平面磨床磨不平怎么解决(水平仪的使用和读数)
Posted
篇首语:能够说服别人最好的方式,其实就是你始终坚持在做的事。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平面磨床磨不平怎么解决(水平仪的使用和读数)相关的知识,希望对你有一定的参考价值。
平面磨床磨不平怎么解决(水平仪的使用和读数)
一、水平仪的使用和读数
水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。水平仪是机床制造、安装和修理中最基本的一种检验工具。一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。如图:1
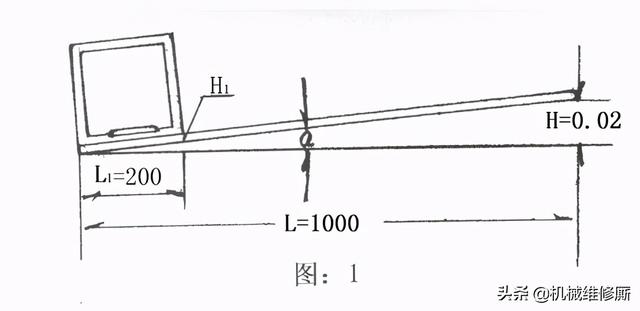
计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:
由tgα=H/L=0.02/1000=0.00002 则α=4秒
从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:
tgα=H/L=0.00002 H1=tgα×L1=0.00002×200=0.004(mm)
由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。另外,水平仪的实际变化值还与读数精度有关。所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
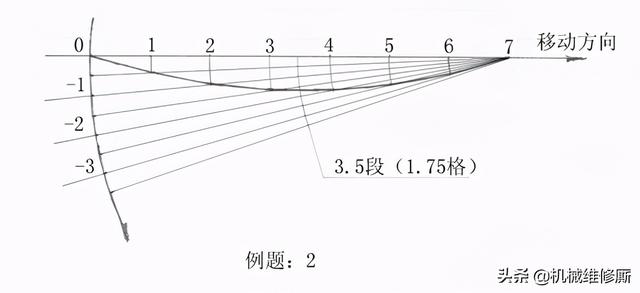
水平仪的读数,应按照它的起点任意一格为0。气泡运动一格计数为1,再运动一格计数为2,以此进行累计。在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前的导轨会有曲线性的现象)。测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。如图:2
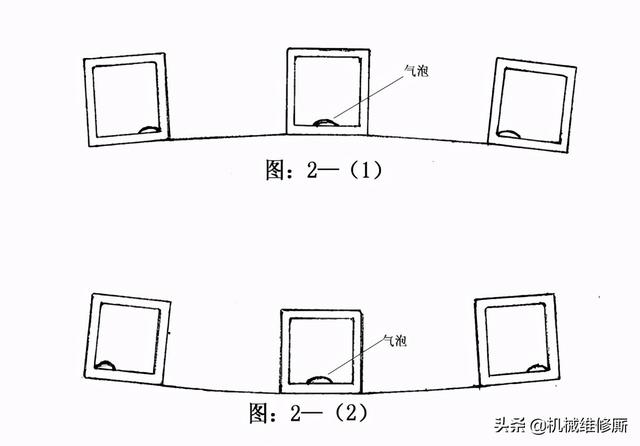
水平仪的移动方向与气泡的运动方向相反,呈凸,用符号“+”表示。
水平仪的移动方向与气泡的运动方向相同,呈凹,用符号“-”表示。
如果导轨是凸的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相反方向运动,如图2—(1)所示。
如果导轨是凹的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相同方向运动,如图2—(2)所示。
确定导轨的凹凸后,再根据所使用的垫铁长度和水平仪气泡运动格数和的一半进行计算,才能得到导轨的准确的直线度误差精度。
二、导轨直线度的检查调整和计算方法
