广数系统攻牙怎样编程(【CNC加工】CNC切削进给计算及螺纹铣削及编程加工策略)
Posted
篇首语:幽沉谢世事,俯默窥唐虞。本文由小常识网(cha138.com)小编为大家整理,主要介绍了广数系统攻牙怎样编程(【CNC加工】CNC切削进给计算及螺纹铣削及编程加工策略)相关的知识,希望对你有一定的参考价值。
广数系统攻牙怎样编程(【CNC加工】CNC切削进给计算及螺纹铣削及编程加工策略)
相信很多人都知道铣刀进给计算公式F=n*Fz*Z,其中n为转速,Z为刀具齿数,Fz为每齿进给。同时大家会发现,相同大小刀具,转速齿数一样的时候,不同刀片摆放角度的刀具进给差异很大,有的可以给到5000,有的到500就不行。这是为什么?
原因就在于不同刀具能承受的每齿进给Fz差异很大。而其中的奥秘就是刀具的主偏角。即主切削刃与工件表面的夹角。
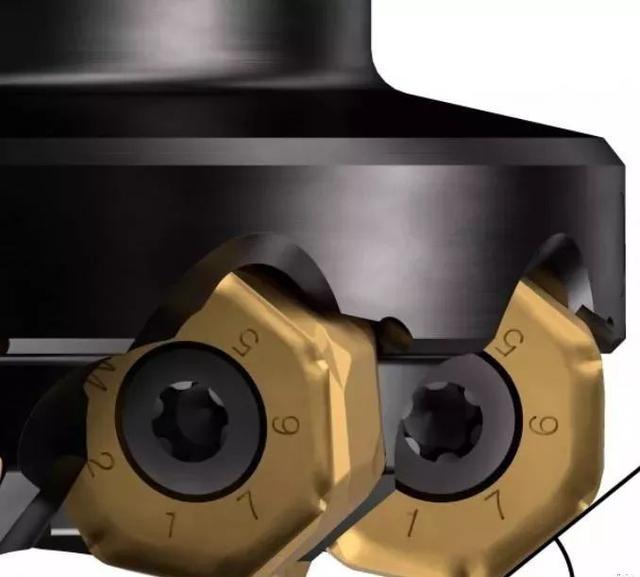
常见的主偏角有90°(方肩台阶加工、平面加工、清角),45°(平面加工),10°(3D快进给、平面加工)。

90°主偏角

45°主偏角

10°主偏角 快进给
主偏角如何影响进给的呢?假设刀具刃口能承受的力都一样,也就是切出来的铁屑厚度一样。这时不同主偏角进给是完全不一样的。
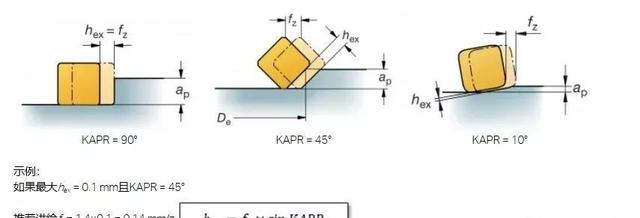
上图中fz是每齿进给,hex是铁屑厚度。从计算公式可以看出,一样的铁屑厚度,主偏角越小,进给可以越快。
现在快进给刀具很流行,我们可以发现,他们主切削刃都是一段大圆弧,就是类似10°主偏角,所以进给非常高。不过缺点就是切深很小,一般小于2毫米。所以模具加工应用较多,通用行业较少使用。
螺纹加工俗称攻牙,可以说是最广泛的机械加工类型。我还在读小学的时候,家里买了台打谷机,就配了两个手动丝锥。
说到攻牙,大家首先就会想到丝锥。但螺纹加工还有很多种方法。比如螺纹铣刀,车刀,螺纹滚轮,搓牙板等。这次主要跟大家分享下丝锥和螺纹铣刀。
丝锥分手动使用和机器使用两大类型。下面只说CNC使用的。
机用丝锥通常如下分类:
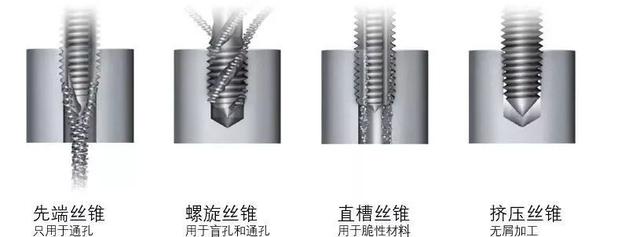
其中前三类又被统称为切削丝锥。丝锥攻牙编程简单,加工效率高,操作简便,因此广受欢迎。
CNC攻牙通常是刚性攻牙,即每转的进给必须是一个螺距,但实际上机床的同步性各有差异,尤其快到底部的时候,机床转速减到零再反转加速,如果原来转速很高,很容易出现不同步(每转进给不是一个螺距)导致刃口破损。
而切入的瞬间冲击载荷很大,也容易出现崩牙。为解决这个问题,很多厂家推出了刚性微补偿刀柄,甚至可以配合带脱扣机构夹套实现一定范围浮动攻牙。
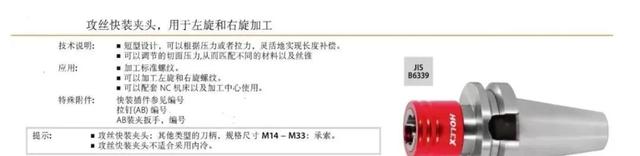
常见的丝锥补偿刀柄

