平面砂轮(齿轮磨削方法学习笔记分享)
Posted
篇首语:笛里谁知壮士心,沙头空照征人骨。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平面砂轮(齿轮磨削方法学习笔记分享)相关的知识,希望对你有一定的参考价值。
平面砂轮(齿轮磨削方法学习笔记分享)

齿面磨削的分类
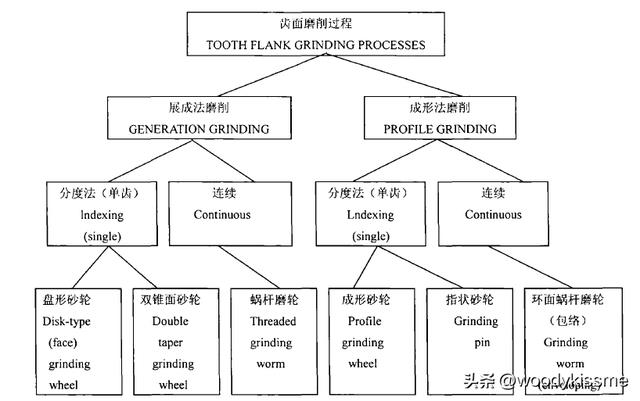
齿面磨削过程分类
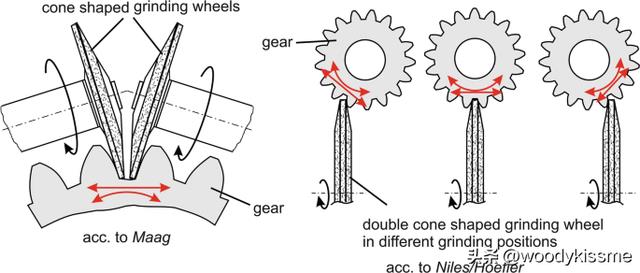
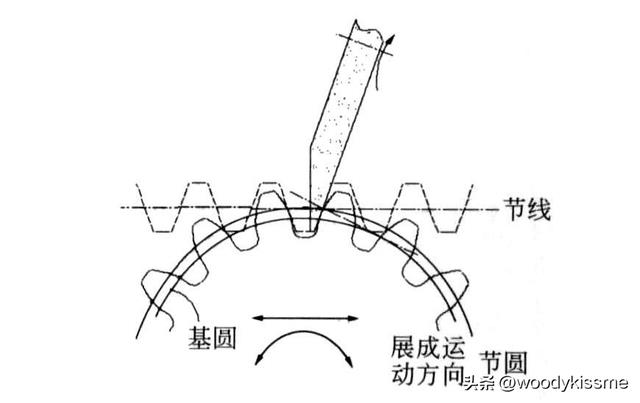
锥形砂轮磨齿

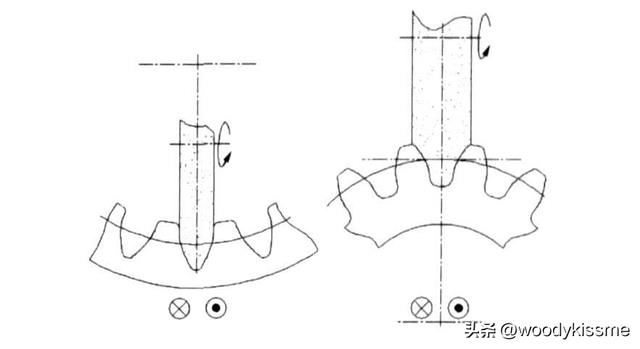
锥形砂轮磨齿工作原理如下图所示:是按照齿轮和齿条啮合原理。用锥面砂轮磨削渐开线齿面的。砂轮相当于假想齿条的一个齿,在磨削过程中,齿条的节线和被磨齿轮的节圆作纯滚动。锥形砂轮磨齿的分度运动用分度盘或分度蜗轮副、分度交换齿轮进行单齿分度,磨完一齿后分过一个齿角,再磨下一齿,这样直到磨完全齿。轴向进给运动由砂轮的往复运动来实现,其往复冲程长度由被磨齿轮的齿宽决定。
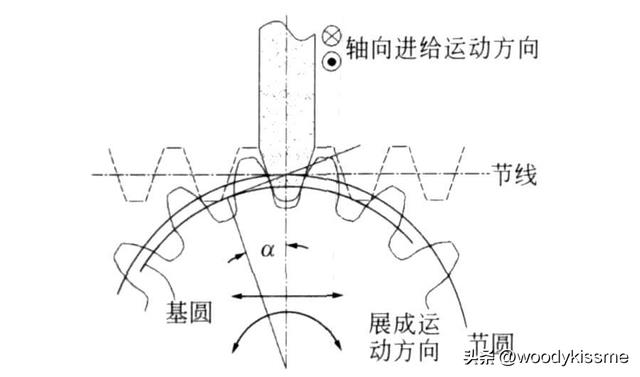
锥形砂轮磨齿工作原理
锥形砂轮磨齿是一种展成磨齿法,磨齿的工作精度一般在7~5级。德国的NILES 公司生产的ZSTZ 系列的数控锥砂轮磨齿机和HOFLER齿轮机床公司生产的NOVA 系列的数控锥砂轮磨齿机工作精度较高,可达到4级精度。
碟形砂轮磨齿
碟形砂轮磨齿工作原理如下图所示,它是采用一对碟形砂轮来磨齿的,源于瑞士MAGG 公司的齿轮磨床。
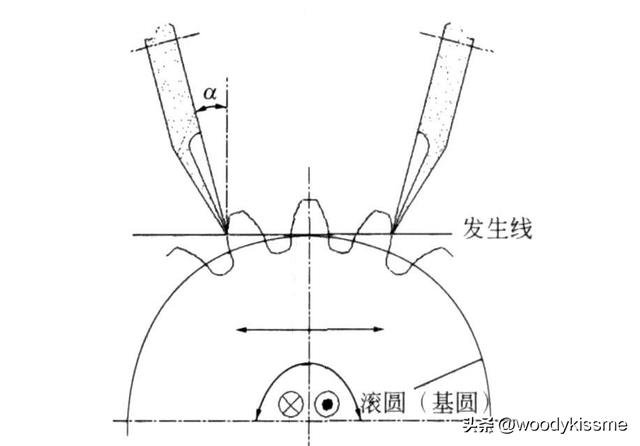
碟形砂轮磨齿工作原理
该类小规格机床的展成运动常采用钢带-滚圆盘作纯滚动来实现。处在钢带平面上的两砂轮的工作棱边相当于渐开线发生线上的两点,当钢带和滚圆盘相对滚动时,两棱边同时分别形成齿两侧的渐开线齿形。机床的分度运动是用分度盘进行单齿分度的,即在齿轮经过轴向走刀磨完第一个齿后,工件分过一齿,再开始磨下一个齿,这样逐齿磨削,直到磨完全齿。大规格碟形砂轮磨齿机的展成运动常采用分度蜗轮副及分度交换齿轮进行分度。

