平面磨床磨硬料的窍门(齿轮的研磨和磨削介绍,加磨前加工的齿形要求)
Posted
篇首语:做人不是一味低调,也不是一味张扬,而是始终如一的不卑不亢。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平面磨床磨硬料的窍门(齿轮的研磨和磨削介绍,加磨前加工的齿形要求)相关的知识,希望对你有一定的参考价值。
平面磨床磨硬料的窍门(齿轮的研磨和磨削介绍,加磨前加工的齿形要求)
在制造齿轮后,可能仍需要对其进行精加工以提高表面光洁度和尺寸精度。齿轮可以通过几种不同的方式完成,例如研磨或磨削。

什么是齿轮研磨?
齿轮研磨是通过使用研磨工具并在工件材料和紧密配合的表面(称为研磨板)之间施加细粒磨料,使齿轮齿具有非常精细的光洁度和高精度的过程。通过在齿轮研磨机中将齿轮配对一起运行,施加压力将液体磨料送入齿轮副,随着齿轮旋转,少量金属被去除,从而加工齿面获得所需理想的接触模式。

研磨通常可以改善齿轮齿的抗磨损性能,并可以纠正在齿轮的成型、切削或 热处理 中产生的渐开线轮廓、螺旋角、齿距和同心度的微小误差。因此,齿轮研磨最常应用于非常安静运行要求的硬化齿轮副中。注意:齿轮研磨是一个配合过程;经研磨匹配的两个齿轮需成对使用,更换时也要同时更换,而不是单独更换其中的一个。
什么是磨齿?
齿轮可以通过直接磨削、直接切削加工或先切削再磨削到所需尺寸来制造。通常,齿轮磨削是在齿轮被粗加工造型并热处理至高硬度后进行的;对于 350 HB (38 HRC) 以上的零件,切削变得非常困难,通常进行磨削,当然也可以采用硬齿面刮削的工艺。通过磨削的轮齿通常去除的金属量非常少。此外,在完全硬化钢的情况下,齿轮的磨削成为选择的程序,在这种情况下,可能难以将齿轮的热处理变形保持在可接受的范围内。最后,在少数情况下,为了节省昂贵的切削工具(如滚刀、插齿刀或剃刀)的成本,可以磨削可以通过切削完成的中硬齿轮,

齿轮磨削的两种基本方法是成形磨削(非展成)和展成(蜗杆磨)磨削。成型磨床用圆盘砂轮磨削轮齿的两侧,砂轮的形状就是齿轮的槽型。
外齿成型磨削
内齿成型磨削
另一种,生成的砂轮是直边的。
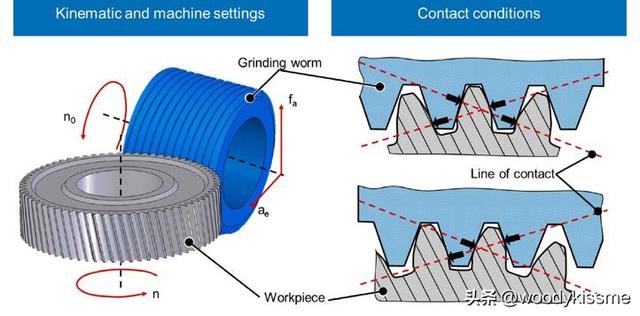
蜗杆磨
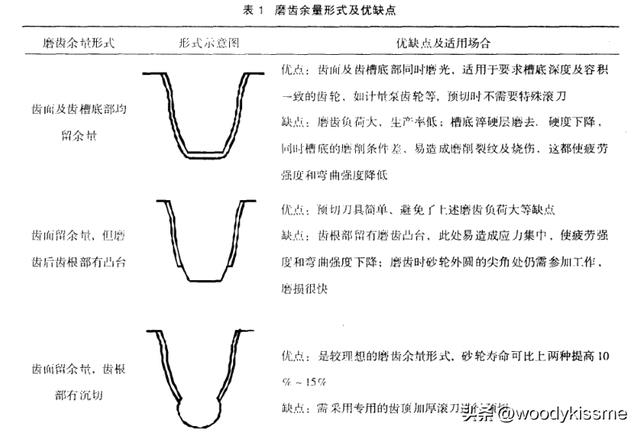
磨削余量的形式和特点
由于磨齿前切齿工序有较大大误差 ,以及热处理变形造成的误差 ,为了在磨齿时能把齿面全部磨光 ,必须有适当的磨齿余量 (留磨量 )。根据 被磨齿轮的技术要求和磨齿工艺的实际需要,磨齿余量一般有以下三种形式 。磨齿余量应尽可 能小 ,这样不仅有利于提高磨齿生产率 ,而且可减小从齿 面上磨去的淬硬层厚度 ,提高齿轮的承载能力.但要避免加工余量过小 ,出现残留黑皮现象。

