合金21高出约2倍和3倍。Diaz等人[153]采用钨铬钴合金(具体来说,合金有6、12和21)和Triballoys采用激光熔覆修复Cr-Mo钢构件,最大激光功率为2200 W。
采用N2惰性气体作为保护气体和载粉气体。当使用钨铬钴合金时,他们注意到生成了树枝状显微组织,并且镀层既没有裂纹也没有孔隙。此外,他们还指出,通过对基体材料进行预热,可以增强无裂纹沉积。钨铬钴合金的AM也被应用于通过不同金属物质的组合生成功能梯度材料(FGMs)。Ding等[146]为了提高Stellite 3和Stellite 6激光熔覆样品的特性和性能,还进行了实验研究,将Stellite 3(70%)和Stellite 21(30%)混合在一起。他们将结果与钨铬钴合金3和钨铬钴合金6样品进行比较,发现在最佳工艺参数下,混合材料样品表现出更好的微观结构特征,且无开裂。因此,他们得出结论,这种材料的混合物可以用于增强硬度、耐磨性和激光加工方面的性能。
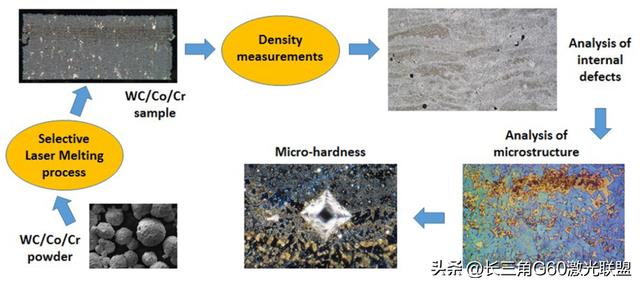
图 SLM WC-17 (wt%) Co samples
直接激光沉积技术也被用于制造Co-Cr-W合金。Traxel和Bandyopadhyay[154]比较了由LENS AM技术生产的钨铬钴合金6加工工具与商业上可用的工具的性能。他们观察到,AM钨铬钴合金工具的能力可以与商业上可用的工具相媲美。他们还发现激光重熔钨铬钴合金使表面硬度略有增加。
Moradi等人[143]的研究对象也是钨铬钴合金。在他们的工作中,作者研究了激光的聚焦位置和功率对添加法制备钨铬钴合金的几何尺寸、显微硬度、晶粒尺寸和组织的影响。使用的粉末粒径为10-36lm, DLD参数设置为:1 kW激光功率,最小光斑尺寸为0.2 mm,焦距为200 mm,瑞利长度为2 mm,在连续波中工作。在这些测试中,钴基钨铬钴合金沉积在DIN1.2714热加工工具钢基体上。
随着激光功率的增大,晶粒尺寸增大,当激光功率最高时晶粒尺寸为3.13 lm,当激光功率最低时晶粒尺寸为2.11lm。生成的样品的显微硬度呈相反的趋势。在最小晶粒尺寸的激光功率下,显微硬度值最高。值得注意的是,样品中心处的显微硬度高于沉积壁开始和结束处的显微硬度。Ren等[155]通过比较未处理样品和热处理样品在高温下的硬度和耐磨性,分析了热处理对添加制备的Stellite 12样品显微组织的影响。分析了固溶热处理、时效和两者结合的三种不同的热处理工艺。表2总结了测试过程中使用的工艺参数。
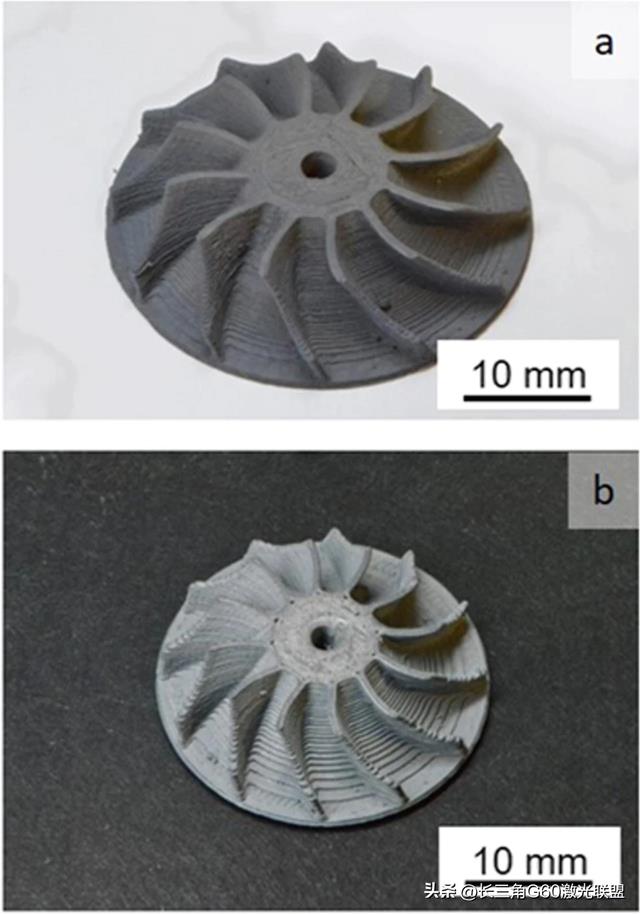
图 WC-10 Co hardmetal turbo rotor fabricated by FFF, a as printed, b sintered [64]
结果表明,老化后的试样硬度最高。但该类试样的耐磨性最差。他们指出,通过热处理可以提高耐磨性,固溶热处理和时效相结合的样品表现出最佳的耐磨性。