国内秦川机床厂生产的Y7032A 和Y7P032A上海机床厂生产的Y7063A 蝶形砂轮磨齿机磨齿精度达到了4级。瑞士MAAG 公司生产的双碟砂轮磨齿机SD-36-X,采用CNC 拓扑修形系统和CBN 砂轮磨削磨齿精度可达4~3级。
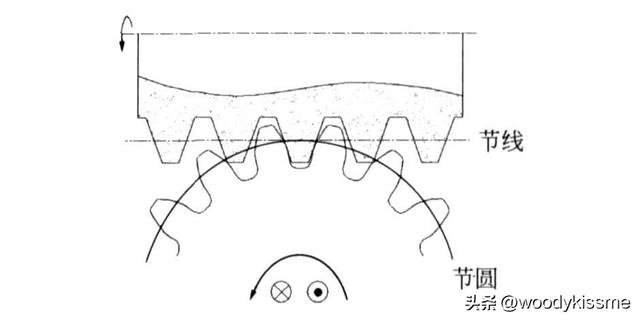
大平面砂轮磨齿
大平面砂轮磨齿工作原理如下图所示,它是利用齿条与齿轮啮合的原理,用大平面砂轮的工作面作为“假想齿条”的一个齿面用展成法加工齿轮的。其中展成运动的实现又分两类:一类是采用钢带-滚圆盘纯滚动形成展成运动,例如Gleason集团研制的SRS405数控大平面砂轮剃齿刀磨齿机及国产的Y7432磨齿机等;一类是采用渐开线凸轮-档块形成展成运动,例如美国的NationalTool 型、前苏联的589系列的磨齿机及国产的Y7125和Y7431磨齿机等。
大平面砂轮磨齿工作原理
我国秦川机床厂研制的大平面砂轮磨齿机磨齿精度可达4级,德国GarlFlarth 公司生产的SRS 系列大平面磨齿机磨齿精度可达3级,其中Gleason 集团研制SRS405剃齿刀磨齿机的磨齿精度可更高。
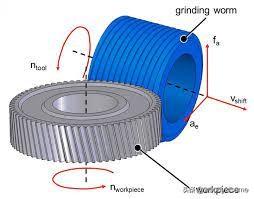
蜗杆砂轮磨齿

蜗杆砂轮磨齿工作原理用蜗杆形砂轮磨削渐开线圆柱齿轮,其基本原理类似于滚齿加工(如下图所示)。砂轮与工件啮合旋转,工件作连续分度并展成渐开线齿形,工件轴向进给加工出齿宽。在磨削斜齿轮时,由差动装置使工件获得附加运动,以加工出相应螺旋角的齿轮。
蜗杆砂轮磨齿工作原理

蜗杆砂轮磨齿也是一种展成磨齿法。国外生产蜗杆砂轮磨齿机磨齿精度最高的是瑞士Reishauer公司。Reishauer 公司开发的RZ300E 及RZ301S磨齿加工精度可达3级;研制的RZ400连续展成蜗杆砂轮磨齿机具有开放灵活的柔性修整系统砂轮架左边为修整位置右边为磨削位置可直接目视察看砂轮修整情形砂轮修整更换方便快捷。用它磨削一个模数4齿数27、齿宽50 mm 的直齿圆柱齿轮磨削时间仅为0.82min 。
