弯头和三通能直接焊接吗(管道焊接工艺,干货建议收藏)
Posted
篇首语:生活不是等待风暴过去,而是学会在雨中翩翩起舞。本文由小常识网(cha138.com)小编为大家整理,主要介绍了弯头和三通能直接焊接吗(管道焊接工艺,干货建议收藏)相关的知识,希望对你有一定的参考价值。
弯头和三通能直接焊接吗(管道焊接工艺,干货建议收藏)
一.钢材及焊接材料
1. 焊接前必须查明所焊材料的钢号,以便正确地选用相应的焊接材料和确定合适的焊接工艺和热处理工艺。
2. 钢材必须符合国家标准(或部颁标准、专业技术标准)、进口钢材符合该国国家标准或合同规定的技术标准。
3. 焊接材[焊条、焊丝、钨棒、氩气、氧气、乙炔气(电石)和焊剂]的质量符合国家标准(或相关标准)。
4. 钢材、焊条、焊丝等均应有制造厂的质量合格证。凡无质量合格证或对其质量有怀疑时,应按批号抽查试验。合格后方可使用。
5. 焊条、焊丝的选用,应根据母材的化学成分、机械性能和焊接接头的抗裂性、碳扩散、焊前预热、焊后热处理以及使用条件综合考虑。
5.1 同种钢材焊接时,焊条(焊丝)的选用,一般符合下列要求:
5.1. 焊缝金属性能和化学成分与母材相当。
5.2. 工艺性能良好。
5.2 异种钢材焊接时,焊条(焊丝)的选用,一般符合下列要求:
(1) 两侧之一为奥氏体不锈钢时,可选用含镍量较高的不锈钢焊条(焊丝)。
(2) 两侧钢材均为非奥氏体不锈钢时,可选用成分介于二者之间或合金含量低的一侧相配的焊条(焊丝)。
6. 钨极氩弧焊用的电极、宜采用铈钨棒,所用的氩气纯度不低于99.95%。
7. 氧-乙炔焊所用的氧气纯度应在98.5%以上。乙炔气纯度应符合GB6819-86《溶解乙炔》的规定。如以电厂制备乙炔气,电石应有出厂证明书,其质量可采用检查焊缝金属中的硫、磷含量(按被焊金属标准)的方法来确定;用于焊接的乙炔气,应进行过滤,未经检查或杂质含量超过标准的电石,不得用于受监部件的焊接。
8. 埋弧自动焊用的焊剂应符合有关标准技术要求。

二.焊前准备
1.焊口的位置应避开应力集中区且便于施焊及热处理,一般应符合下列要求:
1.1锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁以及支吊架边缘至少70mm,两个对接焊口间距离不得小于150mm。
1.2管道对接焊口、其中心线距离管子弯曲起点不得小于管子的外径,且不小于100mm(焊接、锻制、铸造成型管件外),距支吊架边缘至少50mm,两个对接焊口间距离不得小于管子的直径,且不得小于150mm。
1.3管接头和仪表插座一般不可设置在焊缝或热影响区内。
1.4筒体的对接焊口,其中心线距离封头弯曲起点不小于壁厚加15mm,且不小于25mm和不大于50mm。
1.5带有纵向焊缝的筒体和封头,相邻两纵向焊缝的距离应大于壁厚的3倍,且不小于100mm
1.6焊接管的管孔应尽量避免开在焊缝上,并避免管孔焊缝与相邻焊缝的热影响区相重合,如必须在焊缝上及附近开孔时,应满足以下条件:
(1)管孔两侧大于孔径且不大于60mm范围内的焊缝应按表8.0.3的要求,经无损探伤检验合格。
(2)孔边不在焊缝缺陷上。
(3)管接头需经焊后热处理消除应力。
1.7搭接焊缝的搭接尺寸应不小于5倍母材厚度,且不小于30mm。
2.管子、管道、压力容器和钢结构的坡口形式应按设计图纸规定加工,如无规定时,坡口的型式和尺寸应能保证焊接质量、填充金属量少,改善劳动条件、便于操作、减少焊接应力和变形,适应探伤要求等原则选用。
