异种钢焊接(异种钢角焊缝 出现裂纹的原因及对策)
Posted
篇首语:不戚戚于贫贱,不汲汲于富贵。本文由小常识网(cha138.com)小编为大家整理,主要介绍了异种钢焊接(异种钢角焊缝 出现裂纹的原因及对策)相关的知识,希望对你有一定的参考价值。
异种钢焊接(异种钢角焊缝 出现裂纹的原因及对策)

前 言
某公司熔炼车间炼前处理系统是锡精矿炼前脱砷、硫主要体系,是顶吹炉强化还原熔炼的原料供应保证。冷却窑是炼前处理系统主要设备之一,各种高砷、硫物料经 过680~700℃的高温焙烧,焙烧后的锡精矿需经冷却窑进行降温处理。因为高温、冷却、扭矩等各种因素并存,从而导致该窑异种钢焊缝经常出现裂纹,直至 锡精矿以细粒形式下漏外泄,由于焊缝被锡精矿以“杂质”形式污染,又掺杂在异种钢焊缝处,导致该焊缝的焊补异常困难,以至屡焊屡裂,给现场作业环境和车间 安全生产造成极大困扰。经过多年的跟踪调查和实践摸索,找到了一种能有效解决该焊缝焊接难的方法。
1 焊缝情况
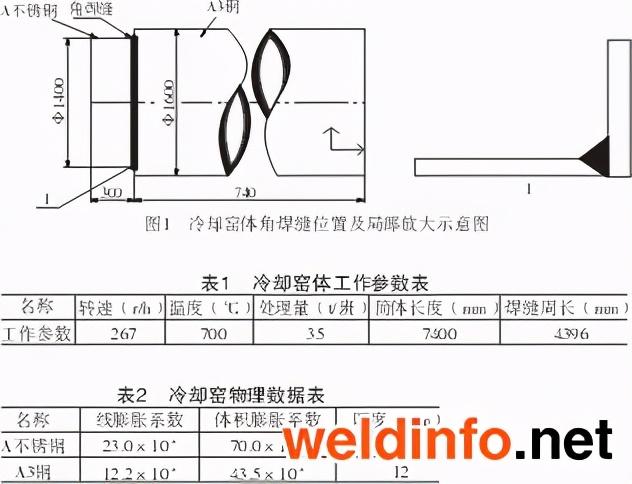
冷却窑从进口开始呈前细后粗的圆筒状,即前面一段长度300mm、直径1400mm型号为1Cr- 18Ni9Ti的奥氏体不锈钢(以下简称A)与后面一段长度7400mm,直径1600mm的普通A3(Q235)钢连接。焙烧物料通过窑内水循环系统从 700℃ 左右降至200℃左右,为物料的输送提供便利条件。因设备制造需要,冷却窑需要进行异种钢角焊接,但是受现场环境的影响,焊缝容易出现裂纹。冷却窑体角焊 缝位置及局部放大如图1所示。
2 焊缝裂纹产生的原因
2.1 焊缝自身影响
焊缝的致裂因素很多,包括:熔合比不合适导致热裂纹、两种材料的热导率和线膨胀系数差异太大导致的高应力状态、氢在两种金属中的溶解度不同导致的延迟裂 纹、在碳钢一侧其它金属元素渗入,导致的金属硬度增加,塑性降低产生裂纹、高温加热一段时间后,A不锈钢出现冲击韧度下降导致金属脆化而出现裂纹、角焊缝 的应力集中系数高,疲劳裂纹的可能性增大、焊缝缺陷特别是未焊透对A不锈钢的影响等。
这些致裂因素又可以归纳为3类:
(1)A+A3的异种钢焊缝材料不同,即物理特性不同导致的脆、硬、高应力而出现裂纹;
(2)焊接技术和条件(比如坡口状态)导致裂纹;
(3)焊缝所处工作环境导致的裂纹和再热裂纹等。
2.2 生产环境影响
焊缝所处工作环境和设备本身的位置较为特殊,其“生存”环境异常恶劣,“任务”异常繁重。冷却窑体运行参数及自身材料情况如表1、表2所示。
从表中数据可以看出,窑体本身就是一个应力悬殊的运动体,因此焊缝的坡口制备对应力的影响十分明显。
