强力切削是采用什么的切削方法(普通机床加工零件,车削加工阶梯轴详细教程)
Posted
篇首语:天不生无用之人,地不长无名之草。本文由小常识网(cha138.com)小编为大家整理,主要介绍了强力切削是采用什么的切削方法(普通机床加工零件,车削加工阶梯轴详细教程)相关的知识,希望对你有一定的参考价值。
强力切削是采用什么的切削方法(普通机床加工零件,车削加工阶梯轴详细教程)
下载本文电子稿请私信回复“011”
一、知识讲解
(一)轴的车削加工方法
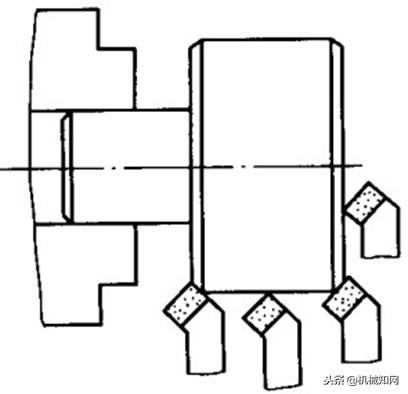
1. 端面车削
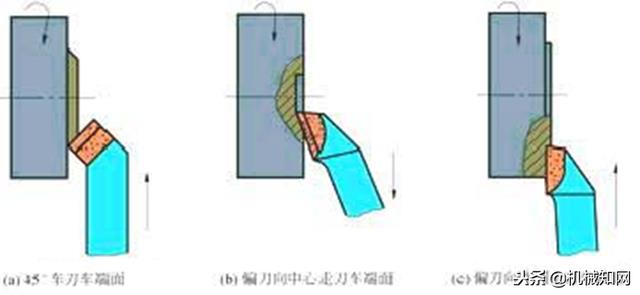
对工件的端面进行车削的方法叫车端面。常用端面车削时的几种情况如下图所示:
2.圆柱台阶车削
车台阶轴时,既要车外圆,又要车环形端面,因此既要保证达到外圆尺寸精度,又要保证台阶长度尺寸。

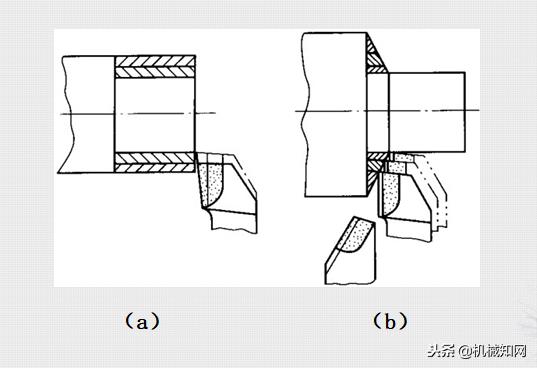
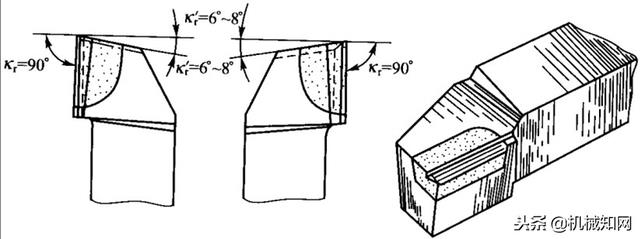
(1)车削相邻两个直径相差不大的台阶时,可用90°偏刀车外圆,利用车削外圆进给到所控制的台阶长度重点位置,自然得到台阶面。用这种方法车台阶时,车刀安装后的主偏角必须等于90°
(2)如果相邻两个台阶直径相差较大,就要用两把刀分几次车出。可先用一把<90°的刀粗车,然后用一把90°偏刀使安装后的=93°~95°分几次清根。清根时应该留够精车时外圆和端面的加工余量。精车外圆到台阶长度后,停止纵向进给,可根据进给手柄使车刀慢慢地均匀退出,把端面精车一刀。至此,一个台阶加工完毕。
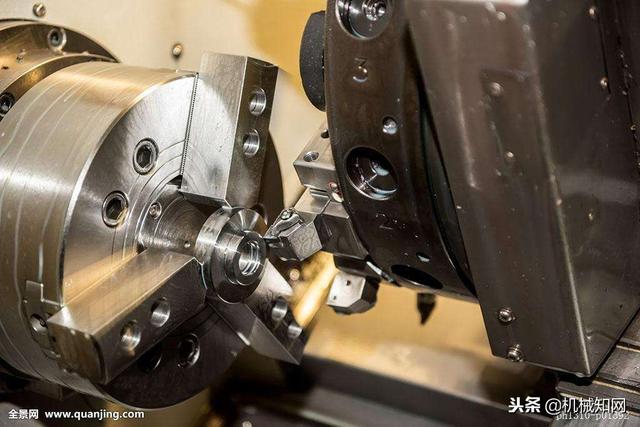
3.圆锥面车削
在车床上车削圆锥面的方法有很多种,最常用的方法是转动小滑板法。
3.圆锥面车削
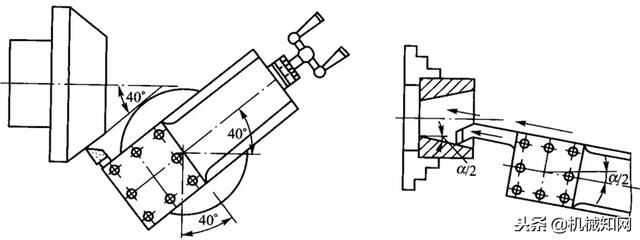
(1)小滑板转动角度原则
小滑板转动角度应是圆锥素线与车床主轴轴线夹角,即就是工件圆锥半角,使车刀进给轨迹与所要车削的圆锥素线平行即可。如果图样上没有注明圆锥半角,可计算得出。
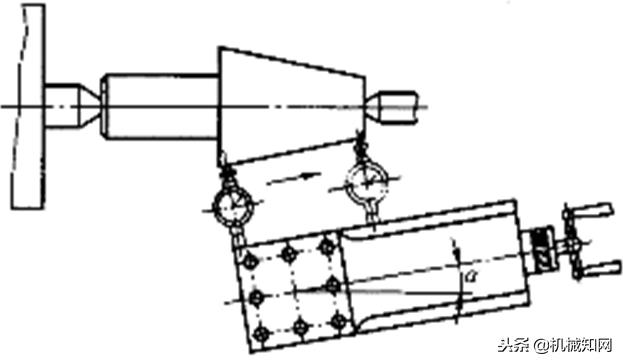