成形砂轮磨齿

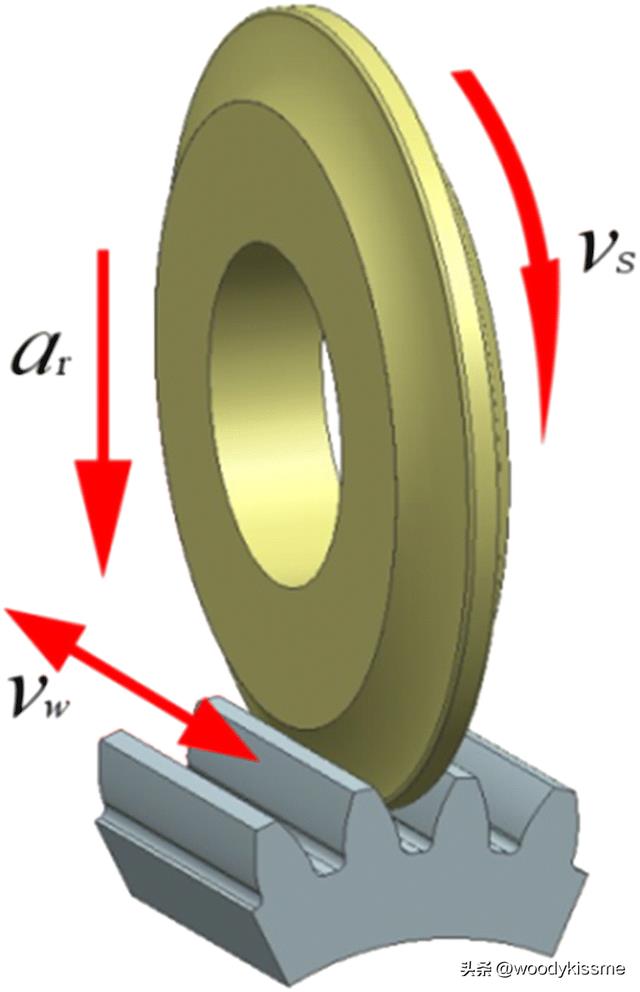
成形砂轮磨齿是靠成形砂轮来磨削渐开线齿形或其他齿形的工作原理如下图所示:
成形砂轮磨齿工作原理
成形砂轮磨齿无展成运动磨齿的精度主要取决于砂轮的修整精度与砂轮的定位精度。当磨削直齿轮时,砂轮的轴向截面形状即为工件的端面齿形;当磨削斜齿轮时,砂轮的轴向截面形状为砂轮与工件理论齿面的空间接触线在砂轮轴向平面的投影。成形砂轮磨齿采用单齿分度,工件轴向进给来实现全齿宽的磨削。当磨斜齿轮时,在工件轴向进给的同时,还应作附加的旋转运动,以获得相应的螺旋角。
近几年来,随着CNC 数控技术、砂轮拓扑修形技术的应用及高效CBN 砂轮的使用成形砂轮磨齿精度比以往有了较大的提高。例如英国霍洛伊德(Holroyd)公司研制的GTG2齿轮磨削中心 、德国Kapp 公司研制的VUS55P 数控成型砂轮磨齿机 、意大利Samputenslli 公司生产的S375G 数控成型磨床等都属于成形砂轮磨齿机,最高磨齿精度据称可达2级。
各种常见磨齿方法的一般磨齿精度与磨齿效率列于下表:
表:各种磨齿方法的一般磨齿精度与磨齿效率
齿轮磨削方法 | 工作精度 (ISO1328) | 磨削效率 |
锥形砂轮磨齿 | 7~4 | 中 |
蝶形砂轮磨齿 | 5~3 | 较低 |
大平面砂轮磨齿 | 5~3 | 低 |
蜗杆砂轮磨齿 | 6~4 | 较高 |
成形砂轮磨齿 | 7~3 | 高 |
我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
- 齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
- 刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!