蜗杆磨
对磨前齿轮齿形的要求
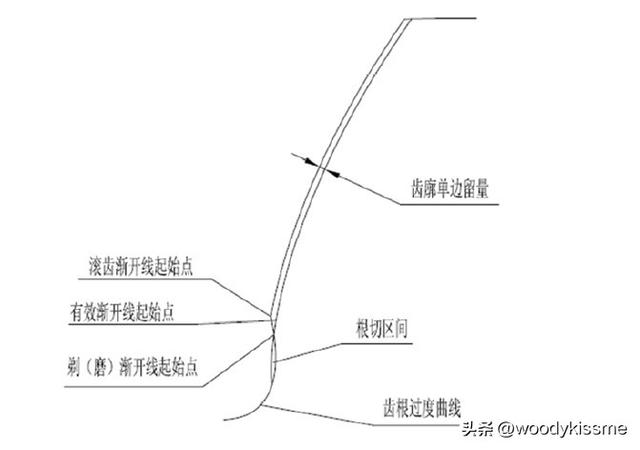
剃磨前齿形示意图
(1 ) 齿轮的留磨余量要均匀。渗碳齿形碳淬火后会产生变形 ,精度要下降 1~2 个等级 ,而磨齿则应将这些变形全部修正过来 ,故齿轮留磨余量 的大小应由渗碳淬火后齿 轮的最大变形来确定 。一般来说 ,最大变形量主要与材 料的热加工性能 ,热处理工艺水平 ,齿轮的结构形式与 几何 尺寸等因素有关 ,所以留磨余量要综合考虑以上诸多因素。

(2)磨前齿轮在齿根处要有一定 的根切。其原因有三 :从磨齿工艺上来说 ,要求齿根处要有一 定的根切量 ,以起到空刀槽的作用;从齿轮的热后残余应力情况来说,也要求齿根处有一定的挖根量,渗碳淬火后,齿轮根部残余应力是压应力,这对提高齿轮的抗弯强度是有利的,而磨齿根则会是表面的残余应力变为拉应力,根据有关资料介绍,这样会使齿轮的抗弯强度降低约17%-20%。如果磨前齿轮的齿根处没有根切量,则磨齿后齿根处会产生台阶,这样将产生较大的应力集中,严重影响齿轮的抗弯曲能力。
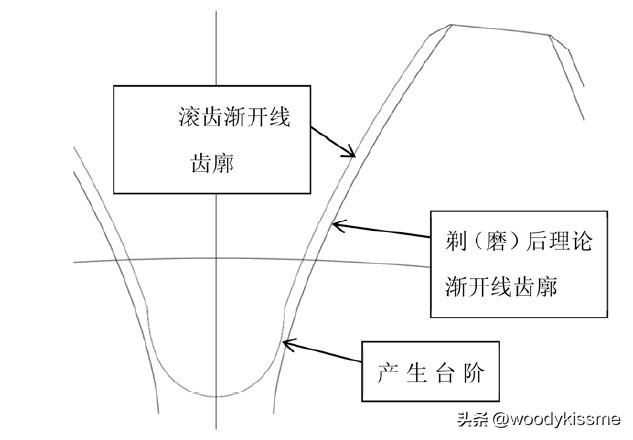
齿根台阶示意图
(3)磨后齿 轮 的渐开 线长度应足够长。由于齿根发生根切,有可能使齿轮的磨后渐开线长度不够,导致齿轮的重合度降低 ,从而在 啮合过程中产生振动和噪声 ,同时也降低了齿轮 的承载能力 。因此磨 后齿轮应有足够长的渐开线 ,以保证齿轮 的平稳运转 。
但是现在的新能源汽车变速齿轮设计的渐开线起始圆位置越来越低,磨前加工已经很难在满足渐开线长度的情况下保证齿根沉切量,所以只能在热后磨齿中通过修整砂轮和减小与齿轮根径的间隙来尽量减小或者消除台阶。