3.焊接下料与坡口加工按下列要求进行:
3.1焊件下料采用机械方法为宜,对淬硬倾向较大的合金钢材,公称直径<100mm的管子和公称直径>100mm、工作压力>3.9Mpa的汽水管道,尤应以机械方法加工。
3.2如用热加工法(如气割)下料,切口部分应留有加工余量,以除去淬硬层及过热金属。对淬硬倾向较大的合金钢材用热加工法下料后,切口部分应先进行退火处理再行加工。
3.3坡口的制备应以机械加工的方法进行,如使用火焰切割切制坡口,则应将割口表面的氧化物,溶渣急飞溅物按第5条的要求清理干净,并将不平处修理平整。
4.焊件经下料及坡口加工后按下列要求进行检查,合格后方可进行组对。
(1)淬硬性较大的钢材如使用火焰切割下料坡口,加工后要经表面探伤检验合格。
(2)坡口处母材无裂纹、重皮、坡口损伤及毛刺等缺陷。
(3)坡口加工尺寸符合图样要求。
(4)在第5条规定的清理范围内无裂纹、夹层等缺陷。
5.焊件在组装前应将焊口表面及附近母材内、外壁的油、漆、垢、锈等清理干净,直到发出金属光泽。清理范围规定如下:
(1)手工电弧焊对接焊口,每侧各为10~15mm
(2)埋弧焊接焊口:每侧各为20mm。
(3)角接接头焊口:焊角K值为+10mm
6.对接管口端面应与管子中心线垂直。其偏斜度△f不得超过以下规定:
(1)当φ≤60mm, △f≤0.5mm
(2)当60<φ≤159mm, △f≤1mm
(3)当159<φ≤219mm, △f≤1.5mm
(4)当φ>219mm, △f≤2mm
7.焊件对口时一般应做到内壁齐平,如有错口,其错口值应符合下列要求:
(1)对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm。
(2)对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。
8.不同厚度焊件对口时,其厚度差可按规定方法处理。
9.焊口的局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物。
10.焊条、焊丝和焊剂应存放于干燥、通风良好、温度大于5℃,且相对空气湿度小于60%的库房内。
焊条、焊剂使用前应按其说明书要求进行烘焙不得超过两次。焊丝使用前应清除锈垢和油污、至露出金属光泽。
焊接重要部件的焊条,使用时应装入温度保持在100~150℃的专用保温箱筒内,随用随取。
存放一年以上的焊条用于重要部件焊接时,如对其质量发生怀疑,应重新做出鉴定,符合要求后方准使用。
11.焊接组装时应将待焊工件垫置牢固,以防止在焊接和热处理过程中产生变形和附加应力。
12.除设计规定的冷拉口外,其余焊口应禁止用强力对口,更不允许利用热膨胀法对口,以防引起附加应力。
13.焊接场所应采取防风、防雨、防雪、防寒等措施。
14.焊接施工过程包括对口装配、施焊、热处理和检验等四个重要工序。本道工序符合要求后方准进行下道工序,否则禁止下道工序施工。
15.合格焊工在施焊锅炉受热面管前,应进行与实际条件相适应的模拟练习,并经折断面检查符合要求后方可正式焊接。
三.焊接工艺
1. 焊接时允许的最低环境温度如下:
碳素钢:-20℃。
低合金钢、普通低合金钢:-10℃。
中、高合金钢:0℃。
2. 各种钢材施焊前的预热温度推荐如表,并有如下规定:
2. 1 据焊接工艺评定提出预热要求。
2.2壁厚≥6mm的合金钢管子、管件(如弯头、三通等)和大厚度板件在负温下焊接时,预热温度可按表1的规定值提高20~50℃。