往期精彩内容:
相关参考
如何选购平面磨床呢?根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、立式磨床、内圆磨床、工具磨床和各种专用磨床,(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床、锯片磨床、圆刀片磨床、滚剪刀磨...
(1)磨床类型磨床有外圆磨床、内圆磨床、平面磨床、齿轮磨床、导轨磨床、无心磨床、工具磨床等,常用的是外圆磨床和平面磨床。磨床型号的表示可见JBl838—85《金属切削机床型号编制方法》规定,表示内容如下:M——磨...
简介无心磨床是一类不需要采用工件的轴心而施行磨削的磨床,它一般是由磨削砂轮、导轮和床身构成,磨削砂轮与导轮安装在床身上,其中磨削砂轮实际担任磨削的工作,导轮下装有一与轴线垂直的直线导轨,通过直线导轨的...
磨床是利用磨具对工件表面进行磨削加工的机床。磨具指的是磨床砂轮,其磨削过程是通过砂轮的高速旋转(线速度可达35m/s)对零件进行磨加工。 砂轮虽然有自锐特点,但由于磨钝后的磨粒不一定都能够自动脱落或崩裂...
引言:无心磨床是一种用来加工工件外圆表面的磨床。在使用无心磨床的时候,我们通常都会用它来磨削光轴类的工件,例如活塞杆、圆柱导轨等的磨削,但无心磨床也是可以磨削其他类型的工件的,如台阶轴。本文将以无心磨...
平面磨床怎么修砂轮(磨床老师傅总结的磨削常见问题及解决方案)
1.工件表面不平或不平行的原因及解决方案进刀量过大:减少进刀量,尤其在精磨阶段工件烧伤:使用正确的粒度、硬度工件残余应力:精磨前消除残余应力电磁夹脏了:精磨前清洁电磁夹砂轮轴没调好:重新调节使砂轮轴同台...
平面磨床树脂砂轮用什么修(金刚石砂轮整修的方法,保持砂轮良好需要知道的整修方法)
金刚石砂轮的修整是指用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。能最大限度提高砂轮...
怎样在磨床上直接平衡砂轮(磨床车间师傅整理的笔记,推荐收藏)
...、影响磨床加工表面粗糙度的因素及其改善措施1.与磨削砂轮有关的因素主要是砂轮的粒度、硬度以及对砂轮的修整等。砂轮的粒度越细,则砂轮单位面积上的磨粒数越多,磨削表面的刻痕越细,表面粗糙度值越小。但粒度过细...
平面磨床精磨技巧(磨床大师傅经验总结,告诉你怎么磨削镜面?)
...t;0.01µm,光如镜面,可以清晰成像,故称镜面磨削。磨削平面的平面度不大于3µm/1000mm。高精密、高附加值零件的表面加工需要进行镜面磨削。二、镜面磨削用的磨床要具备以下条件有很高的精度、刚度并采取减振措施;砂轮主...
磨床震动是精密磨削领域十分头疼的问题,磨床的震动会直接影响工件的磨削质量。如,由于震动会引起工件出现波纹、粗糙度差及震动裂纹等。首先,我们要检查地平问题,如果地脚螺丝水平没有设置好,会引起磨床共振。若...