平面硬胶(医疗床脚轮热流道双色模设计)
Posted
篇首语:少年击剑更吹箫,剑气箫心一例消。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平面硬胶(医疗床脚轮热流道双色模设计)相关的知识,希望对你有一定的参考价值。
平面硬胶(医疗床脚轮热流道双色模设计)
作者:刘 勇 (兰州兰石能源装备工程研究院有限公司)
文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!
【摘要】
以医疗床脚轮注塑模具设计为例,介绍了欧洲双色模具和日本双色模具的特点。分析了热流道双色模的设计方法,设计了结构新颖的分流板,介绍了中板顶出双色模具的结构形式、适用场合以及设计要点。展示了如何将热流道技术和双色模技术融合在同一副模具中。为从事模具设计的人员合理地确定热流道双色模具的设计方案提供借鉴。
关键词:注射模;热流道模具;双色模具设计
1 塑件简介
医疗床脚轮是医疗床的运动部件,通常采用塑料设计制造。图1所示为医疗床脚轮塑件图,塑件硬胶部分为 PP,软胶为 TPE。塑件采用软胶包硬胶的结构,使塑件外观美观,同时软胶具有弹性,可以减小振动。医疗床脚轮塑件造型为圆形,内侧中心柱位外侧和边缘内侧一周均布多条骨位。软胶包围在硬胶外侧一周。内部空心柱位内孔直径为ϕ6.25mm,内壁有一圈较小倒扣,需要强制脱模。塑件技术要求为不得存在披峰、注射不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。软胶与硬胶结合紧密可靠,结合部位边缘整洁美观。
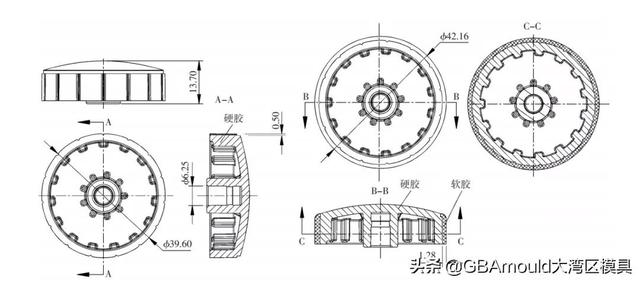
图1 医疗床脚轮塑件图
2 热流道系统设计
医疗床脚轮是轻负荷移动器具的车轮,属于标准件,需求量大,模具的生产批量属于大批量。模具排位为软硬胶分别为 8 腔,进胶方式为双色热流道注射。多腔热流道模具必须设计分流板,在分流板上设计流道将熔融塑料输送到每个型腔。对于双色模具来说,设计热流道系统可以分为两种方案。第一种为每种物料设计一个单独的分流板,两个分流板并列安装在定模板内;第二种为将两种物料的流道分层设计在同一个分流板内,两种物料的流道互相错开。第二种方案可以使模具结构紧凑,适合于小型塑件的多腔模具。本副模具选择第二种方案。
硬胶和软胶两种物料都是分别用两个热嘴45和47将熔融塑料注塑在分流道上,再分为4路进入4个型腔。浇口均为潜伏式浇口。
3 双色模具结构确定
双色模具结构按照模具设计风格和注塑机不同可以分为两大类。日本和中国的双色注塑机,代表了亚洲风格,都是具有两套平行的注射系统;而欧洲的双色注塑机,则是一个料管水平,一个料管垂直,双色模具也只有一幅。两种风格的双色模具原理是基本相似的,定模上下两排形状不一样,动模旋转180°分别和一次、二次定模成型。双色注塑机的模具结构可以为整体式模具结构,也可以分开设计成2个模架的结构。医疗床脚轮为欧洲风格双色模具,模具结构为一个模架、中板顶出并旋转的模具结构,两种物料的流道设计在同一个分流板内。定模座板2中心为一次浇口套 4,二次浇口套 1 设计在模具侧面。一次注射和二次注射均为潜伏式浇口潜定模进胶。
