平面管(咬口风管的制作与安装及在通风空调中常见的质量问题)
Posted
篇首语:香花不一定好看,会说不一定能干。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平面管(咬口风管的制作与安装及在通风空调中常见的质量问题)相关的知识,希望对你有一定的参考价值。
平面管(咬口风管的制作与安装及在通风空调中常见的质量问题)
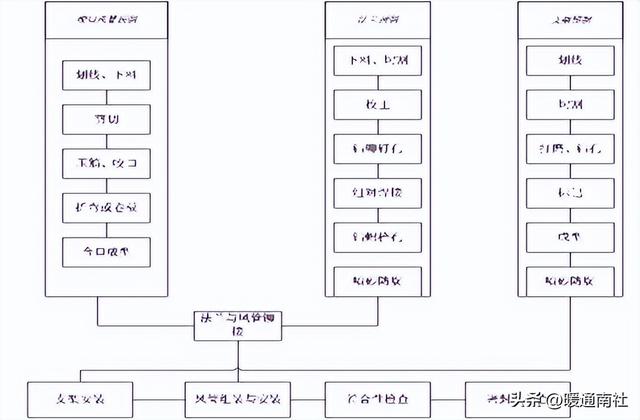
风管是保证核岛及常规中人员和设备能够正常工作的必不可少的设备。风管的制作安装过程主要分为三个部分,即风管的预制、法兰的预制和支架的预制;然后在经过风管与法兰的铆接、风管的组装、支架的安装、风管符合性检查以及风管密闭性检查等过程就构成了风管安装的全过程。如下图:
支架的预制:
1.划线
根据图纸上的尺寸划线:
1)对于成批生产的支架,先切割一段型钢或板材并进行检查,然后用划线器以这个部件为样板对其他需切割的部件划线,划出醒目易见的切割长度标记。
2)根据要求对切割的型钢或板材,用划线器划出要求的切割尺寸,划出醒目的切割标记。
2.切割
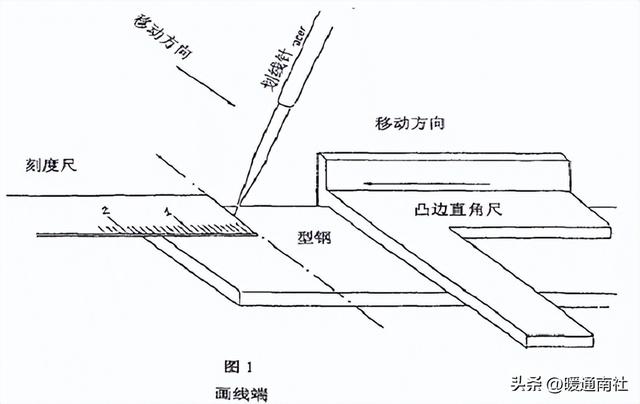
对于型钢至少离端部1cm处起始切割,(如图1)以便切割从一平直处开始。然后根据图纸按切割计划,将要切割的型钢插入联合冲剪机的导向装置内,按下按钮切割,对于地板用气焊切割。特别注意:对于穹顶支架,在穹顶预制现场测量一下土建预埋件尺寸,然后下料。
3.打磨和钻孔
用小功率的打磨机打磨,然后钻孔。
1)钻孔时首先考虑孔的位置定位:
a)在型材端部划出要求的尺寸;
b)用直角尺在型材上划其垂线;
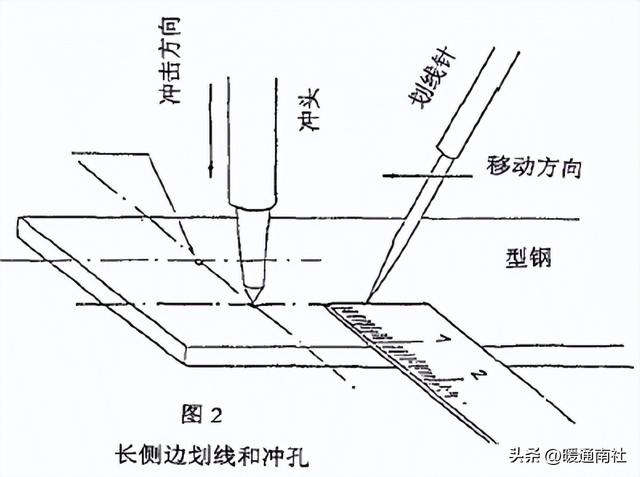
c)在型材上划出要求尺寸的纵向标记;在标记端上划一“+”号,此“+”号位置即为冲孔位置。(如图2)
2)然后再进行钻孔
4.标记:将以上工作做完后按计划单上的标识进行标记工作。
5.成型:按图纸进行组装。
6.喷砂防腐:将制作好的支架,送入喷砂,喷漆车间。