如上所述,钨铬钴合金的应用之一是锻模的修复和再制造。Foster等[144]在500 W激光功率,12 mm/s扫描速度,氩气作为载体和保护气体的情况下,利用DLD修复了钨铬钴合金21型H13模具。
在钨铬钴合金中,钨铬钴21含碳量最低。它在高温下具有较高的机械强度和良好的耐腐蚀性能,适用于锻造或热冲压模具和高压蒸汽、石油和石化工艺的阀件[139]。作者观察到,添加制备的钨铬钴合金21在耐磨性方面表现出更好的性能。此外,它还提供了良好的韧性、可加工性和可锻造性,适用于本研究所考虑的应用。还对利用DLD技术进行女性生殖器切割的可行性进行了测试。Muller等[156]结合316l不锈钢和钨铬钴合金6分析了DLD技术生成梯度切割样品的能力。在垂直于基板的方向建立材料梯度,扫描速度为900 mm/min,激光功率为256 W。使用这种材料组合和上述工艺可以生成无孔隙和无裂纹的FGM样品。
图 Microstructure of SLM WC-10Co4Cr hardmetal sample
4.2.2 Properties of AM W-C alloys
在W-C合金中,碳化钨钴(WC-Co)是最广泛应用于耐磨零件、刀具和模具的材料之一。当Co含量为5% ~ 25%(质量分数)时,WC-Co陶瓷具有优异的硬度、抗压强度、断裂韧性和横向断裂强度。此外,WC-Co还具有较高的耐磨性和耐腐蚀性。WCCo的传统生产方式有注射成型、挤出成型和粉末冶金。然而,这些过程是低效和昂贵的。在这种情况下,AM技术在生产率方面是传统工艺的优秀替代方案,并能够生成复杂的几何形状和内部冷却通道[157]。然而,WC-Co合金的AM极其复杂,主要原因是WC和Co的激光束波长的熔化温度和光吸收不同,以及WC的脆性,考虑到AM过程中的热循环,这是一个重要问题[158]。以下是关于WC-Co合金AM的相关文献综述。
大多数研究分析添加制造的W-C合金的特性都采用了L-PBF技术。Chen等[159]采用L-PBF AM技术生成块状硬质合金,他们观察到可以获得相对高密度的样品(大于96%)。他们详细分析了晶粒形貌对产生的微观组织的影响。在他们的实验中,作者使用了380-400 W范围内的激光功率,光斑大小为80lm。扫描速度也选择470 - 500mm /s,孵化空间和粉层厚度设置为60-75lm。
作者观察到球形颗粒由于其较高的表观密度而导致较高的密度。平行于激光束的横截面中,WC晶粒粗细相间,层状组织较为突出,而水平截面中则未见层状组织。无论组织的各向异性,获得的硬度在垂直和水平方向上都是相似的。Domashenkov等[160]比较了L-PBF制备的WC/Co12样品的微观结构和力学性能。他们研究的目的是分析初始晶粒尺寸对组织和力学性能的影响。研究发现,在熔池中,粗碳化物和细碳化物试样均发生偏析。用纳米相控粉制备的样品在显微硬度方面具有较高的均匀性。Uhlmann等[161]也比较了使用两种不同粉末在WC-Co的L-PBF中得到的结果。
