弯曲机折弯机(钣金件折弯的两种方法:模具折弯和折弯机折弯)
Posted
篇首语:追风赶月莫停留,平芜尽处是春山。本文由小常识网(cha138.com)小编为大家整理,主要介绍了弯曲机折弯机(钣金件折弯的两种方法:模具折弯和折弯机折弯)相关的知识,希望对你有一定的参考价值。
弯曲机折弯机(钣金件折弯的两种方法:模具折弯和折弯机折弯)

钣金的折弯,是指改变板材或板件角度的加工。如将板材弯成 V 形,U 形等。一般情况下,钣金折弯有两种方法:
一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;
另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。目前公司产品的折弯主要采用折弯机加工。
这两种折弯方式有各自的原理,特点以及适用性。
1.1.1 模具折弯:
对于年加工量在 5000 件以上,零件尺寸不是太大的结构件(一般情况为 300X300),一般考虑开冲压模具加工。
1.1.1.1 常用折弯模具
常用折弯模具,如图 1-1 所示:为了延长模具的寿命,零件设计时,尽可能采用圆角。
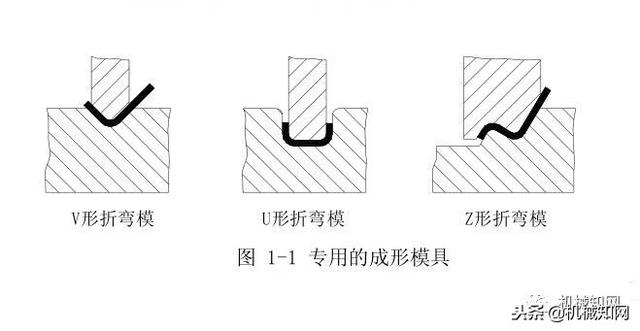
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度 L≥3t(包括壁厚)。
1.1.2 折弯机折弯
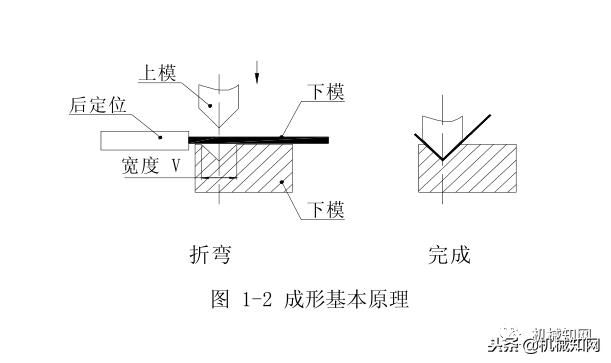
折弯机分普通折弯机和数控折弯机两种。精度要求较高,折弯形状不规则的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V 形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;
缺点:压力小,只能加工简单的成形,效率较低。
1.1.2.1 成形基本原理
成形基本原理如图 1-2 所示:
1) 折弯刀(上模)
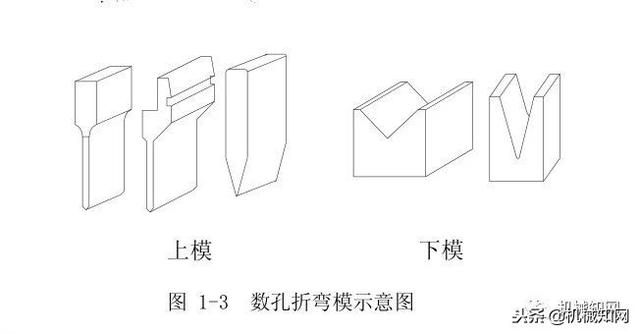
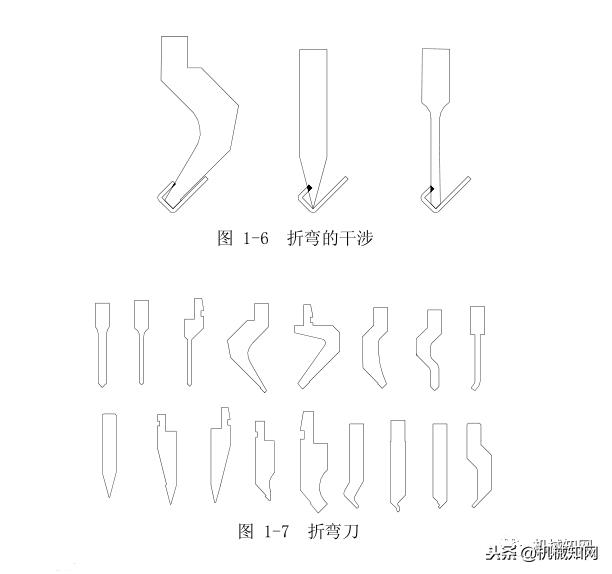
折弯刀的形式如图 1-3 所示,加工时主要是根据工件的形状需要选用;
2) 下模一般用 V=6t(t 为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。见图 1-3 左边为上模,右边为下模。
折弯加工顺序的基本原则:
1) 由内到外进行折弯;
2) 由小到大进行折弯;
3) 先折弯特殊形状,再折弯一般形状;
4) 前工序成型后对后继工序不产生影响或干涉。
目前的外协厂见到的折弯形式一般都是如图 1-4 所示。