咬口风管的预制。
咬口风管的预制:
1.划线、下料:在下料前,首先应考虑咬口的形式,因为结合缝的长度取决于其类型和使用接缝机的类型,然后在根据图纸尺寸和接缝尺寸下料划线。
2.剪切:按照画出的切割线剪切,弧线部分用手动弯剪或电动冲剪进行剪切。
3.压筋、咬口,加固的具体要求是:
1)风管周长<1190mm:不加固;
2)风管周长>1190mm:起凸,间距约为300mm;
加固的具体要求:
1)筋宽30-50mm;2)筋高5-6mm;
3) 两筋间距300mm和490mm(铝板风管)。
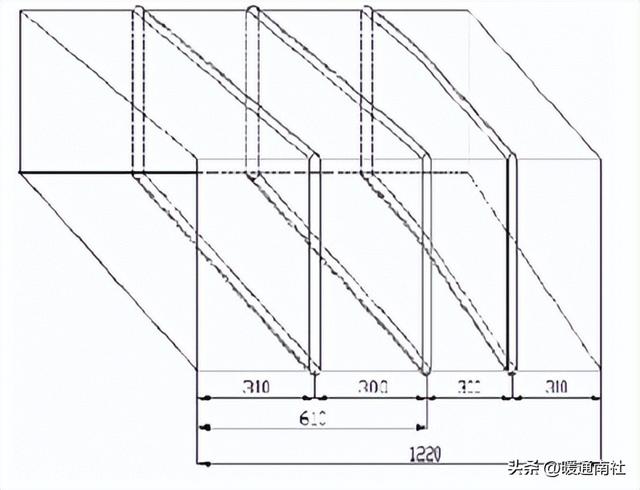
风管的加固方式为环向压筋,筋宽30-50mm;筋高5-6mm;两筋间距300mm,对铝质风管间距为490mm,如下图:

注意:凸缘必须在卷板前做好,对特殊管件(弯头,支管等)按照与直管相同的原理进行加强。
风管上加强筋的定位:
将上述工作做完后把不锈钢钢板拿到咬口机上咬口。(咬口应一次完成)
4.折方/卷圆,折方可采用两种方法:
1)L型方法:以1000×300为例,取两块1000+300+两个接缝余量宽的不锈钢板,折出短的90°然后在1000处折出第二个90°;
2)U型方法:以1000×300为例取1000+300+300+两个接缝余量宽的不锈钢板。
先在300+接缝余量宽处折第一个90°弯,再离第一个弯1000处折第二个90°弯,然后再取1000+两个接缝余量的不锈钢板,先在第一个接缝余量处折90°弯,然后在离此处1000处折第二个90°弯。
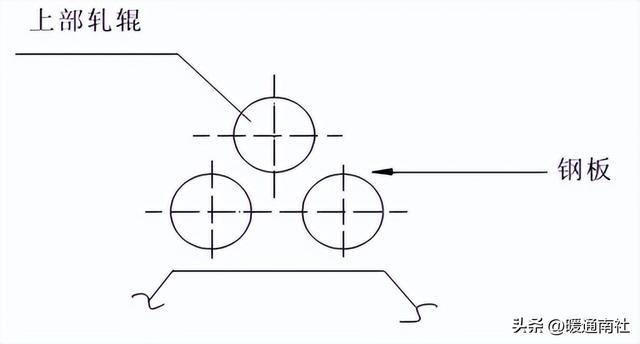
卷圆方法如下:
1)将钢板靠在下面的轧辊上,将上面的轧辊靠在钢板上,并保持轻微压力,将钢板推进至另一端;
2)升高上部钢板移去钢板,以钢板的另一端插入轧辊,并保持轻微压力,将钢板推进至另一端,然后,根据实际情况增加顶部轧辊的力以达到圆风管的尺寸要求。如图所示:
5.合口成型
将两块压制好咬口的钢板按顺序扣死,用手锤或木质的打板机打平整。
6.导流叶片的制作和安装