本研究采用烧结粉末和预烧结粉末来分析L-PBF过程中的蒸发效应。作者指出,高能量密度会导致一个相干和封闭的熔池,从而导致高密度。然而,它也产生了碳化钨的脆化,从而使热致裂纹扩展。相比之下,低能量密度导致更高的孔隙度。Fortunato等[158]利用L-PBF产生WC-Co样品,激光功率为80 W,光斑直径为50lm,扫描速度为400 mm/s。AM处理后的样品进行HIP处理。他们表明,样品的密度随着能量密度的增加而增加,直到达到一定的能量密度(在这些实验中为375 J/mm3)。Ku等[162]对不同加工参数产生的L-PBF样品也得到了类似的结果。在他们的实验中,作者将激光功率从40到75 W,采用两种不同的扫描速度(75和150 m/s)和孵化空间(50和75lm),在一次试验中,层厚设置为30lm。在图15中,从本研究提取的数据中可以看出,能量密度的降低会导致生成的样本密度的降低。
在化学成分方面,本研究证实了Co作为粘结剂的重要性。Co的用量越大,元件的脆性越低。此外,低Co含量会导致多孔样品的产生。关于Co含量对所获得结果的影响,Khmyrov等人[163]研究了确保避免裂纹所需的WC/Co比值范围。在他们的实验中,激光功率从50 W到100 W,光斑直径为100lm,扫描速度从10到100 mm/s。
结果表明,在L-PBF工艺中,WC含量为25%(质量分数)的粉末混合物可以制备出无裂纹的样品。Li等人[164]采用相同的AM技术,制备了由80%(质量分数)球形碳化钨粉和20%(质量分数)气雾化NiAlCoCrCuFe高熵合金粉末组成的硬质合金样品。得到了优化的工艺参数,即激光功率为140 w,扫描速度为90 mm/s,舱口距离为115 lm,层厚为40 lm。由于硬质合金微观结构的非均匀性,产生的试样的硬度和韧性发生变化。此外,由于底板材料的扩散和高激光功率引起的元素蒸发,样品沿建筑方向观察到多种化学成分和微观结构。试样的硬度值和断裂韧性均沿建筑方向增加。Gu[165]使用L-PBF用两种不同的激光类型:co2激光器和光纤激光器生成w - ni -石墨样品。他们获得了高密度零件(高达96.3%),并观察到通过增加激光功率或降低扫描速度,WC晶体在样品的长度边和厚度都发生了粗化。
Fig.15 Density of L-PBF samples for different energy densities a energy density 16J/mm2 and density 95% and b energy density 13.33J/mm2 and density 91.8%[162](The figures are reused under the Creative Commons Attribution License.)