角焊缝的应力集中度是所有焊缝中最大的, 采用合理的坡口制备,焊缝采用圆滑过渡形式, 对厚件削薄处理等都可以降低应力集中度。而对接焊缝是所有接头中应力集中度最小的。如果是大件配小件,厚件配薄件、制备不合理时, 应力集中度更高,应力损伤加大,在原焊缝上堆积焊条越密集、应力越大,对焊缝产生的影响越大。据资料证明,焊缝根部保证完全熔化, 能使角焊缝的疲劳强度提高3~13倍,对低碳合金钢的效果更加显著。
2.3 焊缝位置影响
焊缝原来的位置在750mm处,长期困扰的焊缝裂纹(当时裂纹可以达到30mm的宽度)反馈到制造商,制造商对新窑进行了工艺改进,把焊缝改到距入口处300mm的地方,明显延长了该焊缝的使用寿命。
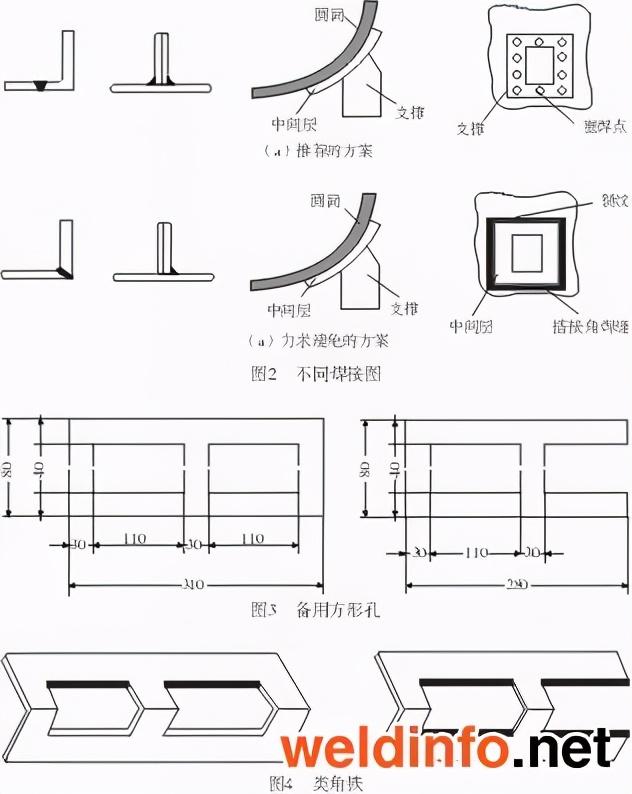
如图2的不同设计方案比较,焊缝所处位置不同,效果大不同,所以合理的焊接接头位置决定焊缝的使用寿命。
2.4 焊接技术影响
角焊异种钢要开深坡口,力求将焊接缺陷降到最低,据资料表明,应力影响的大小与缺陷的种类、尺寸、方向和位置有关。片状缺陷(如裂纹、未熔合、未焊透)比 圆角的缺陷(如气孔等)影响大。随着未焊透的增加,疲劳强度迅速下降,并且以1Cr18Ni9Ti奥氏体不锈钢的下降幅度为最大。
3 对应措施
根据异种钢角焊缝的组织、物理特性,有多种方法可以使内应力消减,如:焊缝获得双相组织;采用隔离层焊接;加热减应力法;减稀释率;增加焊缝过渡区的圆滑过渡。
另外,还有“焊缝四要求”可以有效消减应力,即:①规避与角焊缝各种不相适宜的形状,如焊脚尺寸不宜过大;②结构细节应简洁;③减少结构拘束度;④焊缝布置尽量分散等。
焊接步骤及措施:
①焊条选用;②坡口制备;③提高焊接操作技能和责任心;④对焊缝进行改善性焊接。
3.1 焊条选用
选用A302焊条,因为该焊条能使焊缝金属呈现双相组织(双相组织能提高焊缝韧性,减少应力),克服裂纹的再次出现。
3.2 坡口制作
使用等离子切割焰对已裂原焊缝进行深度“刮割”。“刮割”手法是应用等离子切割弧外焰对焊缝以一层一层剥刮的手法剔除原焊脚和开坡口,坡口开成V型,最大 限度剔除“杂质”即锡精矿等附着物,有利于找到裂纹源,这一环节非常重要,操作时可以采用立焊位置从上往下剥刮,只要焊工让开下坠铁水避免灼伤,这种方法 效率比较高。
3.3 提高焊接操作技能和责任心
由于焊缝本身开裂处外表严重程度不明显, 所以不开坡口直接焊接,最基本的焊接目的也不能达到,提高和加强个人操作技能及责任心, 了解坡口制备合理性是解决焊缝缺陷的关键,无论制作新窑,还是后续焊缝的焊补,开坡口熔透焊都是解决裂纹焊缝的基础。