水平仪是测量机床导轨直线度的常用的仪器,是用来检查导轨在垂直平面内的直线度和在水平面内的直线度。用水平仪来进行调整导轨的直线度之前,应首先调整整体导轨的水平。将水平仪置于导轨的中间和两端位置上,调整到导轨的水平状态,使水平仪的气泡在各个部位都能保持在刻度范围内。再将导轨分成相等的若干整段来进行测量,并使头尾平稳的衔接,逐段检查并读数,然后确定水平仪气泡的运动方向和水平仪实际刻度及格数。进行记录,填写“+”“-”符号,按公式进行计算机床导轨直线度精度误差值。
导轨直线度误差〈曲线图〉,在教材中所讲的是没有实际依据的,在生产现场适用很不方便,更不准确。它误导了人们的识别能力,在实际工作中不能应用,时常会给工作人员造成一种错觉。按此检查导轨直线度误差,是不能得到正确的精度数值的。例如:机床导轨平滑的凸或凹,在导轨的直线度误差〈曲线图〉中,都表示为一条直线。如果机床导轨前半段凸,后半段凹,在导轨直线度误差〈曲线图〉中,却表示该导轨呈凸。如果机床导轨前半段凹,后半段凸,在导轨直线度误差〈曲线图〉中,却表示该导轨呈凹。水平仪气泡沿一个方向运动,误认为是一条斜线(于水平面),这些现象在实际工作的测量检查中,经常发生争论,得不到统一,又没有具体的标准规定,只能按照书中的例题说明,错误的进行判断,给正常的生产工作带来了困难,造成了损失,使机床导轨的精度得不到保证。
导轨直线度误差值的计算方法比较简单方便,误差精度准确,适合于现场工作人员的操作和应用。计算公式如下:
导轨直线度误差值=格数和×
×水平仪精度×垫铁长度
格数和——水平仪(垫铁)在导轨全长上移动时气泡运动所产生的格数和
水平仪精度——一般200×200框式水平仪的精度为0.02/1000
垫铁长度——指放在导轨上的移动部件,水平仪所使用的垫铁和工作台
在书中提到的移动距离,作为一项计算数据是不够实际的,它代表不了任何的计算尺寸。移动距离是指在测量机床导轨时全长的分段,移动距离不等于垫铁长度,它不能用来作为计算中的数据,在测量机床导轨时应该采用垫铁的长度,在全长导轨上进行分段移动,调整机床导轨时用垫铁(小于工作台的长度)来进行,检查机床导轨的直线度误差值,水平仪一般放在工作台上进行测量,如图1所示。证明水平仪气泡的实际变化,是根据导轨上移动的部件长度来决定的。所以,检查机床导轨的直线度误差值,按照导轨的移动部件长度来计算,测量机床导轨时移动距离短,误差精度准确,形状清楚。在使用水平仪测量机床导轨时应注意重要的几个方面:部件的移动方向、水平仪气泡的运动方向、气泡变化的最大格数和在导轨上移动的部件(垫铁)长度。
调整导轨直线度误差值时,应使用比较短的垫铁,测量的数值比较准确。使用的垫铁长度不同,测得的数值和形状也不一样。上例证明的公式用来计算机床导轨工作长度的直线度误差值,就是指机床导轨全部长度减去垫铁长度(工作台长度)后那段导轨的直线度误差。检查机床导轨直线度误差值时,应注意技术标准中的导轨工作长度和导轨全部长度。如测量机床导轨全部长度的直线度误差值,则采用下例公式进行计算:
导轨全长直线度误差值=
该公式是在上例公式的基础上,加上了垫铁(工作台)下面的那段导轨的直线度误差值。在机械制造行业和实际生产现场一般不采用这种计算方法。
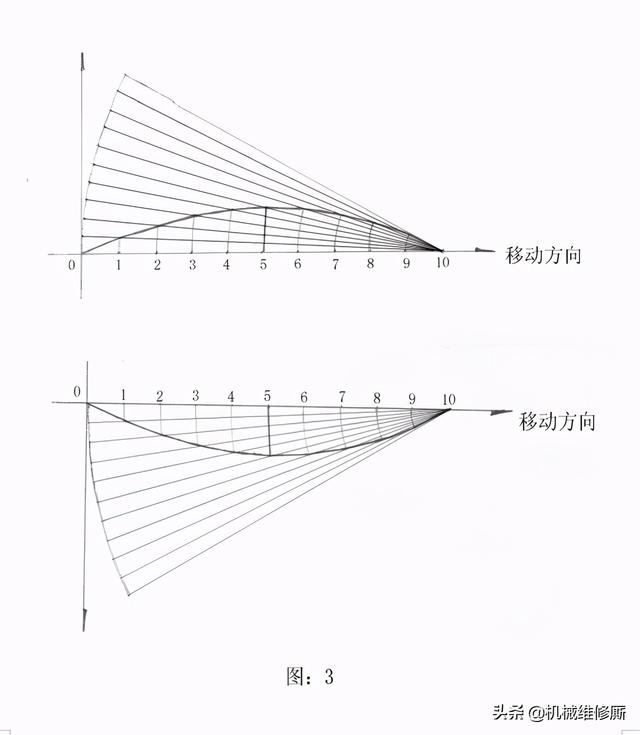
三、角度作图法