关于添加法制备有色合金力学性能的研究很少。关于这些合金通过L-PBF的AM, Yang等[157]对WC-Co硬金属的AM进行了综述,总结了文献中关于此类有色合金AM的主要结论。在其他特性中,他们分析了硬度和断裂韧性。对于添加法制备的有色合金的硬度,Yang等[157]提到使用L-PBF时,其合成硬度不均匀,样品的结构也不均匀。Cr的加入提高了WC- co的硬度,限制了WC晶粒的生长。根据他们的综述,提高WC- co样品特性的有效方法是将WC晶粒尺寸最小化。研究表明,小晶粒尺寸可以产生较高的硬度和耐磨性。然而,它也降低了韧性。在他们的研究中,得出的结论是,L-PBF样品具有更高的硬度,但韧性低于通过其他技术产生的样品,如BJ或熔丝制造。这是由于L-PBF过程中热量分布不均匀,导致Co蒸发和三元相变。这可以使样品在变硬的同时变脆。
对于DLD-ed W-C合金,Hutasoit等[142]分析了AISI 4130钢基体与激光熔覆钨铬钴合金6界面的组织和力学性能。钨铬钴合金晶粒尺寸为45-150lm,在沉积过程中采用550 w激光功率,光斑直径为3 mm。扫描速度设置为500 mm/min,送粉量为4 g/min,喷嘴倾斜60°。采用氩气作为保护气体。作者定义了两个不同的区域:稀释区,基材与涂层融化,具有相似的微观结构;热影响区,位于基材内,但具有不同的微观结构。他们观察到热影响区比稀释区有更低的弹性模量。表3总结了前几节中关于AM工装合金(108,111-117,122-125,127-133,139,143,144,151-155,158-161,164-166)的微观结构和力学性能的主要结论。
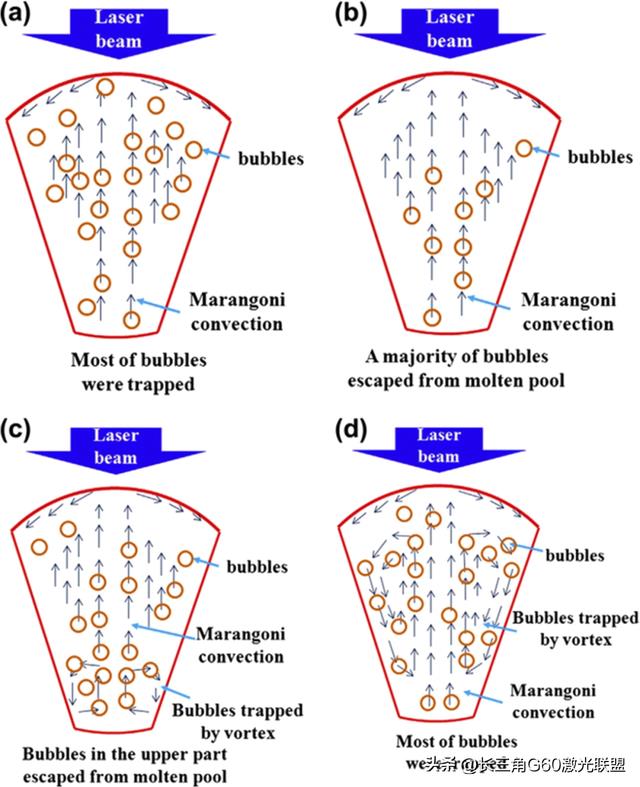
图 Bubbles movement in different LEDs (linear energy density): a LED = 15 kJ/m, b LED = 17.5 kJ/m, c LED = 20 kJ/m, and d LED = 22.5 kJ/m [68] (reproduced from [68], with permission from Elsevier, 2019)
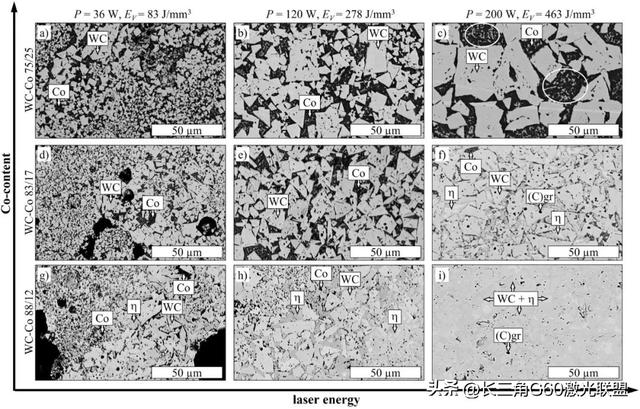
图 Microstructures (SEM/BSE) of samples generated at TPH = 800 °C from powders with different Co contents at low, medium, and high laser power (v = 120 mm/s, h = 120 μm).
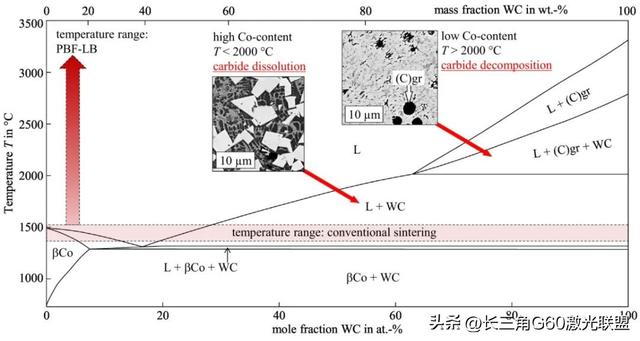
图 Quasi-binary WC-Co phase diagram according to REF
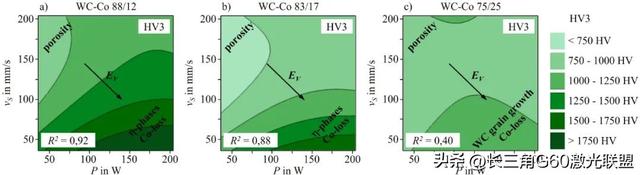
图 Contour plots – approximation of HV3 as a function of laser power P and scan velocity vS by means of second order regression models for WC-Co 88/12 (a), WC-Co 83/17 (b) and WC-Co 75/25 (c).