3.4 焊缝改善性焊接
制备改善性物件,即类角铁是杜绝焊缝继续开裂的关键,该物件不仅代替简单加强筋,避免高应力的再现,而且符合这段焊缝四要求, 能使焊缝平滑过渡,使焊脚尺寸不至于过大,使结构合理简洁,使焊缝布置尽量分散,相连间隔大,截面不易突然变化和发生三向应力,达到操作简单、经济适用、 效果良好的目的。
3.4.1 备料
选厚度4mm的A3钢板,切割裁成若干规格310mm×80mm;290mm×80mm的条子,中间开两个110mm×40mm的等距间隔的方形孔备用, 如图3所示。再把两种条子都用氧乙炔火焰加工成角铁状,如图4所示。这个类角铁是应力转移块,角焊缝的应力集中度被类角铁的使用减少了,代替了原来三角筋 容易使母材产生新的角焊裂纹,而类角铁的板厚有4mm,既使焊缝平滑过渡,同时也起到把加固焊缝的力的方向引向焊缝。
3.4.2 试验情况
(1)焊缝受力方向试验
选δ1.2mm的A3钢板两块,规格分别是300mm ×100mm的底板;260mm×80mm、方孔是100mm ×40mm的格子板(这个是类角铁的雏形)。用结422、Φ2.5焊条,电流为80A,把格子板平铺在底板上点固焊好后,沿内孔两长边满焊,不焊短边,焊 缝位置如图5所示,待冷却后再检测。焊接后类角铁受力及效果如图6所示。
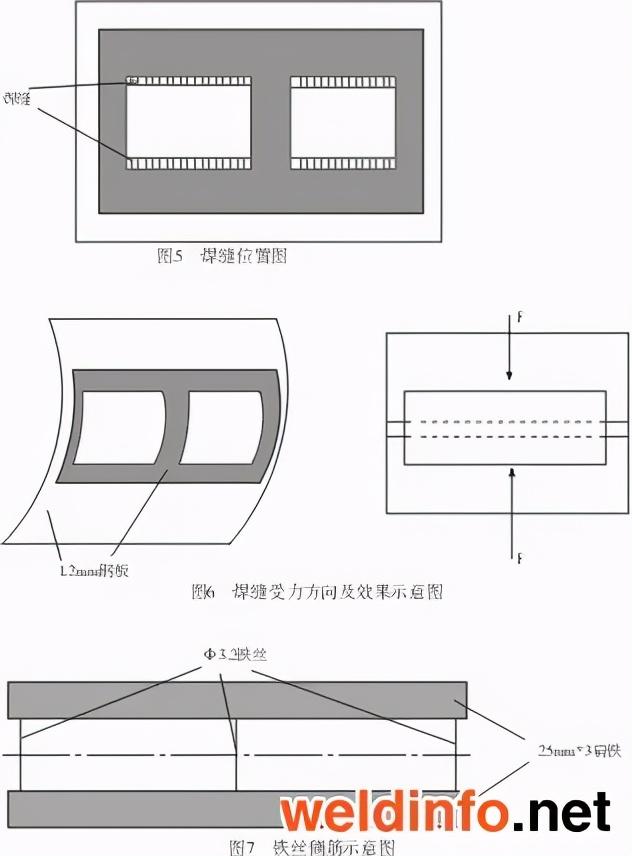
从图中可以看出,受力点转移至焊缝中心, 即焊缝拉力使薄板材料受力向焊缝中心区集中, 说明这种焊法起到巩固焊缝的作用。
(2)再把两种条子都用氧乙炔火焰加工成角铁状,如图4所示。这个类角铁是应力转移块, 角焊缝的应力集中度被类角铁的使用减少了,代替了原来三角筋容易使母材产生新的角焊裂纹,而类角铁的板厚有4mm,既使焊缝平滑过渡,同时也起到把加固焊 缝的力的方向引向焊缝。
3.4.3 试验情况
(1)焊缝受力方向试验
选δ1.2mm的A3钢板两块,规格分别是300mm ×100mm的底板;260mm×80mm、方孔是100mm ×40mm的格子板(这个是类角铁的雏形)。用结422、Φ2.5mm焊条,电流为80A,把格子板平铺在底板上点固焊好后,沿内孔两长边满焊, 不焊短边,焊缝位置如图5所示,待冷却后再检测。焊接后类角铁受力及效果如图6所示。
从图中可以看出,受力点转移至焊缝中心, 即焊缝拉力使薄板材料受力向焊缝中心区集中, 说明这种焊法起到巩固焊缝的作用。
(2)侧筋受力强度试验