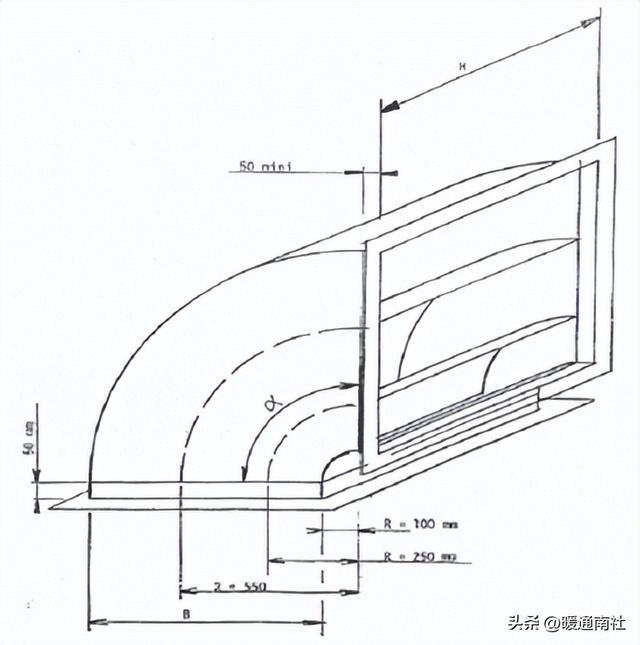
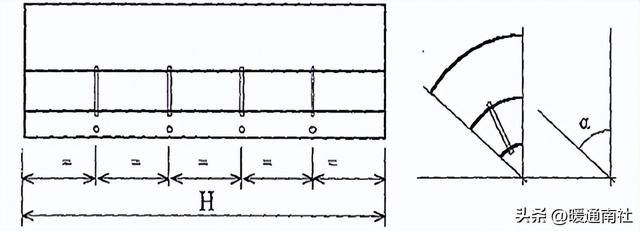
1)导流叶片的设置要求:
a)弯头内弯曲半径为100;
b)对与角度大于或等于30°的矩形风管导流叶片设置;
当400mm<B<1120mm时,安装一片导流叶片;(半径为250mm);
当B>1120mm时,安装两片导流叶片(半径为250mm),即在前面的基础上增加一个(半径为550mm)导流叶片。注意:对于铝质风管不需要加导流叶片,见下图:
2)制作导流叶片的材料
安装在弯管内的导流叶片材料与弯管相同。
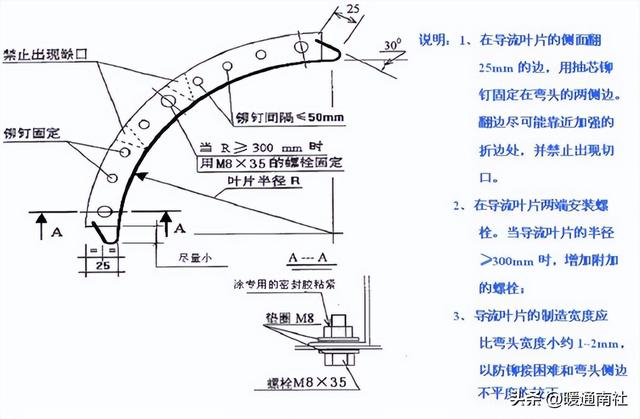
3)导流叶片的制作

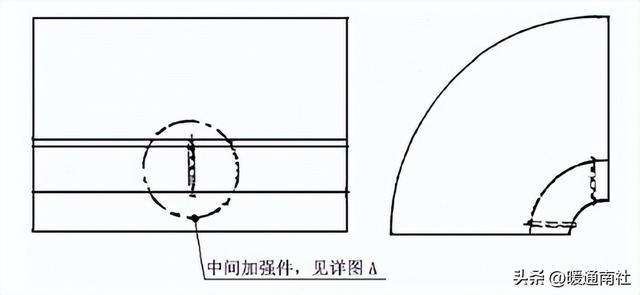
4)导流叶片的固定和中间加强
a)导流叶片的固定
b)导流叶片的固定和中间加强
中间加强件的使用有以下几种情况:
⑴当导流叶片的长度900mm≤H<1400mm时在中间安一个加强件。如图:
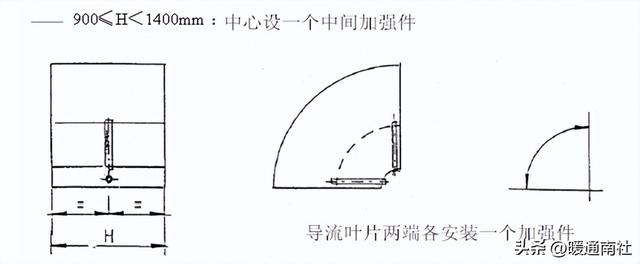
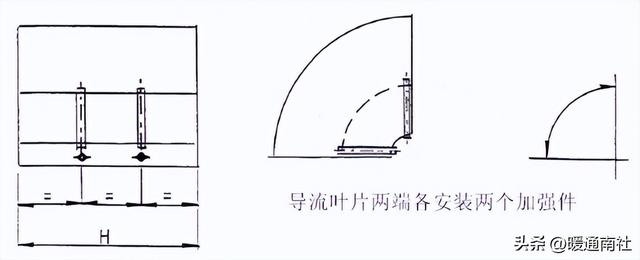
2)当导流叶片的长度1400mm≤H<2000mm时,等距离安装两个加强件。如图:
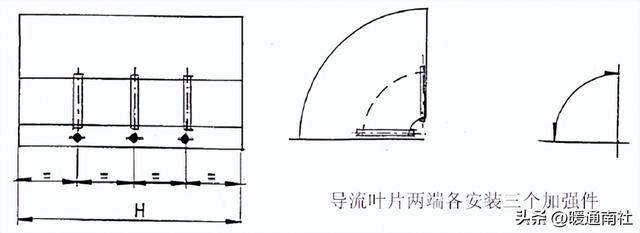
⑶当导流叶片H>2000mm时,等距离安装三个加强件。且当α>60°时,在导流叶片两端各安装一个加强件。
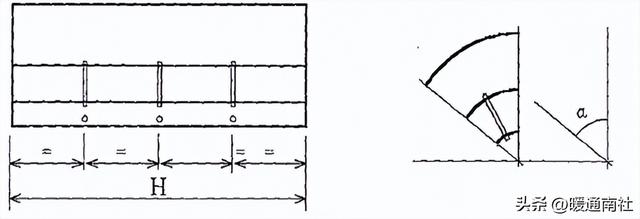
当30°<α≤60°时,中间加强件有以下几种情况:
⑴当导流叶片的长度600mm≤H<900mm时,在中心安装一个加强件;如图:

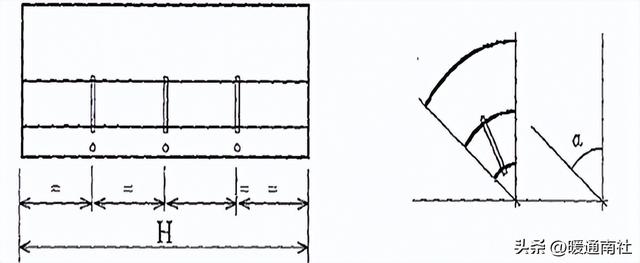
⑵当导流叶片的长度900mm≤H<1200mm时,等距离安装两个加强件;如图:
⑶当导流叶片的长度1200mm≤H<1500mm时,等距离安装两个加强件;