第二种夹套带脱扣,冲击太大的时候丝锥停止运动
下面的视频可以清晰的看到在切入瞬间,脱扣机构起作用,丝锥停止进给,起到保护作用。通常可以延长2-3倍的丝锥寿命。
螺纹种类繁多,不同分类方法表述各异。今天讲讲常用的种类。
螺纹通常起到联接密封、紧固和传动三大作用。
常说的三大螺纹标准是:
一、英国的惠氏螺纹,也是常说的英制螺纹,牙型角55°,螺距为英制。这是螺纹鼻祖,即使后来德国搞了套公制标准螺纹,可在密封领域还是没敢轻举妄动,继续沿用惠氏螺纹,国内管螺纹也是借鉴他的。
二、德国搞的公制螺纹,后来弄成了ISO标准,国标也是借鉴该标准;
三、美国搞的统一螺纹标准。公制螺纹牙型角60°,螺距用毫米标示;美制的牙型角60°,螺距为英制,用每英寸多少牙数标示。简单说美制可以看成是公制和惠氏的结合体。
大家常说的日标呢?其实日标德标和我们国标一样,都是公制螺纹系统,只是以前公差标准稍有差异,新的JIS公差标准已经与ISO标准统一。但日系丝锥厂家每家又搞一套自己的丝锥精度,选起来确实困难。
更细的分类就不展开了,否则一本书也说不清。
珠三角地区外贸订单较多,各种标准都可以看到,让人眼花缭乱无从下手。
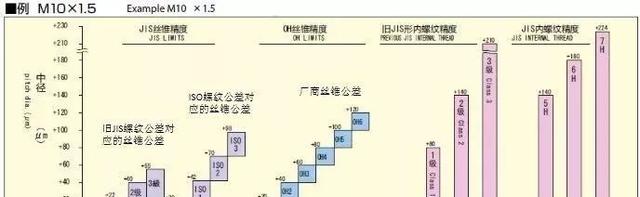
丝锥公差对照表
从上图可以看到,新的JIS螺纹公差标准与ISO一样,而旧的JIS1/2/3级分别比ISO的5H/6H/7H公差带窄,所以用JIS1/2/3级丝锥加工对应的5H/6H/7H螺纹是没有问题的。当然对应厂家等级就需要查他们手册了。
说到丝锥品牌,大家通常首先想到日系两大厂商。燃鹅!欧洲很多品牌都表示不服!丝锥对材料要求很高,欧洲的材料技术一直领先,欧洲厂商的丝锥当然也会很厉害!只是由于进入华南市场太晚,所以一直扮演着奋起直追的角色。我们一起来看看欧洲有哪些品牌。
德国埃莫克Emuge
丝锥质量数一数二,汽车行业用量极大,效率高,寿命和稳定性好,做批量生产的最喜欢使用。当然由于市场定位问题,价格也是杠杠的,不直接与日系竞争。