选δ12mmA3钢板,规格300mm×100mm一块;选3mm×25mm的A3钢扁铁,规格300mm长的两条,用Φ3.2mm铁丝与扁铁做成格子 板,如图7所示,把格子板平放在δ12mmA3钢板上,选用Φ3.2mm、结422焊条、电流110A,沿格子板内沿长边满焊(不焊铁丝短边),待冷却后 检测。
试验显示两条扁铁外沿有起挠角度,三根Φ3.2mm铁丝有变形,剪开铁丝中部发现,铁丝继续往中间挤挠,即两道焊缝的应力致使扁铁发生向中心挤压的拉力, 也证明格子板的侧筋的使用,足够抵御内向拉力的强度,使整个格子板起到一个改善焊缝的平衡体,不致出现新的裂纹。
从以上两个试验可以看出,类角铁的侧筋跟正面板材要达到一定的宽度,可以形成一个新的焊缝平衡体,不增加新的应力,有效的保护焊缝,如图7所示。
3.5 具体实施
3.5.1 实施过程
选用焊条A302,开合理V型坡口,遵循类角铁的焊接顺序。电流调到85~90A的较小区域,采用断弧立焊方式,不横向运条,敷焊一层过渡金属在A3钢的 坡面上,以减小焊缝的稀释率, 使焊缝尽可能呈A+F(F是铁素体)的双相组织(双相组织可以减少裂纹的发生),两道即可敷盖完毕。此时换A132不锈钢焊条(A132焊条是A不锈钢的 指定焊条,来源广,比较经济), 小电流(85A)在立焊面以连续焊方式填完焊缝,一般三层即可填满。
3.5.2 操作要领
(1)在开坡口时,考虑操作性,应把裂纹面转到立焊位置,把V型坡口开成如图8所示形状,以利焊条深入。
(2)焊缝应认真填充,特别是熔敷过渡金属时,最底部的熔透是关键,既不能大电流,又要焊透,只能采取断弧立焊法,并且后面熔池只是敷盖前面熔池1/3处,如图9所示,温度不会太高, 药皮容易脱落,稀释率也不会超标(<40%)。
(3)焊缝是纯手工操作,全过程因人员技能差异,不能标准化作业,焊接缺陷是不可避免的,这些缺陷都会成为下次的裂纹源,所以制备防裂防应力集中的类角铁以巩固焊缝的完备。
(4)选窑体立焊面,把前面备好的类角铁点固焊在已补焊缝正上方,再用氧乙炔火焰加热锤贴在焊缝外围。完全点固焊牢类角铁后,分别以立焊位置焊长窑体这边 类角铁的内侧长边;以平焊位(即窑顶)焊短窑体类角铁内侧长边,在焊时可以与补焊的焊缝连接,这样的焊法可以采用连续焊,以提高焊接速度,达到经济合理, 焊缝简洁的效果。这个连续焊焊缝与原焊缝连接,横向运条到类角铁长边内沿,两层即可完毕,如图10所示。
相关参考
现有不同材质的高压不绣钢管需要焊接,规格为Φ60mm×8mm,其焊接的工艺如下:1.焊接性分析通过这两种材料的Cr当量和Ni当量计算(见图1)。可以知道,这两种材料的组织和焊缝金属的金相组织:30Cr13组织为奥氏体(A)+马氏体(M);06Cr18Ni1...
