开卷线(冲压工艺特点及工序简介)
Posted
篇首语:做好自己,不为别人的欣赏而存在,却为着自己的特色而活着。本文由小常识网(cha138.com)小编为大家整理,主要介绍了开卷线(冲压工艺特点及工序简介)相关的知识,希望对你有一定的参考价值。
开卷线(冲压工艺特点及工序简介)
汽车的车身、底盘、油箱、散热器片,容器的壳体,电机、电器的铁芯硅钢片等都需要冲压加工。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
1.冲压工序
冲压工序可分为四个基本工序:
冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线弯成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
精冲:冲制精度较高的产品,对于尺寸、表面光亮带要求高的产品,通过精冲模具达到图纸要求的工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压件形状的冲压工序(包括翻边、胀形、校平和整形工序等)。
2、冲压工艺特点
编辑 播报
(1)冲压是一种高生产效率、低材料消耗的加工方法。冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
(2)操作工艺方便,不需要操作者有较高水平的技艺。
(3)冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度。
(4)冲压件有较好的互换性。冲压加工稳定性较好,同一批冲压件.可相互交换使用,不影响装配和产品性能。
(5)由于冲压件用板材作材料,它的表面质量较好,为后续表面处理工序(如电镀、喷漆)提供了方便条件。
(6)冲压加工能获得强度高、刚度大而重量轻的零件。
(7)用模具批量生产的冲压件成本低廉。
(8)冲压能制造出其它金属加工方法难以加工出的形状复杂的零件。
3、冲压工序简介
冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件(冲压件)。
冲压成形工艺在汽车车身制造工艺中占有重要的地位,特别是汽车车身的大型覆盖件,因大多形状复杂,结构尺寸大,有的还是空间曲面,并且表面质量要求高,所以用冲压加工方法来制作这些零件是用其它加工方法所不能比拟的。载重货车的驾驶室、车前钣金件、货厢板以及轿车的各种车身覆盖件和客车的各种骨架等,几乎全都是用冲压加工方法制作的。

A、分离工序
板料在外力作用下沿一定的轮廓线分离而获得一定形状、尺寸和切断面质量的成品和半成品。分离条件:变形材料内部的应力超过强度极限σb。
a. 落料
用冲模沿封闭曲线冲切,冲下部分是零件。用于制造各种形状的平板零件。
b. 冲孔
用冲模沿封闭曲线冲切,冲下部分是废料。有正冲孔、侧冲孔、吊冲孔等几种形式。
c. 修边
将成形零件的边缘修切整齐或切成一定形状。
d. 分离
用冲模沿不封闭曲线冲切产生分离。
左右件一起成形时,分离工序用得较多。
B、成形工序
坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的成品和半成品。
成形条件:屈服强度σS<材料内部应力<强度极限σb。
a. 拉延
把板料毛坯成形制成各种开口空心零件。
b. 翻边
把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘。
c. 整形
为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法。
d. 翻孔
在预先冲孔的板料或半成品上或未经冲孔的板料制成竖立的边缘。
e. 弯曲
把板料沿直线弯成各种形状,可以加工形状极为复杂的零件。
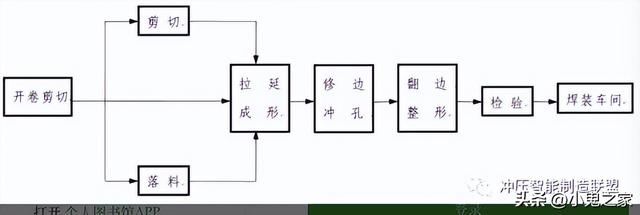
4、冲压工艺流程图
二:冲压模具
模具在日本被誉为“进入富裕社会的原动力”、在德国被称为“金属加工业中的帝王”。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一。
A、模具分类
按工作原理可以分为:
1拉伸模具,2:切边冲孔模具,3:翻边整形模具
B、模具基本结构
冲模通常由上、下模(凸、凹模)两部分构成
组成:1 工作部分、2 导向、3 定位、4 限位、5 弹性元件、6 起吊和翻转
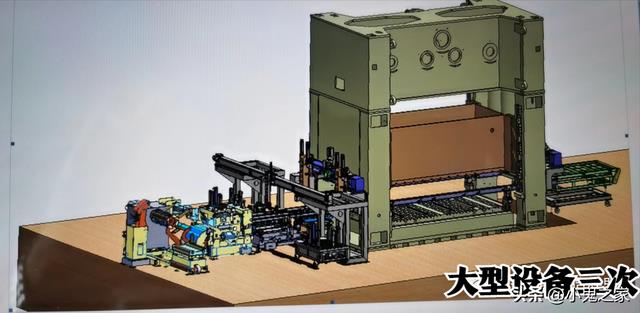
三:冲压设备
1.压力机
A、按床身结构,压力机可分为开式压力机和闭式压力机两种
开式压机三面敞开,床身呈C型,刚性较差,一般用于小型压机;
闭式压机前后二面敞开,床身封闭,刚性较好,一般用于大中型压机。
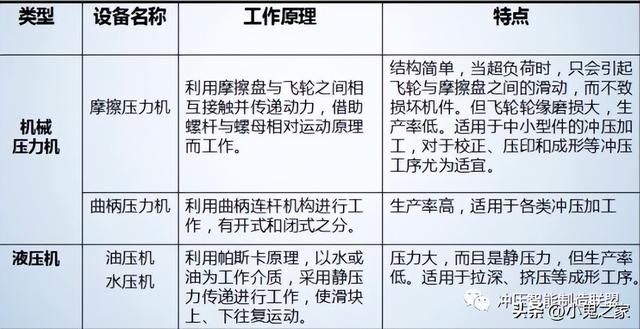
B、按驱动滑块力的种类,压力机可分为:机械压力机和液压机
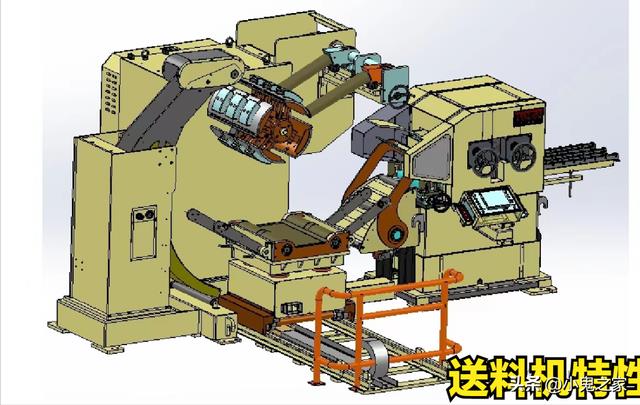
2.开卷线


3.剪板机
剪板机主要用于剪裁各种尺寸金属板料的直线边缘。
传动形式为机械和液压式两种。



四:冲压材料
冲压材料是影响零件质量和模具寿命的重要因素。目前,可冲压的材料不仅有低碳钢,而且还有不锈钢、铝及铝合金、铜及铜合金等。
钢板是目前汽车冲压中使用最多最广的原材料,目前随着车身轻量化要求,高强度钢板、夹层钢板等新型材料在汽车车身上使用日趋增多。
1.钢板性能要求
A、具有良好的机械性能及较大的变形能力。
金属材料的机械性能是指抗拉强度、屈服强度、延伸率、硬度﹑塑性应变比。
高的塑性应变比r值(各向异性性能)
高的加工硬化指数n值;
高的延伸率δ;
低的屈强比(σs/σb);
低的时效指数。
B、良好的表面质量
钢板表面不得有结疤、裂纹、夹杂和划痕等明显缺陷。其中车身内板允许存在不影响成型性及涂漆附着力的缺陷,如小气泡、小划痕、小辊印、轻微的刮伤及轻微氧化色等;外板须符合FD(O5)的质量级别即两面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面应达到FB(O3)的要求。
2.钢板分类
A、按厚度分:厚板(4mm以上)、中板(3-4mm)、薄板(3mm以下)汽车车身冲压件主要以薄板为主