1.1.2.2 折弯半径
钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
1.1.2.3 折弯回弹
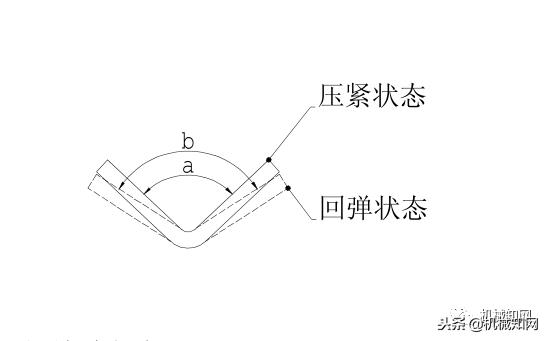
图 1-5 折弯回弹示意图
1)回弹角:Δα=b-a
式中
b——回弹后制件的实际角度;
a—模具的角度。
1.1.2.4 折弯时的干涉现象
对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉,如图 1-6 所示,黑色部分为干涉部分,这样就无法完成折弯,或者或者因为折弯干涉导致折弯变形。
1.1.2.5 一次压死边
一次压死边的方法:如图 1-8 所示,先用 30 度折弯刀将板材折成 30 度,再将折弯边压平。
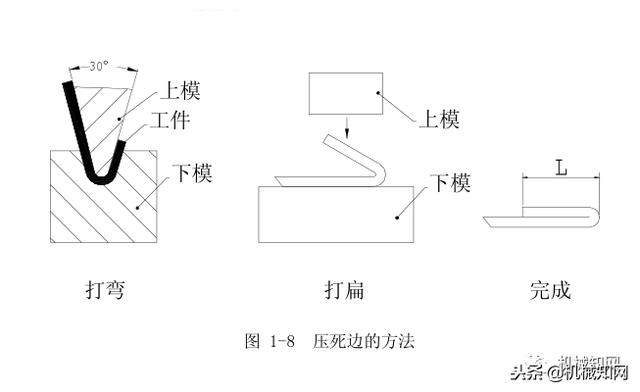
图中的最小折弯边尺寸 L 按照 1.3.2.2 中描述的一次折弯边的最小折弯边尺寸加 0.5t(t 为材料厚度)。压死边一般适用于板材为不锈钢、镀锌板、覆铝锌板等。电镀件不宜采用,因为压死边的地方会有夹酸液的现象。
1.1.2.6 180度折弯:
180 度折弯的方法:如图 1-9 所示,先用 30 度折弯刀将板才折成 30 度,再将折弯边压平,压平后抽出垫板。
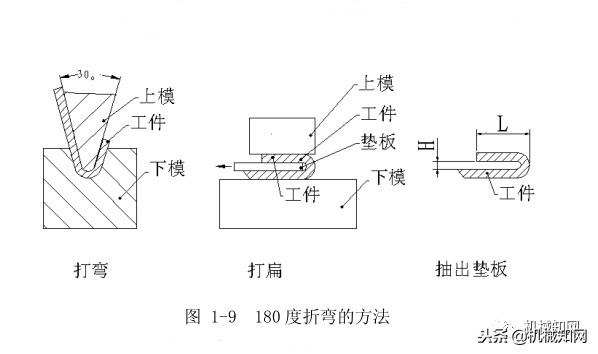
高度 H 应该选择常用的板材,如 0.5、0.8、1.0、1.2、1.5、2.0,一般这个高度不宜选择更高的尺寸。
1.1.2.7 三重折叠压死边:
如图 1-10 所示,先折形,再折死边。

相关参考
折弯机折弯力计算方法(图文并茂分享钣金件折弯与展开的计算,附公式)
板料在弯曲过程中外层到到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在高曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算高曲件展开长度的基准。1、中性层的...
...型。对钣金件进行成型加工的主要设备有冲床,油压机,折弯机等。这次小编主要介绍利用折弯机制作圆板钣金件的一些技巧。折弯机在制作钣金上具有反应速度快,用途范围广等特点,但是制作圆弧工件时也要更
...适用于弯制钢制零部件。2.设备与工具2.1设备:数控板料折弯机、机械压力折弯机2.2工具:游标卡尺(0-150mm),钢卷尺(3.5m),万能角度尺,内六角扳手3.工艺要求3.1板料弯曲时,应选择合适的弯曲半径,为减少弯曲力和弯曲变...
1.折弯设备的精度与零件的精度数控折弯机的定位精度分两方面,定位装置的前后移动精度±0.1,下模的上下移动精度也为±0.1(此误差影响折弯角的精度)。折弯零件的精度与工人的操作有较大关系,理论上每一道折弯都有可能...
折弯模具是钣金加工成形的主要工艺装备,随着工程机械、汽车、船舶、航空航天、电器仪表和建筑装潢等行业的发展,国内外钣金加工企业对钣金制品的成形精度、形状复杂度要求越来越高,同时对钣金件的表面质量要求越来...
折弯刀(直接学钣金折弯工艺超简单,细节加工展开计算汇总,经验都在这)
金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着上模或下模对板料的施压,板料与下模V型槽内表面逐渐靠紧。同时曲率半径和弯曲力臂也逐渐变...
钣金折弯机和折弯模具常见问题解答凡是熟悉钣金加工工程的人都知道折弯是钣金加工工程中比较难的,也是最需要技术的工程。(1)什么是钣金折弯?钣金折弯就是将金属板材通过压力设备和特制的模具,把平面的板料变为立体的加...
...艺方法无法成形或工件表面要求高的情况下采用;其二为折弯机大圆弧定
手动折弯机原理(钣金加工行业常用的一些机械设备的基础知识及经验)
钣金设备主要有折弯机、剪板机、激光切割机、刨槽机及数控冲床和各种辅助设备等组成折弯机:折弯机可以大致归纳为两种机型,一种是纽轴同步,一种是电液同步,其他小众机型如电动折弯机,还有下动折弯机。上述机械设...
折弯机模具主要用来安装在折弯机上,对各种钢板型材进行高精度角度折弯成型。广泛应用于冶金,电梯,铝合金,钣金加工等各种板材折弯需求行业。经过整体热处理的模具比普通模具具有更加持久的寿命模具的长度标准和分...