⑷当导流叶片长度≥等距离安装四个加强件,且安装在导流叶片平分线上。
中间加强件是由直径为8mm的双头螺杆、平垫圈和螺母组成并用密封胶粘紧;
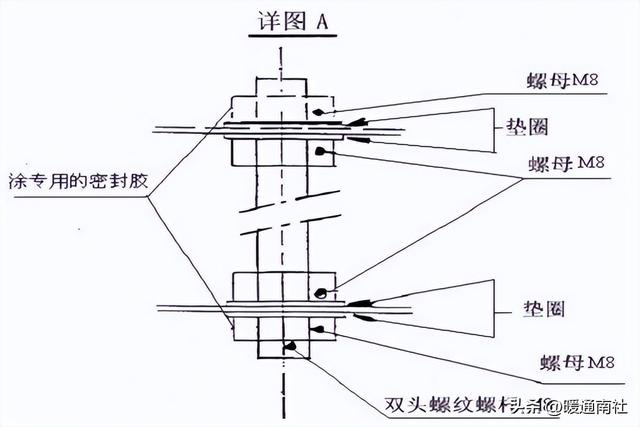
导流叶片的宽度应比弯头的宽度小1-2mm,以防止锚固的困难和弯头侧面的平面变形;在任何情况下,都应避免切割导流叶片每段的翻边;螺栓、螺杆和螺母都应该镀锌;用于制作中间加强件的管子应油漆。
风管法兰的预制:
1.划线、下料:
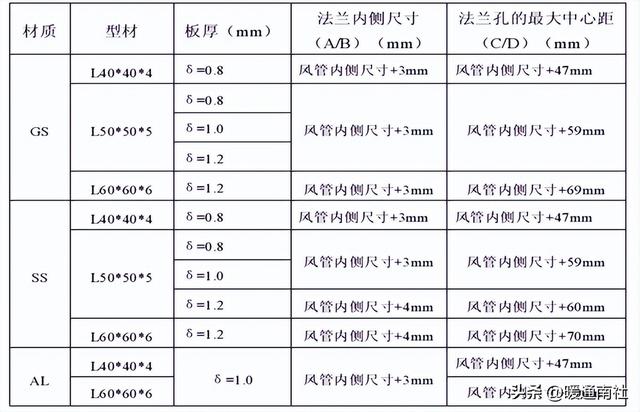
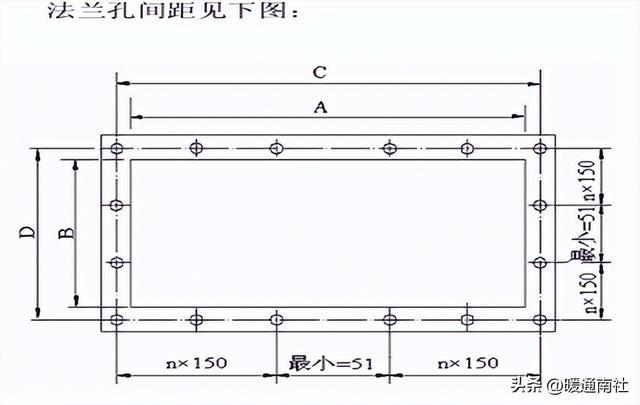
根据图纸,计算下料长度,在材料上画出切割的位置,划线时应注意使焊成后法兰的内径不小于风管的外径,经检查无误后在进行切割。
下表是各种不同材质不同厚度时的风管最大中心距:
2.校正:将不平整的下好料的型钢,用手动压力机或手锤,进行校平、校正。
3.钻铆钉孔:根据要求法兰上两铆钉间孔的距离为150mm,最小不小于51mm。
4.组对焊接:将钻好孔的角钢放在画有焊接样板的焊接工作平台上,将型材组件夹固,并检查组件的角度、尺寸后在法兰的四个角处分别点焊两点,找正找平后在将法兰焊接。
5.钻螺栓孔:先用一张0.3-0.5的铁皮,按照法兰尺寸画出法兰孔样板吗,利用此样板,在相同规格的法兰上进行复制,钻孔。
5.喷砂防腐:将钻好孔的法兰,送入喷砂车间进行喷砂除锈喷漆;
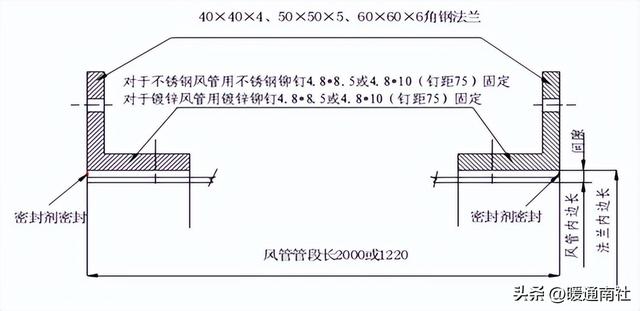
6.风管与法兰铆接
⑴将法兰装在风管的最终端处,调整安装尺寸,然后将其夹住(如图8);
⑵根据法兰上铆钉孔在风管上钻相应的孔(见图9);
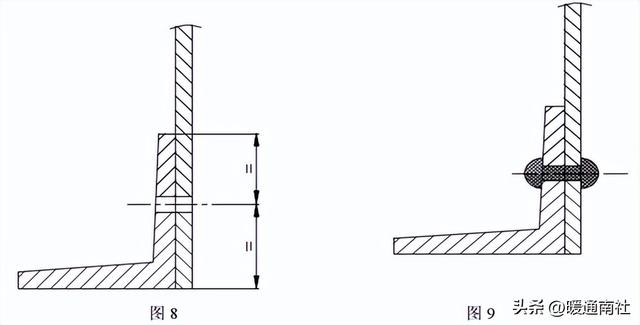
7.铆接:风管的中心线与法兰成90°(±10′)。风管与法兰连接后,按图纸上的标号进行标记,并用密封胶咬口缝等处进行密封。
空调工程安装常见的质量通病:
施工单位将工程分包给不同的施工队致使施工质量出现不稳定因素,施工过程中出现很多质量通病,达不到预期的使用功能和效果。为消除工程中的隐患,我们监理人员应认真按照施工工艺的方法施工和技术进行监督,使工程达到要求。