埃莫克丝锥汽车行业用量大
德国钴领Guhring
很多人听过钴领的材料和钻头,但实际上钴领在整个圆柄刀具也就是整体类钻头丝锥铣刀都非常出色。这当然得益于他们牛叉叉的材料技术。同样汽车行业使用很多。
前两年开始,钴领在德国市场干翻老大哥山特维克可乐满占据销量第一,这些年开始大刀阔斧在中国推广市场。质量欧洲一流,价格却直接瞄准两大日系厂商!
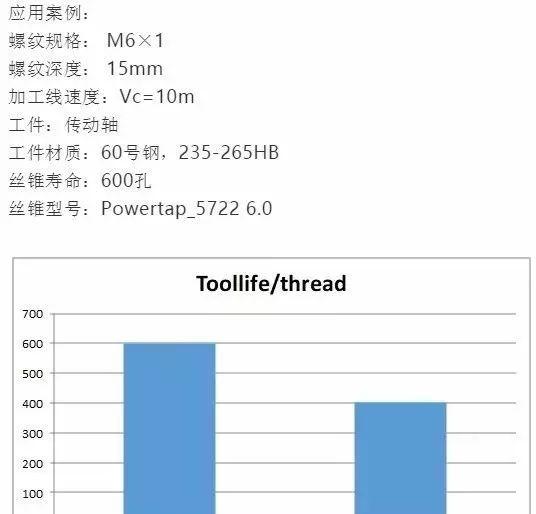
与市场常用丝锥相比寿命提高50%
此外BOSS,舒蜜加等欧洲品牌也广为人知,这里就不赘述了。
丝锥攻牙效率高,设备操作都很简单,但也有局限。比如硬材料的螺纹加工等,丝锥就很难应付了。这时候就需要用到螺纹铣刀了。
螺纹铣刀主要用于以下场景:
1、硬材料难加工材料螺纹加工;
2、精度和光洁度高的螺纹加工;
3、小直径和大直径螺纹加工;
4、自动化车间螺纹加工;
5、孔底无引导牙空间的螺纹加工。
螺纹铣削主要优势是可加工高硬度材料,螺纹尺寸可通过程序调整,光洁度高,铁屑细小不缠刀,可小直径刀具加工大直径螺纹,功率载荷相对较小,一把铣刀可加工数个规格的螺纹并且底部无不完整牙型。
螺纹铣刀分单刃,多刃及刀片式。
单刃通常用于较小直径的螺纹加工,切削力较小,相对刚性好,一把刀加工不同螺距螺纹,但效率较低。
多刃的通常用于中等直径的螺纹,只能加工固定螺距,但可以加工不同直径。效率高,切削力较大。
刀片式主要用于较大直径的螺纹加工,也有单刃和多刃。