(2)找正小滑板角度方法
4.其它面加工
切槽时用切槽刀。切槽刀前为主切削刃,两侧为副切削刃。安装切槽刀,其主切削刃应平行于工件轴线,主刀刃与工件轴线同一高度。
切窄槽,主切削刃宽度等于槽宽,横向走刀一次将槽切出。切宽槽,主切削刃宽度小于槽宽,分几次横向走刀,切出槽宽;切出槽宽后,纵向走刀精车槽底,切完宽槽。
另外,切断与切槽的方法很相似。
(二)圆锥的基本参数
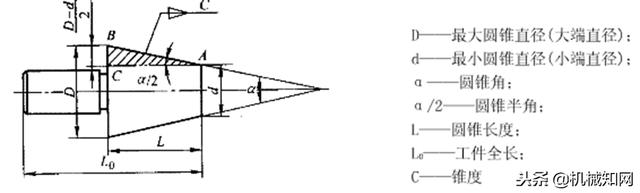
1.圆锥的四个基本参数
(1)最大圆锥直径(D)
(2)最小圆锥直径(d)
(3)圆锥长度(L)
(4)圆锥半角(α/2)和锥度(C)。
锥度是两个垂直圆锥轴线截面直径差与该两截面问的轴向距离之比,即C=(D—d)/L。
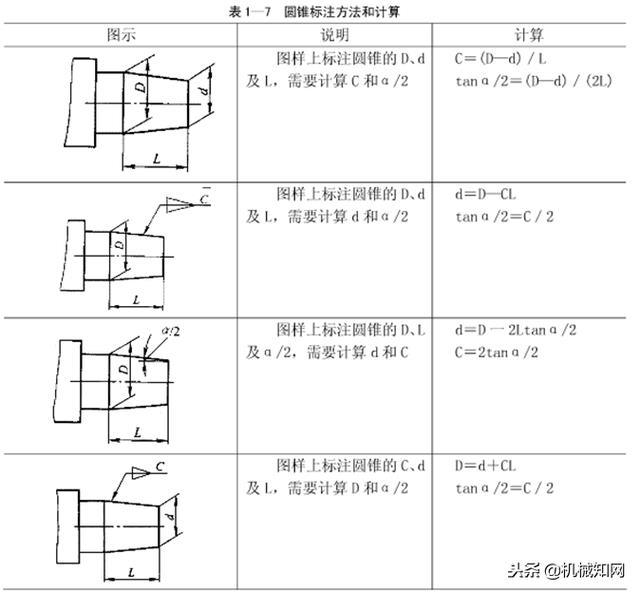
由于设计基准,测量方法等要求不同,在图样中圆锥的标注方法也不一致,根据圆锥的四个基本参数,只要知道任意三个参数,即可计算出其他一个位置参数。
2.标准圆锥
常用的标准工具圆锥有米制圆锥和莫氏圆锥两种。
(1)米制圆锥
米制圆锥共有8个号码,即4号、6号、80号、100号、120号、140号、160号、200号。它的号码是指圆锥的大端直径,锥度固定不变,即C=1:20.圆锥半角α/2=25度56分。
(2)莫氏圆锥
莫氏圆锥是机器制造业中应用得最广泛的一种,如车床主轴孔、顶尖、钻头柄部及铰刀柄部等都是用莫氏圆锥。莫氏圆锥分成7个号码即0、1、2、3、4、5、6,最小的0号最大的6号,每一型号公称直径大小分为9.015、12.065、17.78、23.825、31.267、44.399、63.318莫氏圆锥是从英制换算来的。
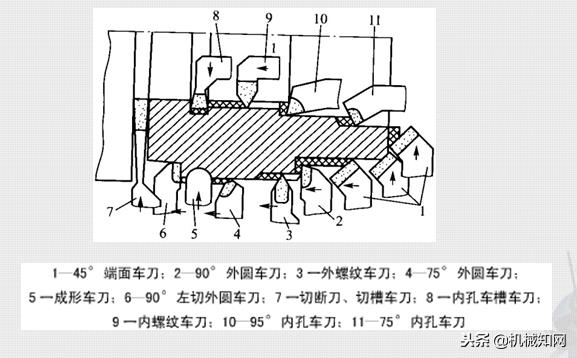
(三)车刀的类型
车刀按其用途不同,可分为外圆车刀,端面车刀,切断刀,内孔车、螺纹车刀和成形车刀等。
1.90°外圆车刀及其使用
90°车刀又称偏刀,按进给方向分右偏刀和左偏刀。
(a)右偏刀 (b)左偏刀 (c)右偏刀外形
(1)右偏刀一般采用来车削工件的外圆,端面和右向台阶,因为它的主偏角较大,车外圆时作用于工件半径方向的径向切削力较小,不易将工件顶弯。