风管制作与安装:
1.薄钢板矩形风管的刚度不够:
Ⅰ表现形式风管的大边上下有不同程度的下沉,两侧 面小边稍向外凸出,有明显的变形。
Ⅱ危害性系统运转时,风管表面颤动产生噪声,除造成环境噪声污染外,还降低风管的使用寿命。
Ⅲ 产生的原因分析:
② 制作风管的钢板厚度不符合施工及验收规范的要求;
② 咬口的形式选择不当;
③ 没有按照《施工及验收规范》要求,对于边长≥630 mm或保温风管≥800mm,其管长在1200mm以上,均应采取加固措施。
2.薄钢板矩形风管扭曲、翘角
Ⅰ表现形式风管表面不平;对角线不相等;相邻表面互不垂直;两相对表面不平行及两管端平面不平行等。
Ⅱ 危害性风管产生扭曲、翘角现象,会使风管与风管连接受力不均,法兰垫片不严密,增加漏风量;影响其美观和降低使用寿命。
Ⅲ产生的原因分析:
① 矩形板料下料后,未对四个角进行严格的角方测量;
② 风管的大边或小边的两个相对面的板料长度和宽度不相等;
③ 风管的四个角处的咬口宽度不相等;
④ 手工咬口合缝受力不均。
3.薄钢板矩形弯头角度不准确
Ⅰ表现形式弯头的表面不平,管口对角线不相等,咬口不严。
Ⅱ危害性:影响与弯头连接的支管和风口的坐标位置,并增加系统的漏风量。
Ⅲ 产生的原因分析:
① 弯头的侧壁、弯头背和弯头里的片料尺寸不准确;
② 两大片料未严格角方;
③ 弯头背和弯头里的弧度不准确;
④ 如采用手工进行联合角型咬口,咬口部位的宽度不相等。
4.法兰铆接偏心
Ⅰ表现形式法兰与风管不垂直,成品风管中心偏移;套法兰后风管咬口开裂。
Ⅱ危害性:风管系统组装后其水平度或垂直度误差过大,达不到《施工验收规范规定》的偏差,影响其外形美观。
Ⅲ产生的原因分析:
① 圆形风管的同心度差;
② 圆形法兰的圆度误差大;矩形法兰不角方;
③ 法兰的内径或内边尺寸大于风管的外径或外边尺寸,超过《施工及验收规范》的规定,致使法兰与风管铆接后,风管向一侧偏移;
④ 法兰的内径或内边尺寸小于风管的外径或外边尺寸,法兰强行将风管套上,致使风管咬口缝开裂。
