影响液相生成的因素(德国帕德博恩,电阻点焊电极压入速率对液相金属脆化的影响)
Posted
篇首语:知识的价值不在于占有,而在于使用。本文由小常识网(cha138.com)小编为大家整理,主要介绍了影响液相生成的因素(德国帕德博恩,电阻点焊电极压入速率对液相金属脆化的影响)相关的知识,希望对你有一定的参考价值。
影响液相生成的因素(德国帕德博恩,电阻点焊电极压入速率对液相金属脆化的影响)
为了提高驾驶安全性并同时减少温室气体排放,汽车行业始终如一地实施轻量化结构概念,先进的高强钢具有优异的延伸率和抗拉强度,因此可以通过自身减重来契合轻量化政策。电阻点焊 是连接这类钢种的常用方法,但由于这些钢表面通常涂有防腐的镀锌层,因此在电阻点焊过程中,不当的工艺条件下可能会出现由液态金属脆化 (LME) 引发的裂纹。根据主要的边界条件,裂纹可能出现在点焊接头内的不同位置。 液态金属脆化形成的假设原因是液化锌涂层沿钢晶界的应力辅助渗透,这导致其随后的结构内聚力降低。如果裂纹的尺寸足够大,超过板材厚度的一半,将会对接头的性能有极大的影响。因此需要研究人员深入的了解这种裂纹形成的原因和影响因素。
相关研究论文The Influence of Electrode Indentation Rate on LME Formation during RSW发表在2022年Welding journal第7期上,论文撰写作者为德国帕德博恩材料与连接技术实验室教授C. BÖHNE,参与研究的单位还包括弗劳恩霍夫研究所、德国柏林工业大学。
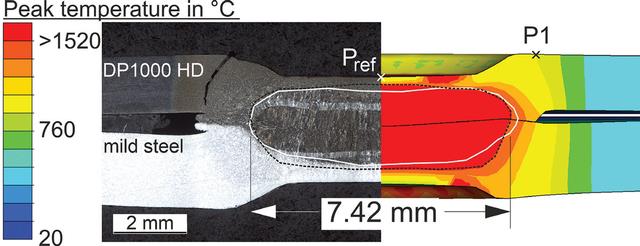
有限元模拟是计算电阻电焊过程中温度、应力和应变的有效方法。在之前的研究中,科研人员使用有限元对实际的焊接进行分析和比对,并计算出应力随时间的变化关系,以及相应的应变关系。有学者将液相金属脆化发生的温度范围描述为延性低谷,比如巴塔查里亚等人通过热拉伸试验确定双相 (DP) 1000 高延展性 (HD) 钢的延展性低谷为 700°C。从Zn-Fe 二元相图中的金属间 Zn-Fe 相的熔点来看,延性低谷的下限可能与高锌性有关。在锌蒸发温度下的各种材料热拉伸试验又会出现延性低谷的上限。这是由于热拉伸试验的速度相对较慢,这使得锌在试验过程中蒸发。相比之下,之前对电阻电焊过程的研究表明,可以在短时间内超过这个极限而不影响液相金属脆化的斜率,因此,其意义可以忽略不计。同样,热拉伸试验表明,应变速率对液相金属脆化的形成也有显著影响。为了偏离由热拉伸试验确定的延性低谷的下限,Wintjes等人根据元素锌熔化温度对液态金属脆化的激活区域进行了界定。
在实际电阻电焊过程中,材料的组合类型似乎从根本上影响裂纹的形成,以往的研究表明,如果焊接结构的板材厚度相差较大或者是由多层组成,这些都会导致液相金属脆化敏感性增加,究其原因主要有两个方面。一是随着总板厚的增加,需要将更多的能量引入接头;二是在异质组合中,由于高强钢具有较高的电阻率,熔核将会转移到高强钢位置。这两种效应都使得先进高强钢产生的热量增加,而这恰恰与形成的裂纹有关系。决定热输入的主要因素是焊接电流,它会在接近或高于飞溅极限的值处促进裂纹形成。其次,高的焊接电流与焊接时间过长的结合可能会使热输入最大化,从而有利于 液相金属脆化裂纹的形成。但以往的工作均是侧重于液相金属脆化缓解的工艺优化,并建议使用更大的工作平面电极。
电阻电焊时的液相金属脆化裂纹
本文基于先前的报道为出发点。通过微调实验边界条件,开展了新的研究,期望能够识别先前隐藏的应变率和电极压入速率的因果关系。电极压入速率容易测量,并可能与裂纹的发生相关。本文的工作在于补充前人关于液相金属脆化的裂纹形成影响因素,为液相金属脆化影响因素的量化做出贡献。
