张力辊控制(1780 mm热轧卷取机踏步控制系统应用)
Posted
篇首语:弓背霞明剑照霜,秋风走马出咸阳。本文由小常识网(cha138.com)小编为大家整理,主要介绍了张力辊控制(1780 mm热轧卷取机踏步控制系统应用)相关的知识,希望对你有一定的参考价值。
张力辊控制(1780 mm热轧卷取机踏步控制系统应用)
摘 要:介绍了1 780 mm热轧不锈钢卷取机的机械构成,重点详述了助卷辊的工艺过程及踏步系统的控制原理、踏步 控制液压系统的构成,以及助卷辊跳跃量等因素,为工程调试、问题诊断提供参考。
福建1 780 mm热轧不锈钢轧制工艺设备由两座加热炉、粗除鳞、立辊轧机、粗轧机、热卷箱、飞剪、精除鳞、精轧机、层流冷却、双卷取等构成。半地下双卷取机位于热轧线末端,为最后一道成卷工艺,交替将精轧机轧后板带成卷外运或经运输链运输,所以卷取机卷取质量的好坏对带材的最终质量有较大影响,故卷取机的设计、控制显得尤为重要,且卷取机系统复杂,是集机械、液压、电器、控制、传动为一体的综合体,并且在高温、多水、氧化铁皮、冲击震动等恶劣环境下运行,影响因素较多。现场双卷取机如图 1 所示。
1 卷取机介绍
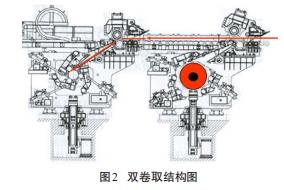
福建1 780 mm热轧双卷取如图2所示,该卷取机为三助卷辊全液压卷取机[1],该卷取机有机架装配、卷筒、活动支撑、助卷辊、卷筒传动、助卷辊传动、轨道装置、平台、配管和接近开关等检查装置组成。半地下卷取机每个助卷辊由交流电机(功率 P = 75 kW,转速 n =1 000 r/min)通过减速机、万向接轴传动。助卷辊的摆动由液压缸的推拉动作完成,设有自动踏步控制(AJC)功能。通过夹送辊液压控制系统中液压缸上的压力传感器,对带钢头部通过时压力波动进行监测以精确确定头部位置,进行助卷辊的踏步控制,防止头部擦伤或划痕,同时将带钢卷紧。设置于助卷辊控制液压缸中的线性位移传感器检测助卷辊的位置,以确定助卷辊精确位置数据。由于半地下卷取机的设备刚度对踏步控制和钢卷的形状有较大影响,所以卷取机的机架采用高刚性整体结构。
2 踏步控制系统(AJC)
传统卷取控制系统中,带钢头部在进入卷取机初卷(2~5卷)阶段,头部或头部凸起对助卷辊的碰撞冲击很大,辅助建张[2] 的助卷辊处于震荡跳动状态,造成卷取设备的整体震动,使卷取设备的使用寿命降低、 带材表面划伤,降低成品带钢的质量。福建1 780 mm 卷取机三助卷辊的控制充分利用电液伺服系统惯性小、响应快等优点,并通过踏步运动以避免带钢头部凸起对助卷设备的碰撞冲击。液压踏步控制系统在助卷辊控制系统中的应用,极大降低消除带钢头部凸起对助卷设备的冲击程度,较好实现了助卷辊对卷筒的位置、压力的交替控制,降低设备故障率,保证带材卷取质量。
2.1 踏步控制系统构成
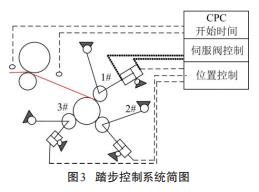
AJC控制系统构成原理如图3所示,安装在下夹送辊的脉冲发生器和安装在夹送辊出口上方的激光信号发生器,尤其是夹送张力辊液压缸上的压力传感器将带钢通过信号送入控制器,作为卷取控制基础数据,确定安装在助卷辊液压缸内的位置传感器以及电液伺服阀的输出动作,并同助卷辊液压缸两腔压力传感器,共同构成助卷辊位置控制和压力控制系统。