5 Conclusions
在本研究中,我们回顾和分析了有关刀具合金AM技术的相关文献。结合工业的需要,首先综述了刀具合金的性能和特点。介绍了模具工业中最常用的粉末床熔合、定向能沉积、BJ和材料挤压等方法。其次,分析了AM工艺制备的刀具合金的显微组织和力学性能。当考虑黑色金属(马氏体时效钢和H13合金钢)和有色金属(钨铬钴合金和WC-Co)合金时,特别强调了通常在模具工业中使用的材料。最后,分析了AM参数对样品密度、显微组织和力学性能的影响。
研究表明,利用AM可以很好地处理钢基模具合金,而且一些钢的性能优于常规生产的钢,如马氏体时效钢。然而,在某些情况下,如高碳钢牌号具有微裂纹和孔隙。从文献中可以看出,am制钢模具合金的显微组织主要是凝固和固相相变。
AM技术为生产具有复杂几何形状的刀具合金提供了诱人的优势。这些具有内部冷却通道的复杂形状允许更高的制造速度,因此,工艺生产率显著提高。然而,制造充分密集的高完整性的工具使用AM仍然是一个具有挑战性和迭代的过程。
研究表明,添加剂工艺参数对生成零件的微观组织有显著影响,因为在制造过程中产生的大量热量可能导致相变。根据能量密度,必须找到一个平衡,以获得在密度和硬度方面的零件的最佳结果。如上所示,AM零件的密度和硬度随着能量密度的增加而增加,直到某一点。过多的能量密度输入会导致密度降低,硬度降低。此外,层厚度对零件密度也有类似的影响,因为这种特性随着所采用的层厚度的增加而减小。值得注意的是,许多作者已经观察到,基体和粉末材料的预热对制造零件的性能有有利的影响。
通过本文的文献分析,可以发现增材制造的刀具合金的力学性能还没有得到深入的分析,特别是有色合金如Co-Cr-W和W-C的增材制造。考虑到这种合金在模具工业中的应用,很明显,这种分析必须在不久的将来解决,以便更好地在模具工业中应用AM。结果表明:高能激光/电子束辐照WC-Co会导致WC脱碳,形成W2C等碳化物,并可能导致Co的蒸发,从而对成品的性能产生不利影响。因此,需要进一步努力消除这一现象。
虽然它是一个很有前途的替代传统的制造工艺,模具合金的AM仍然提出了一些挑战,必须解决。一些问题,如零件的表面质量和孔隙率,是任何材料的增材制造的共同问题。这反过来又会影响构件的组织和力学性能。因此,必须对所采用的每种材料和添加剂工艺进行工艺参数优化,以确保最佳的效果。特别是,在刀具合金的增材制造中,人们观察到,由于产生大量热量,在过程中发生的相变是一个主要问题,它影响生成的部件的机械行为。
本文的回顾和分析表明,模具合金的加工技术还需要进一步研究,以便在模具行业和生产工厂中完全集成这些技术。为此,必须研究通过AM产生或修复的模具部件的冲击行为、疲劳寿命和故障。此外,为了提高工业在应用AM到他们的生产线的信心,有必要开发数值模型,以帮助理解过程的物理和优化参数,并获得所需的质量在构建的组件。考虑到增材制造可以给这个行业带来的好处,作者鼓励研究团体继续对这些问题进行调查。
本文完,长三角G60激光联盟秘书处期待着您的持续关注!
文章来源:
Bidare, P., Jiménez, A., Hassanin, H. et al. Porosity, cracks, and mechanical properties of additively manufactured tooling alloys: a review. Adv. Manuf. 10, 175–204 (2022). https://doi.org/10.1007/s40436-021-00365-y
参考资料:
Yang, Y., Zhang, C., Wang, D. et al. Additive manufacturing of WC-Co hardmetals: a review. Int J Adv Manuf Technol 108, 1653–1673 (2020). https://doi.org/10.1007/s00170-020-05389-5
Impact of cobalt content and grain growth inhibitors in laser-based powder bed fusion of WC-Co,International Journal of Refractory Metals and Hard Materials,Volume105,June 2022,105814,https://doi.org/10.1016/j.ijrmhm.2022.105814
长三角G60激光联盟陈长军转载
相关参考