(2)左偏刀一般用来车削左向价台和工件的外圆,也适用于车削直径较大和长度较短的工件的端面。
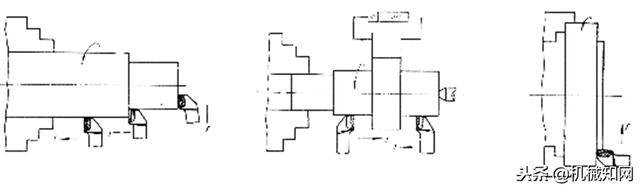
(a)用右偏刀车外圆、台阶和端面 (b)用左、右偏刀车台阶 (c)用左偏刀车平面
右偏刀也可用来车削平面,但因车削时用副刃切削,如果由工件外缘向中心进给,当切削深度较大时,切削力会使车刀扎入工件,而形成凹面,为防止产生凹面,可改由中心向外缘进给,用主切削刃切削,但切削深度较小,切削余量较大时也可用图c所示车削。
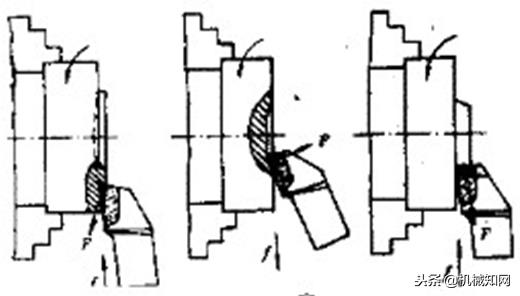
(a)向中心进给产生凹面(b)由中心向外进给(c)用端面车刀车平面
2.45°车刀及其使用
45°车刀由刀尖角为90°,所以刀头强度和散热条件都比90°车刀好,常用于车削工件的端面和进行45°倒角,也可用来车削长度较短的外圆。
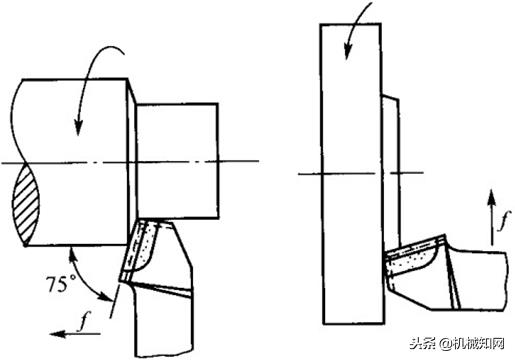
3.75°外圆车刀及其使用
75°车刀刀尖角大于90°,刀头强度好,较耐用,因此适用与粗车轴类工件的外圆以及强力切削铸铁、锻件等余量较大的工件,图a ;75°左车刀还可以用来车铸铁、锻件的大平面,图b。
(四)顶尖装夹工件
1.顶尖
顶尖的作用是定中心,承受工件的重量和切削力。顶尖分前后顶尖两类。
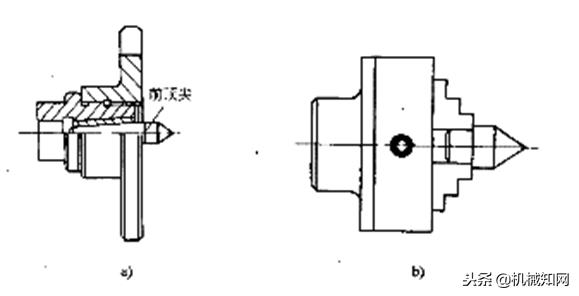
(1)前顶尖
摆在主轴孔内与主轴一起旋转的叫前顶尖如图1-25a所示。前顶尖随同工件一起转动。与中心孔无相对运动,不发生摩察。
有时为了准确和方便起见,也可以在三爪自定心卡盘上夹一段钢材,车60度顶尖来代替前顶尖。如图1-25b所示。
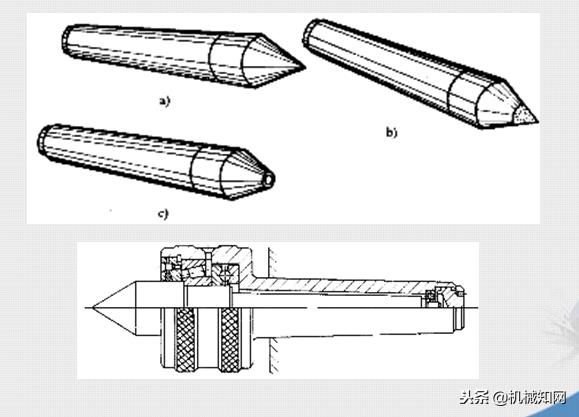
(2)后顶尖
插入车床尾座套筒内的叫后顶尖,后顶尖又分固定顶尖和回转顶尖。
固定顶尖的优点,定心正确刚性好,缺点是工件和顶尖是滑动摩擦,发热较大,过热时会把中心孔或顶尖烧坏,因此它适用与低速加工精度要求较高的工件。
为了避免后顶尖与工件中心空摩擦,常使用回转顶尖。
由于资料篇幅较长,需要下载全部文档请私信小编,回复“011”
相关参考