4 模具结构设计
模具排位为软硬胶分别为8腔,模具结构设计如图 2 所示。模架为非标模架 4045,硬胶 8 腔和软胶 8腔分别位于两侧,模架的4边分别设计一个斜度定位块 11,为模具提供精密定位。中板顶出采用中心转轴27顶出。中心转轴27的顶端装在型芯10底部,利用两组平面轴承 23 和 25 导向。中心转轴中间设计了冷却运水隔片,冷却运水与型芯 10 相连构成运水回路。中心转轴上装有齿轮22,齿轮22与齿条16啮 合。齿条16固定在齿条固定座48上,油缸49驱动齿条 16 移动。齿条 16 利用两组导向轴承 34 为其导向。导向轴承 34 通过轴承固定座 35 固定在顶出板18上。
中心转轴27底部通过导向套24固定在顶出板18上。顶出板18的顶出利用两个油缸41推出。流道推杆37和推杆39全部固定在推板20上。推板20和顶出板18的顶出利用导柱36导向,使顶出平稳。
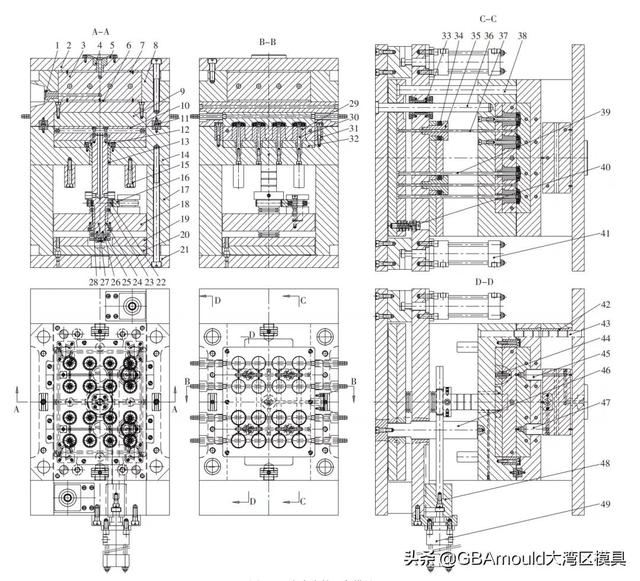
图2 医疗床脚轮双色模具
1.二次浇口套 2.定模座板 3.分流板 4. 一次浇口套 5.定位圈 6.中心垫 7.承压垫 8.支撑垫板 9.型腔 10.型芯 11.斜度定模块 12.密封圈 13.衬套 14.动模板 15.限位柱 16.齿条 17.支撑块 18.顶出板 19.推杆固定板 20.推板 21.动模底板 22.齿轮 23.平面轴承 24.导向套 25. 平面轴承 26.轴承压板 27.中心转轴 28.平键 29.动模镶件 30.中心镶针 31.型芯挤紧块 32.镶件固定板 33.滚珠导套 34.导向轴承 35.轴承固定座 36.导柱 37.流道推杆 38.复位杆39.推杆 40.弹簧 41.油缸 42.导套 43.导柱 44.定位块 45.一次热嘴 46.撑头 47.二次热嘴 48.齿条固定座 49.油缸
5 模具工作过程
一次注射完成后,开模,流道推杆37将硬胶水口料顶出自动跌落。油缸 41 带动顶出板 18 使中心转轴 27 顶出。中心转轴 27 将型芯 10 和镶件固定板 32一起顶出,动模镶件 29 带动塑件与中心镶件 30 分 离,塑件中心内孔倒扣实现强脱。油缸 49 通过齿条16驱动齿轮22实现中板机构旋转。旋转180后再次合模,注射成型并冷却后,在推杆39作用下塑件成品被顶出模外。
6 结束语
本副模具设计的热流道双色模具,将两种物料集中在同一个分流板上,模具结构新颖,模具结构可靠。经过投产以来的使用情况表明,模具结构设计先进,各项指标达到模具式样书的要求,深得国外客户的好评。
相关参考