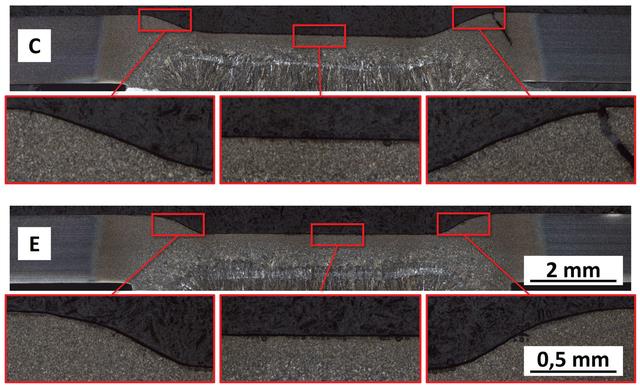
该论文研究了不同焊接电流和焊接时间对第三代先进高强钢在电阻电焊过冲中液相金属脆化开裂趋势的相互作用。液液相金属脆化表现为在焊接电流接近于溅射极限时点焊周围形成高穿透裂纹。液相金属脆化的开裂趋势与所研究焊接工艺的总热输入没有直接关系。为了确定 液相金属开裂趋势的可靠指标,在焊接过程中通过有限元模拟分析了裂纹起源处的局部应变率。虽然局部应变率与特定工艺的 液相金属开裂趋势显示出良好的相关性,但由于其不连续过程而难以解释。因此,基于焊接过程中电极位移的实验测量,提出了电极压入速率作为量化开裂倾向的描述性指标,综合试验研究和有限元计算,作者提出了平均电极压入速率值Velec 来量化材料的应变,并与观察到的液相金属脆化发生率显示出良好的相关性。
原文链接:https://doi.org/10.29391/2022.101.015
相关参考
点焊机压紧气缸(骏腾发:中频逆变点焊机的压力对焊接质量的影响)
在实际中频逆变点焊机时,调整好电极压力是点焊的中关键参数的一种,工件的性质调整好参数及压力,电极压力过大或过小都是会使焊点承载能力减少和分散性提升,特别是在对拉伸载荷危害更甚。当电极压力过小时,接触电...
...高,既要确保表层划痕小,又要确保点焊抗压强度,因此电阻焊中的交流焊机和储能技术点焊机都无法合乎铝板点焊的规定,骏腾发中频逆变点焊机恰好能够。2、镀锌板的点焊。因为表层有锌层,一般交流机要不无法穿透锌层...
点焊机点焊电流为多大(储能点焊机焊接电流和电极压力如何配合?苏州安嘉)
储能点焊机焊接电流和电极压力是影响焊接质量的关键因素。两者怎么配合可以更好的实现焊接,改善焊接质量?焊接电流大时,电极压力也应大一些;两个参数的适配准则是以不产生喷溅为临界条件,对于不同软、硬规范类型...
点焊机点焊电流为多大(储能点焊机焊接电流和电极压力如何配合?苏州安嘉)
储能点焊机焊接电流和电极压力是影响焊接质量的关键因素。两者怎么配合可以更好的实现焊接,改善焊接质量?焊接电流大时,电极压力也应大一些;两个参数的适配准则是以不产生喷溅为临界条件,对于不同软、硬规范类型...
点焊机怎样调节电流(储能点焊机焊接电流和电极压力如何配合?苏州安嘉)
储能点焊机焊接电流和电极压力是影响焊接质量的关键因素。两者怎么配合可以更好的实现焊接,改善焊接质量?焊接电流大时,电极压力也应大一些;两个参数的适配准则是以不产生喷溅为临界条件,对于不同软、硬规范类型...
点焊机怎样调节电流(储能点焊机焊接电流和电极压力如何配合?苏州安嘉)
储能点焊机焊接电流和电极压力是影响焊接质量的关键因素。两者怎么配合可以更好的实现焊接,改善焊接质量?焊接电流大时,电极压力也应大一些;两个参数的适配准则是以不产生喷溅为临界条件,对于不同软、硬规范类型...
...极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,并且不会伤及被焊工件的内部结...
热镀锌钢管用什么焊条焊接(骏腾发:在工厂中如何使用电阻焊焊好镀锌板)
...数适用范围小,这也是由于受电镀的类型、镀锌层厚度的影响所造成。点焊镀锌板时,持续点焊的点数变化很大,即使
热镀锌钢管用什么焊条焊接(骏腾发:在工厂中如何使用电阻焊焊好镀锌板)
...数适用范围小,这也是由于受电镀的类型、镀锌层厚度的影响所造成。点焊镀锌板时,持续点焊的点数变化很大,即使
电阻点焊机踏下脚踏板设备不启动伴电源指示灯不亮:查抄电源电压能否正常;查抄控制体系能否正常;查抄脚踏开关触点、交换打仗器触点、分头换挡开关能否打仗精良或烧损。开机LCD无显示:是否停止通电了,在通电的情况...