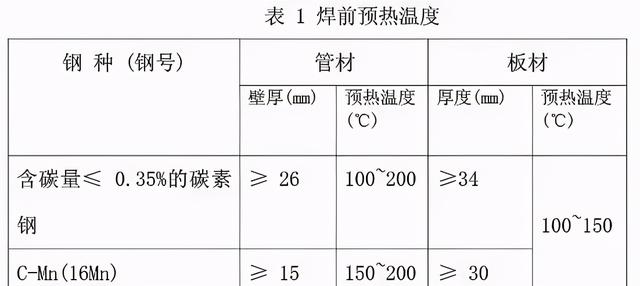
2.3壁厚<6mm的低合金钢管子及壁厚>15mm的碳素钢管在负温下焊接时亦应适当预热。
2.4异种钢焊接时,预热温度应按焊接性能较差或合金成分较高的一侧选择。
2.5接管座与主管焊接时,应以主管规定的预热温度为准。
2.6非承压件与承压件焊接时,预热温度应按承压件选择。
3. 预热宽度从对门中心开始,每侧不少于焊件厚度的三倍。厚度大于35毫米的焊接接头预热时的升温速度应符合第605条的规定。
4. 施焊过程中,层间温度应不低于规定的预热温度的下限,且不高于400℃。
5. 承压管道焊接时,为保证管道(或管子)内壁清洁和焊缝根层质量,所用的焊接方法应遵照下表的规定。
承压管道焊接方法的规定
部件名称 | 根部焊道 | 其它焊道 |
P≥10Mpa,δ≤6mm的锅炉受热面管子 | TIG | TIG/SMAW |
P≥10Mpa,δ≤6mm的管子及管件 | TIG | SMAW |
P≥4Mpa,t≤450℃的管道 | ||
再热蒸汽、热段管道及其旁路 | TIG | SMAW |
汽轮机、发电机的冷却、润滑系统管道及燃油管道 | TIG | TIG/SMAW |
其它管道 | TIG | SMAW |
6. 中、高合金钢(含铬量≥3%或合金总含量>5%)管子和管道焊口,为防止根层氧化或过烧,焊接时内壁应允氩气或混合气体保护。
7. 严禁在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不得焊接对口用卡具。
8. 管子焊接时,管内不得有穿堂内。
9. 点固焊时,除其焊接材料、焊接工艺、焊工和预热温度等应与正式施焊时机相同外,还应满足下列要求:
9.1在对口根部点固焊时,点固焊后应检查各个焊点质量,如有缺陷应立即清除,重新进行点焊。
9.2厚壁大径管若采用填加物方法点固,当去除临时点固物时,不应损伤母材,并将其列残留焊疤清除干净、打磨修整。
10. 采用钨氩弧焊打底的根层焊缝检查后,应及时进行次层焊缝的焊接,以防止产生裂纹。
多层多道焊缝焊接时,应逐层进行检查,经自检合格后,方可焊接次层,直至完成。
11. 厚壁大径管的焊接应采用多层多道焊,当壁厚大于35mm时,也应符合下列规定:
11.1氩弧焊打底的焊层厚度不小于3mm。
11.2其它焊道的单层厚度不大于所用焊条直径加2mm。
11.3单焊道摆动宽度不大于所用焊条直径的5倍。
12. 为减少焊接变形和接头缺陷,直径大于194mm的管子和锅炉密集排管(管子间距≤30mm)对接焊口宜采取二人对称焊。]
13. 钢结构的焊接应按作业指导书的规定进行。
14. 施焊中,应特别注意接头和收弧的质量,收弧时应将溶池填满,多层多道焊的接头应错开。
15. 施焊过程除工艺和检验上要求分次焊接外,应连续完成。若被迫中断时,应采取防止裂纹产生的措施(如后冷、缓冷、保温等)。再焊时,应仔细检查并确认无裂纹后,方可按照工艺要求继续施焊。
16. 公称直径大于或等于1000mm的管道或容器的对接焊口,应采取双面焊接,并应采取清根措施,以保证封底焊质量。清根后应按第405条要求将氧化物清除干净。
17. 对需做检验的隐蔽焊缝,应经检验合格后,方可进行其它工序。
18. 焊口焊完后应进行清理,经自检合格后在焊缝附近打上焊工本人的代号钢印,或永久性标记。