角度作图法是根据水平仪气泡变化的规律来进行角度值的画法。纵坐标表示水平仪气泡的运动方向。水平仪的移动方向与该气泡的运动方向相反,表示导轨呈凸,纵坐标箭头向上;水平仪的移动方向与该气泡的运动方向相同,表示导轨呈凹,纵坐标箭头向下。横坐标表示水平仪的移动方向和导轨的长度,每段代表移动距离。例图:1证明水平仪气泡每运动1格,其倾斜角等于4秒。为了直观清楚,以导轨的另一头为中心,导轨长度为半径,画出弧线,在弧线上分成相等的段数,连接中心0点,每段的度数表示4秒和水平仪气泡的1格。根据导轨的凹凸,确定角度的方向,然后画出每次水平仪移动后测量到的格数,连接每个测量点,得出导轨的形状。例图:3所示,横坐标与导轨弧线之间最大的距离就是该导轨的直线度误差。因每段测量时水平仪的移动距离和该气泡的运动格数有误差,最后计算时,采用水平仪气泡运动的格数和,在机床导轨的形状凹凸不平的情况下,则采用角度作图法中的实际最大格数。如果水平仪从另一个方向进行移动,就将图:3按左右方向转180°,该导轨的形状在图中没有变化,在实际工作过程中可以简单的作图,将角度分成相等的等分,表示水平仪的格数,角度作图法能使工作人员直观准确地看到机床导轨的形状,便以技术精度的保留和存档。
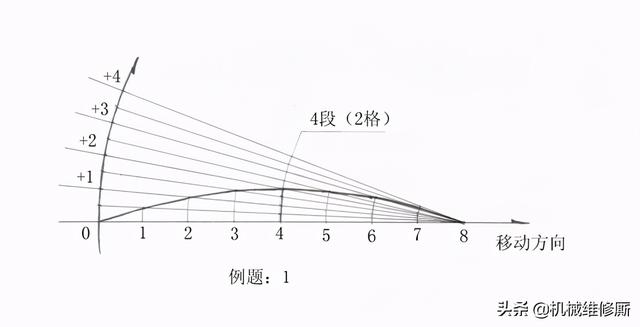
四、例题
1.某一龙门铇床B2012A的导轨全长8米,工作台的长度4米,用200×200的框式水平仪,精度为0.02/1000,来检查该导轨的直线度误差值(精度要求的标准为导轨工作长度0.04mm),按500mm将导轨分成8段进行测量,逐段检查并读数为:0,+0.5,+1,+1.5,+2,+2.5,+3,+3.5,+4,水平仪的气泡运动方向和工作台的移动方向相反,证明该导轨呈凸。按公式计算如下:

如果按照教材和书中的计算方法,采用移动距离500mm作为计算尺寸,那么该导轨的直线度误差值是0.04mm。在导轨直线度误差值〈曲线图〉中,却表示出一条倾斜的直线,假如该导轨的形状是一条倾斜的直线,那么水平仪的气泡在导轨的任何位置上没有变化。
2. 某一导轨磨床M50100进行精度调整,该导轨长5米,工作台长度1.6米,使用200×200的框式水平仪,精度为0.02/1000,进行测量调整后的导轨直线度误差值(精度的技术要求标准是机床导轨全部长度0.02mm,只许凸),按照约500mm将导轨分为7段进行测量,逐段测量读数为:0,-0.5,-1,-1.5,-2,-2.5,-3,-3.5,水平仪的气泡运动方向与工作台的移动方向相同,证明该导轨呈凹。按公式计算如下:
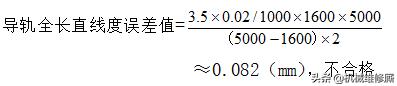
经过测量后该导轨直线度误差值约0.082mm,超过了技术要求的精度标准。如果按照教材和书中的计算方法,以移动距离为计算尺寸,则该导轨的直线度误差值应是0.035mm。在导轨直线度误差值〈曲线图〉中,该导轨却表示出一条倾斜的直线(与水平面),误认为导轨直线度误差值为0,所以导轨直线度误差值〈曲线图〉是不能证明机床导轨的误差和形状的。基本原理上检查的是导轨的不弧度,在实际工作中是不能应用的。