今天就分享到这,喜欢的小伙伴,别忘了点赞关注,持续分享更多相关内容,谢谢!
相关参考
什么磨床……内磨?外磨?工具磨?齿轮磨?精内磨学精了大概一个月1500-3000外磨(粗/精)2000-4000工具磨1200-1800齿轮磨1500-2000,内磨做这个的厂很少基本很限制了选择其他厂的空间没有意思-不过学外磨就很不错,工资高,...
...磨削轮对工件起磨削作用。无心磨属于周磨法。无心磨床研磨原理无心研削法它是由磨削砂轮,调整轮和工件支架(托架)三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于...
什么磨床……内磨?外磨?工具磨?齿轮磨?精内磨学精了大概一个月1500-3000外磨(粗/精)2000-4000工具磨1200-1800齿轮磨1500-2000,内磨做这个的厂很少基本很限制了选择其他厂的空间没有意思-不过学外磨就很不错,工资高,...
...锥形砂轮磨齿锥形砂轮磨齿工作原理如下图所示:是按照齿轮和齿条啮合原理。用锥面砂轮磨削渐开线齿面的。砂轮相当于假想齿条的一个齿,在磨削过程中,齿条的节线和被磨齿轮的节圆作纯滚动。锥形砂轮磨齿的分度运动用...
...通铣床:它可以加工平面、沟槽,也可以加工各种曲面、齿轮等,还能加工比较复杂的型面。(能实现精度0.05mm)3.磨床磨床是对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转砂轮进行磨削加工,少数的是使用油...
普通外圆磨削普通外圆磨削如下图所示,利用工件两端的顶尖孔,把工件支承在磨床的头架及尾座顶尖间,磨削时工件在主轴带动下作旋转运动,砂轮作横向进给。无心外圆磨削无心外圆磨它没有头架和尾架,而是由托板和导轮...
手工研磨平面的方法(平面加工的几种加工方案、精度等级及适应范围)
...磨、拉等方法加工。要求更高的精密平面,可以用刮研、研磨等进行光整加工。回转体零件的端面,多采用车削和磨削加工;其他类型的平面,以铣削或刨削加工为主。拉削仅适于在大批量生产中加工技术要求较高且面积不太大...
平面磨床树脂砂轮用什么修(金刚石砂轮整修的方法,保持砂轮良好需要知道的整修方法)
金刚石砂轮的修整是指用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。能最大限度提高砂轮...
强力珩磨(做磨床工一个月究竟有多少钱呢?师傅的工资又是多少?探讨)
...度很小的磨削,也能进行高效率的磨削,如强力磨削等。平面磨床的工件一般是夹紧在工作台上,或靠
抛光是完成诸如切割或磨削以提供光滑表面的预处理的过程。可以提高诸如表面纹理(表面粗糙度),尺寸精度,平面度和圆度之类的几何形状的精度。抛光的方法大致分为两类:一种是通过将硬而细的砂轮固定到金属上的"...