19. 对容易产生延迟裂纹的钢材,焊后应立即进行热处理,否则应作后热处理,其温度以300~350℃为宜,恒温时间不小于两小时。后热处理的加热范围与热处理要求相同。
20. 焊接接头有超过标准的缺陷时,可采取挖补方式补修。但同一位置上的挖补次数一般不得超过三次,中、高合金钢不得超过二次,并应遵守下列规定:
20.1彻底清除缺陷。
20.2补焊时,应制定具体的补焊措施并照工艺要求进行。
20.3需进行热处理的焊接接头,返修后应重做热处理。
21. 安装管道冷拉口所使用的加载工具,需待整个对口焊接和热处理完毕后方可卸载。
22. 不得对焊接接头进行加热校正。

相关参考
焊接三通方法图解(燃气管道自动焊机小型三通弯头直管焊接(氩弧打底,气保盖面))
燃气管道自动焊机燃气管道自动焊机*(弯头直管焊接)河北用户运用现场行业类型:燃气设备制造设备名称:卡盘悬臂式管道自动焊机焊接工艺配置:氩弧+气保,氩弧焊打底,气保焊填充盖面工件类型:短的直管,弯头,小三...
此篇适合初级新手学习基础,老手巩固知识;一张图就能真正明白工艺管道知识!5种管子,4类管件,法兰、垫片及螺栓,其实,就是这么简单!管子管子分类方法很多,按材质分类可分为金属管、非金属管和钢衬非金属复合管...
冲压对焊弯头的成本由原材料成本、压制成本、焊接成本和探伤成本组成,原材料的成本是一个重要的成本,但是目前冲压对焊弯头使用的是普通钢板,价格比较便宜,中间板比较好,生产的冲压对焊弯头厚度差小也比较好,所...
...准为ANSI/ASMEB16.11、、GB/T14383-2008。承插管件的品种包括45°弯头、90°弯头、三通、四通、45°斜三通、双承口管箍、单承口管箍、管帽、活接头、支管座等。其中,三通和四通有等径和异径之分;双承口管箍同样有等径和异径之分...
...准为ANSI/ASMEB16.11、、GB/T14383-2008。承插管件的品种包括45°弯头、90°弯头、三通、四通、45°斜三通、双承口管箍、单承口管箍、管帽、活接头、支管座等。其中,三通和四通有等径和异径之分;双承口管箍同样有等径和异径之分...
...准为ANSI/ASMEB16.11、、GB/T14383-2008。承插管件的品种包括45°弯头、90°弯头、三通、四通、45°斜三通、双承口管箍、单承口管箍、管帽、活接头、支管座等。其中,三通和四通有等径和异径之分;双承口管箍同样有等径和异径之分...
...准为ANSI/ASMEB16.11、、GB/T14383-2008。承插管件的品种包括45°弯头、90°弯头、三通、四通、45°斜三通、双承口管箍、单承口管箍、管帽、活接头、支管座等。其中,三通和四通有等径和异径之分;双承口管箍同样有等径和异径之分...
...设备的纽带。想要看懂化工管路,你得先了解四类管件:弯头、三通、短接管和异径管、法兰和盲板。今天我们就一一来了解一下。1.弯头弯头关键用于更改管道,可依据弯头弯折的水平不一样来归类,普遍的有90°、45°、180°、...
铸铁三通与管道的连接方式有:直接焊接(较常用)法兰连接、螺纹连接与承插连接等。管道安装中常用的管件,用于连接弯管外。铸铁三通材料包括铸铁、不锈钢、合金钢、可锻铸铁、碳钢等1、铸铁三通分类1、铸铁三通分类...
...准为ANSI/ASMEB16.11、、GB/T14383-2008。承插管件的品种包括45°弯头、90°弯头、三通、四通、45°斜三通、双承口管箍、单承口管箍、管帽、活接头、支管座等。其中,三通和四通有等径和异径之分;双承口管箍同样有