助卷辊液压系统回路如图4所示,由带伺服阀的主油路和左边电磁换向阀的辅助油路组成,前者为正常卷取时工作,而辅助油路主要在检修、事故状态下使用;主辅分离,利于保护主油路控制精度,防止事故、检修时主油路控制器受冲击,降低使用寿命;主油路中插装阀的使用尤为重要,使系统建立被压,确保液压缸动作平稳、响应快、防冲击,利于踏步精确控制;卷辊与卷筒间的辊缝及压力控制均通过伺服放大系统控制伺服阀从而驱动缸实现,相匹配的两腔压力传感器和位置传感器分别安装在伺服阀油路出口与液压缸内,整个液压伺服系统性能的好坏、控制精度,决定着卷筒与助卷辊间的辊缝及压力控制的质量。故本系统伺服阀采用MOOG D663伺服阀,其他液压 阀均采用力士乐产品,提高系统控制精度和可靠性。

2.2 踏步控制工艺过程
带钢完成第一圈卷取,由第二圈开始,当带钢头部凸起接近助卷器时,在原始辊缝设定值上增加一个固定值,助卷辊自动跳起,保证卷取带钢与助卷辊之间的辊缝大于带钢厚度,助卷辊控制由液压缸内位移传感器等组成的位置闭环控制,在带钢头部凸起安全通过助卷辊辊缝后,助卷辊控制立刻转为压力闭环控制,并按设定压力值压紧带钢,此时为压力闭环控制, 并记忆此刻位移传感器测量值,至下次带头凸起到来,在记忆值基础上增加一固定值再次跳起,或到带钢张力稳定建立时为止。三个助卷辊依次跳跃,目的是为了避免每圈带钢头部凸起碰撞助卷辊,防止擦 伤。首圈后,一助卷辊跳起的同时,其他两助卷辊则处于压力压靠状态下,依次跳跃,则有效防止带卷塌松、打滑现象的产生,其工艺动作过程如图5所示;具体跳跃次数根据板带厚度与实际生产需要而定,2.5 mm~4 mm厚钢带,至少跳跃3次,一般控制在10次以内。

采用踏步控制的助卷辊系统在等待状态下,通过液压缸内位置传感器构成的位置闭环使之与卷筒间扔保持有辊缝间隙δ,基于防止AJC控制发生故障,以免带钢被卡在卷取装置外,造成堆钢;其次是处于对带钢头部翘起不确定性的考虑。待钢状态下的辊缝设定值与被卷带钢厚度有关,通常1#助卷辊的辊缝约为 1.5 倍于带钢厚度,2#、3#助卷辊辊缝为带钢厚度值。
2.3 助卷辊弹跳量的分析
图6所示为踏步控制液压系统控制框图,助卷辊踏步控制中设定位移 xt 是助卷辊绕摆劈支点摆动的弧长转换为液压缸线性输出距离即踏步跳跃量。指令信号 xt 的输入执行,可通过液压缸内位移传感器反馈建立起位置闭环,增强踏步控制精度。
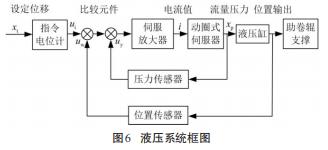
踏步跳跃量的精确控制取决于助卷辊与卷筒周圈上零位的间隙、以及辊径不等量磨损、转动支撑臂变形,转动轴承径向间隙等,都影响控制精度和控制效果。
3 结 语
热轧卷取踏步控制系统是当今先进的卷取自动化系统,对设备、检测元件要求较高;通过对热轧卷取机踏步电液伺服系统的构成和工艺控制过程的分析,对设备的安装调试、操作维护、检修改进等,以及在机械设备的设计改造方面提供参考。
更多精彩内容,尽在【云轧钢】公众号。
相关参考