整体螺纹铣刀

刀片式螺纹铣刀
螺纹铣削需要通过圆弧插补完成加工,因此编程比丝锥稍微复杂。尤其切入时要非常注意,否则容易崩刃甚至断裂。下面是一个完成的螺纹铣削过程。
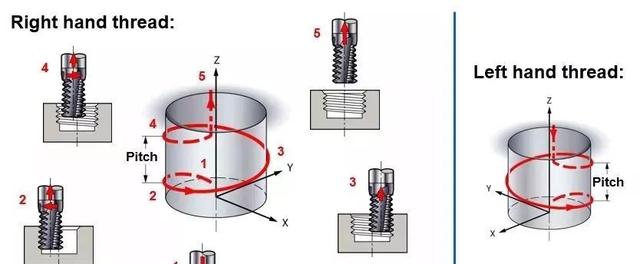
螺纹铣削路径
很多软件支持螺纹铣削编程,当然数量不多也可以手动编程。为保证顺铣,铣右手内螺纹需先下到孔底再往上加工。由于切削力较大,直径方向需要多分几刀加工。
尤其要注意的是,螺纹铣削通常刀具螺旋直径很小,这样导致刀具中心进给(程序中F值)与刀具周边进给差异很大。周边进给是刀具建议进给,所以这时候需要进行换算。
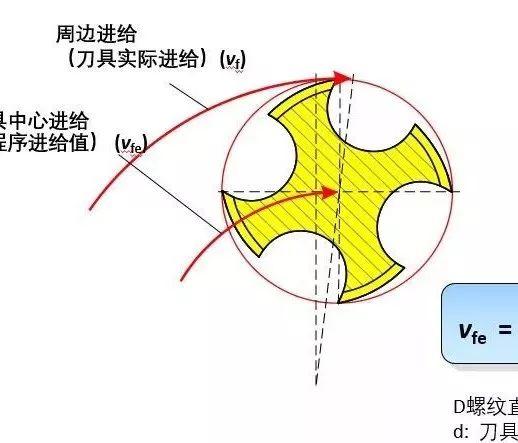
程序F值小于刀具建议进给
另外由于切削力大,我们建议使用重载液压刀柄。
好啦,螺纹加工就给大家介绍这么多了。
相关参考
德标与国标对照表(【CNC加工】CNC切削进给计算及螺纹铣削及编程加工策略)
相信很多人都知道铣刀进给计算公式F=n*Fz*Z,其中n为转速,Z为刀具齿数,Fz为每齿进给。同时大家会发现,相同大小刀具,转速齿数一样的时候,不同刀片摆放角度的刀具进给差异很大,有的可以给到5000,有的到500就不行。这...
数控加工中心攻丝程序(cnc钻攻中心主要可用来进行哪些加工?)
...心是加工行业里颇受欢迎的加工设备,凭借着优良的运行系统及高效的加工速度获得了广大加工企业的认可,cnc钻攻中心常会用于做切削或钻孔及攻牙等操作,如下:1、攻牙加工操作使用cnc钻攻中心可以完成各种攻牙攻丝操作...
数控车床参数开关怎么打开(广数GSK980TD车床CNC使用手册(第一篇编程说明))
前言注意!本说明书描述的产品功能、技术指标(如精度、速度等)仅针对本产品,安装了本产品的数控机床,实际的功能配置和技术性能,由机床厂家的设计决定,数控机床功能配置和技术指标以机床厂家的说明书为准;本系统虽...
...具材质铣刀直径主轴转速(转/分)进给率最大切削深度加工材料钻头直径主轴转速进给率材料主轴转速进给率有机玻璃白钢立铣刀25000-600080-1200.3-0.5有机玻璃1-25000-6000120-150低碳钢(软钢)200-30061-923-44000-5000100-1500.5-12-34000-5000120-1...
...轴承等零件组成.主轴的启动、停止和变速等动作由数控系统控制,并通过装在主轴上的刀具参与切削运动,是切削加工的功率输出部。(3)进给机
数控机床转速和进给的匹配(CNC加工中心、转速、进给怎么设置比较合理?)
CNC加工中心是计算机数字控制机床的简称,是一种由程序控制的自动化机机床。利用数字化的信息对机床运动及加工过程进行控制。一般的cnc加工机床指的是精密机械加工、cnc加工车床、铣床、镗床等。cnc加工中心能够有逻辑的...
数控车刚性攻丝编程(CNC加工中心程序代码大全,数控加工必备)
...CNC加工中心程序代码大全,数控加工必备!数控机床的可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功...
CNC数控加工手工编程快速入门概念一、指令分组将功能类似的指令分成一组,同一组的G代码不能同时出现在同一行程序段里。概念二、程序段程序段是程序的基本组成部分,程序段由不同的指令组合而成。以下是我们学校在授...
数控铣床钻孔编程格式(数控加工要知道的G代码,你知道几个?学会了才能CNC编程)
...---进给加速G09------进给减速G10------数据设置G16------极坐标编程G17------加工XY平面G18------加工XZ平面G19--
数控平端面2毫米怎么编程(数控加工要知道的G代码,你知道几个?学会了才能CNC编程)
...---进给加速G09------进给减速G10------数据设置G16------极坐标编程G17------加工XY平面G18------加工XZ平面G19--