B、按轧制状态分:热轧钢板、冷轧钢板
热轧就是在高于合金再结晶温度的温度中使其软化后用压轮把材料压成薄片或钢坯的横截面,使材料形变,但材料物理性质并无变化。热轧板韧性和表面平整性差,价格较低。热轧加工较粗糙,轧不出很薄的钢。
冷轧是对已经过热轧、除麻点除氧化工序的材料在低于合金再结晶温度的温度中用压轮进一步碾压材料以让材料有再结晶的过程。经过反覆的冷压—再结晶—退火—冷压(反覆2~3次)过程,材料里的金属发生分子级别的改变(再结晶),形成的合金物理性质发生改变。故其表面质量好、光洁度高、产品尺寸精度高,产品的性能和组织能满足一些特殊的使用要求。
冷轧钢板主要包括:冷轧碳素钢板、冷轧低碳钢板、冲压用冷轧钢板、高强度冷轧钢板等。
相关参考
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所...
...热成形后的制孔切边。汽车内板激光落料线的典型布局为开卷、矫直、激光打标、伺服送料、激光切割和拍打码垛,如图1所示。落料线实物如图2所示。图1激光落料线布局图图2激光落料线实景图这种激光落料线实现了完全自动...
...以看到两道大的工序,上面的工序是车身的成型,主要是冲压、焊接和涂装以及内饰。下面的工序是汽车的核心零配件的制造加工,也是两道工序流程,一道从选材铸造成型的到机加工、热处理、成品,一道工序是选材锻造成型...
液压件加工(板料冲压的“2工序”,冲压成型的“7工艺”,32页PPT介绍冲压)
冲压成型概述冲压指的是通过冲模对板料施以外力,使其产生分离或变形的方法。冲压一般在室温下进行,所以又称为冷冲压。当然,还有一种热冲压,热冲压的板材厚度一般是8-10mm,需要加热才能进行。冲压成型的基本工序包...
液压件加工(板料冲压的“2工序”,冲压成型的“7工艺”,32页PPT介绍冲压)
冲压成型概述冲压指的是通过冲模对板料施以外力,使其产生分离或变形的方法。冲压一般在室温下进行,所以又称为冷冲压。当然,还有一种热冲压,热冲压的板材厚度一般是8-10mm,需要加热才能进行。冲压成型的基本工序包...
...车体所需的部件。整个车间占地2.1万平方米,里面有1条开卷线和2条冲压线、以及
...车体所需的部件。整个车间占地2.1万平方米,里面有1条开卷线和2条冲压线、以及
冷冲压是一种先进的金属加工方法,是建立在金属塑性变形的基础上,利用模具和冲压设备对板料金属进行加工,以获得所需要的零件形状和尺。适用于规模量产之零件一、冲压(冲裁)的定义。冲裁:利用模具使板料产生分离的...
数控冲床冲圆程序(「模具知识」冲压工艺知多少、25种工序详细介绍,值得一看)
冷冲压模具工艺是一种金属加工方法,其主要针对金属材料,通过冲床等压力设备迫使材料发生形变或分开,以得到满足实际要求的产品零件,简称:冲压件。模具的冲压工序有很多种情况,对此很多朋友表示不太理解,在这里...
...材料与制件沿一定的轮廓线产生相互分离的工序。冲裁是冲压工艺最基本的工序只有,包括落料,冲孔,切断,修边,切舌等工序,但一般情况下,冲裁重要指落料和冲孔1,弹性变形阶段:当凸模下降到接触板料时凸模开始对...