5.法兰铆接后风管不严密
Ⅰ 表现形式铆接不严,风管表面不平,漏风量过大。Ⅱ 危害性系统运转后由于漏风及振动噪声较大,空调冷、热量造成不应有的损失,并影响空气洁净系统的洁净精度。
Ⅲ产生的原因分析
① 铆钉间距大,造成风管表面不平;
② 铆钉直径小,长度短,与钉孔配合不紧,使铆钉松动,铆合不严。
③ 风管在法兰上的翻边量不够;
④ 风管翻边四角开裂或四角咬口重叠。
6.风管的密封垫片及风管连接不符合要求:
Ⅰ 表现形式风管法兰连接处漏风,风管系统的噪声增大。
Ⅱ 危害性增加风管系统冷、热量的损耗,或增加有害气体的泄漏量而污染环境。
Ⅲ 产生的原因分析:
① 通风、空调系统选用的法兰垫片材质不符合《施工验收规范》的要求;
② 法兰垫片的厚度不够,因而影响弹性及紧固程度;
③ 法兰垫片凸入风管内;
④ 法兰的周边螺栓压紧程度不一致。
7.不锈钢风管耐腐蚀性能差:
Ⅰ表现形式:风管表面有划伤、擦毛等缺陷和焊渣飞溅物,焊缝表面呈现黑、黄斑及花斑。甚至风管局部锈蚀。
Ⅱ 危害性降低不锈钢通风系统的抗腐蚀能力,缩短使用寿命。同时由于风管局部腐蚀,降低了通风系统的严密性,使有害气体扩散到环境中,影响工作人员的身体健康。
Ⅲ 产生的原因分析:
① 风管板材下料、加工的方法不当;
② 在操作过程中,碳素钢与不锈钢接触,使其表面出现腐蚀中心,破坏其氧化层的钝化膜;
③ 焊接过程中未采取防止焊渣飞溅直接下落到风管板材上的措施;
④ 风管支架采用碳素钢支架未采取隔离措施;
⑤ 风管的法兰连接螺栓、螺母未采用不锈钢制成的紧固件;如采用碳素钢紧固件时,应涂刷耐酸涂料。
本文来源于互联网,暖通南社整理编辑。
相关参考
法兰对角怎么计算的(建筑工程常见质量问题防治方案之通风与空调工程)
1通风与空调工程1.1通风管道制作1.1.1风管板材选用不符合要求1、现象风管板材厚度、表面平整度、外形尺寸等不符合要求,板材有锈斑。2、原因分析选用板材时不按设计要求和施工规范进行。3、防治措施(1)应按设计要求根...
法兰对角怎么计算的(建筑工程常见质量问题防治方案之通风与空调工程)