上面两例题是在实际生产工作中发生的具体问题,最后的结论却都被误认为合格,使机床的导轨精度得不到保证,给正常的生产工作造成了困难。
正确的使用水平仪,才能使机械设备的精度更高、更准确。为加快机械工业的发展,使机械产品的质量满足更高的技术精度,这一方面是很重要的。
相关参考
平面磨床怎么修砂轮(磨床老师傅总结的磨削常见问题及解决方案)
1.工件表面不平或不平行的原因及解决方案进刀量过大:减少进刀量,尤其在精磨阶段工件烧伤:使用正确的粒度、硬度工件残余应力:精磨前消除残余应力电磁夹脏了:精磨前清洁电磁夹砂轮轴没调好:重新调节使砂轮轴同台...
曲线磨床加工(机加工中的车、镗、铣、磨、线切割等设备的详解。重庆君和高科)
机床(英文名称:machinetool)是指制造机器的机器。机床在国民经济现代化的建设中起着重大作用。下面分享一些机械加工当中常见的设备:1.车床:车床是主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、...
ERDOS(鄂尔多斯)时装惆怅还有多少人记得曾经那样的时光作者丨高海平居家过日子,总希望有几件像样的家具。一来看上去气派,能把门面撑起来,二来实用,七零八碎的东西一股脑儿塞进柜子里,不碍眼。上世纪八十年代,...
...指示板偏斜,形成堵塞。3、安装弹簧支吊架时,水平面不平,安装时有斜角,弹簧工作张力是垂直的,直接顶住指示板
磨光的目的是把粗糙不平的基体表面磨平。抛光的目的是进一步把磨光以后的磨粒痕迹或细小的粗糙不平加以平整,使其达到光亮的程度。有些已镀件也要再抛光,使镀层光亮美观。刷光的目的则是清除镀件表面上黏附的氧化膜...
平面磨床修砂轮工具(【QA大问答】平面研磨刀剪类工具砂轮变形解决方案)
在研磨刀剪类工具时,通常粗磨使用的都是水泥砂轮,因为这类工具需要较大的走刀量来去达到需要的尺寸,且硬度多数都会在HRC50以上,工件硬度较高,单次走刀量会在0.1mm-0.2mm甚至更大,在高硬度及大走刀量的情况下会衍生...
汽车喷漆腻子总是磨不平(德高、立邦等品牌腻子哪家好?老师傅亲身实验测评,选错当心毁房)
涂料界有句行话:“三分涂料,七分腻子”。说的是,比起乳胶漆,腻子这种基层材料在墙面装饰里起着更重要的作用。墙面开裂、起皮、发霉甚至脱落,都可能是因为腻子质量不过关所致。腻子属于辅材,虽然通常不需要你自...
剪料:是指用剪切机从材料中获得矩形工件的工艺过程。公司采用数控剪床进行净尺寸切割下料,对工件加工要求不高。工艺工程师应该用这种工艺进行低加工成本的生产。 2.数冲:用数控冲床进行打孔操作,通常需要编程...
引言:无心磨床是一种精密磨削圆柱材料外圆的磨床,应用了无心磨削工艺来进行磨削加工工件,它通常有三种磨削方式,如切入磨、通磨以及切入—通过磨。本文将以无心磨床切入磨来进行相关内容的介绍。无心磨床在进行磨...
什么磨床……内磨?外磨?工具磨?齿轮磨?精内磨学精了大概一个月1500-3000外磨(粗/精)2000-4000工具磨1200-1800齿轮磨1500-2000,内磨做这个的厂很少基本很限制了选择其他厂的空间没有意思-不过学外磨就很不错,工资高,...