3、选择切削用量的原则与步骤。切削用量的选择受多种因素的影响,应综合来考虑,随切削条件(机床、刀具、夹具、工件材料与结构、工艺、切削液)的不同而不同。在选择时,应根据具体情况进行合理的组合,以达到优质、高...
数控机床有哪几种运行方式(数控车床加工的工艺与普通车床的加工工艺)
...成所有车削工序,因而应注意以下几个方面。1.合理选择切削用量对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的...
塑料注塑模的加工方法大致可以分为普通切削机床加工、特种加工、模具钳工加工三大类。使用普通机床或人工的传统方法很难加工形状复杂、精度高的动、定模零件或耗时很长、制造周期长的工件。16.1零件加工方法与精度注...
...完成所有车削工序,因而应注意以下几个方面。合理选择切削用量对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的...
...容易引偏而导致孔轴线歪斜;由于孔深,切屑不易排除,切削液难于有效地冷却到切削区域,且刀具在深孔内切削,刀具的磨损和刀体的损坏等情况都无法观察
...容易引偏而导致孔轴线歪斜;由于孔深,切屑不易排除,切削液难于有效地冷却到切削区域,且刀具在深孔内切削,刀具的磨损和刀体的损坏等情况都无法观察
数控加工过程中铣螺纹的应用(螺纹的数控切削工艺,干数控的你怎能不懂)
螺纹的切削工艺取决于所加工零件的结构和所采用的数控机床。一般来说,使用右刀刃加工右旋螺纹和使用左刀刃加工左旋螺纹,这样的优点是刀片的支撑最稳定,当然一般情况下,相反方式也能应用。以便尽可能避免刀面一侧...
机床导轨油和机油(十大加工类型如何正确选择切削液,行家必备技能)
对于不同切削加工类型,金属的切除特性是不一样的,较难的切削加工对切削液要求也较高。切削过程的难易程度,按从难到易的次序排列如下:内拉削-外拉削-攻丝-螺纹加工-滚齿-深孔钻-镗孔-用成形刀具切削螺纹-高速低进给...
...们一起来看看吧。一、加工效率 数控车床:转速高,切削力大,是普通车床的1.5倍以上。 普通车床:进给较慢,切削力相等,导轨宽度较窄。 二
切削自媒体技术交流平台行业:汽车/重工/航空/模具/3C/医疗等规模:超万人技术社群福利1:私信回复“技术”您将获得平台发送的《技术手册》免费-免费-免费福利2:私信回复“第一期”您将获得切削之家资料第一期1关注2私...