1通风与空调工程1.1通风管道制作1.1.1风管板材选用不符合要求1、现象风管板材厚度、表面平整度、外形尺寸等不符合要求,板材有锈斑。2、原因分析选用板材时不按设计要求和施工规范进行。3、防治措施(1)应按设计要求根...
...。2、矩形风管弯管的制作,一般应采用曲率半径为一个平面边长的内外同心弧形弯管。当弯管采用其他形式的弯管
矩形风管、管部件制作:(一)矩形风管构造形式1规定:①矩形风管以外边长为准。②风道以内径或内边长为准。2矩形风管常见的规格尺寸见表1表1注:矩形风管长边与短边之比一般应不大于4:1。3风管连接采用咬口连接。4矩...
...。2、矩形风管弯管的制作,一般应采用曲率半径为一个平面边长的内外同心弧形弯管。当弯管采用其他形式的弯管
矩形风管、管部件制作:(一)矩形风管构造形式1规定:①矩形风管以外边长为准。②风道以内径或内边长为准。2矩形风管常见的规格尺寸见表1表1注:矩形风管长边与短边之比一般应不大于4:1。3风管连接采用咬口连接。4矩...
...管,有气管和液管之分。气管口径通常比液管要粗。分歧管的选型是根据每个分歧管后所连接的室内机的容量来确定的。2、分歧管的要求通常分歧管是用紫铜管加工焊接
弯头和弯管的局部阻力系数(2022一建机电实务技术部分梳理-通风与空调工程-风管系统施工要求)
通风与空调工程施工技术要求一、风管及部件制作安装施工技术要求(一)风管制作1.风管制作的一般规定(1)金属风管规格以外径或外边长为准,非金属风管和风道规格以内径或内边长为准。(2)镀锌钢板及含有各类复合保...
...了使空气流通,降低有害气体浓度的一种基础设施。风管制作与安装所用板材、型材以及其他主要成品材料,应符合设计及相关产品现行标准的规定通风管道按材质分钢板风管(黑铁)、镀锌板(白铁)风管、玻璃钢通风管、复...
当通风空调风管密封要求较高(通风与空调工程风管制作常见通病培训)
本文中指明规范要求的条款均指《通风与空调工程施工质量验收规范》(GB50243-2019)通病1:薄钢板矩形风管的刚度不够规范要求:4.2.1金属风管的材料品种、规格、性能与厚度等应符合设计和现行国家产品标准的规定。当设计无...