问题:1.“安全第一”,指在生产经营活动中,要始终把财产安全放在首要位置。错误问题:2.焊条电弧焊是利用电弧放电所产生的热量将焊条和工件熔化,焊条与工件互相熔合、二次冶金后冷凝形成焊缝,从而获得焊接接头。正确问题:3...
异种金属焊接的主要问题(干货丨不锈钢焊接中可能会出现的问题及解决办法)
1.什么是不锈钢和不锈耐酸钢?答:金属材料中主加元素“铬”含量(还需加入镍、钼等其它元素)能使钢处于钝化状态、具有不锈特性的钢叫不锈钢。耐酸钢则是指在酸、碱、盐等强腐蚀介质中耐蚀的钢。2.奥氏体不锈钢焊接...
异种金属焊接存在的问题异种金属焊接所存在的一些固有问题阻碍了它的发展,如异种金属熔合区的构成和性能,异种金属焊接结构的破坏多半发生在熔合区,由于靠近熔合区各段上焊缝结晶特点不同,又易形成性能不好的、成...
异种金属焊接存在的问题异种金属焊接所存在的一些固有问题阻碍了它的发展,如异种金属熔合区的构成和性能,异种金属焊接结构的破坏多半发生在熔合区,由于靠近熔合区各段上焊缝结晶特点不同,又易形成性能不好的、成...
...技术的不断发展,新材料、新工艺和新设备的不断出现。异种金属的连接受到了各行各业的广泛关注。而焊接作为材料连接的主要方法之一,在异种金属的连接过程中起到举足轻重的作用。通过焊接的方法简单、快捷的把的不同...
...技术的不断发展,新材料、新工艺和新设备的不断出现。异种金属的连接受到了各行各业的广泛关注。而焊接作为材料连接的主要方法之一,在异种金属的连接过程中起到举足轻重的作用。通过焊接的方法简单、快捷的把的不同...
...技术的不断发展,新材料、新工艺和新设备的不断出现。异种金属的连接受到了各行各业的广泛关注。而焊接作为材料连接的主要方法之一,在异种金属的连接过程中起到举足轻重的作用。通过焊接的方法简单、快捷的把的不同...
无锡金属盐雾测试(电动汽车电池用钢-铜、钢-铝、铝-铜异种激光焊接的研究进展(2))
...联盟导读据悉,本文综述了钢-铜、钢-铝、铝-铜和钢-镍异种激光焊接的基本困难和最新进展,以及电动汽车电池组制造中的一些潜在接头组合。本文为第二部分。3、钢-铝铝和钢激光焊接过程中的基本挑战是形成脆性金属间化合...
扬州熔深显微镜(电动汽车电池用钢-铜、钢-铝、铝-铜异种激光焊接的研究进展(1))
...联盟导读据悉,本文综述了钢-铜、钢-铝、铝-铜和钢-镍异种激光焊接的基本困难和最新进展,以及电动汽车电池组制造中的一些潜在接头组合。本文为第一部分。摘要电动汽车电池系统是由不同材料制成的复杂组件,其中电池...