平铝铆钉(技术交底——金属风管制作)
Posted
篇首语:知识比金钱宝贵,比刀剑锋利,比枪炮威力大。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平铝铆钉(技术交底——金属风管制作)相关的知识,希望对你有一定的参考价值。
平铝铆钉(技术交底——金属风管制作)
金属风管制作
本章适用于工业与民用建筑工程中通风与空调系统普通钢板、镀锌钢板、复合保护层的钢板、不锈钢板和铝板风管的制作。
一、材料要求
1所使用的板材、型钢等材料应符合设计要求,并具有出厂合格证书和质量鉴定文件。
2普通钢板表面应平整、光滑、厚度均匀,并有紧密的氧化铁薄膜,不得有裂纹、结疤等缺陷。
3镀锌钢板(带)应符合国家标准《连续热镀锌薄钢板和钢带》GB2518的要求,其性能宜选用机械咬口类。采用100号以上的镀锌层,其三点试验平均值(双面)应不小于100g/。
4不锈钢板和铝板应符合国家标准《不锈钢冷轧钢板》GB3280及《铝及铝合金轧制板材》GB3880的要求,其表面不得有划痕、刮伤、斑痕和凹穴等缺陷。
5型钢材料应符合国家标准《热轧等边角钢尺寸、外形、重量及允许偏差》GB9787及《热轧扁钢尺寸、外形、重量及允许偏差》GB704的要求。
二、主要机具、设备
1机械:剪板机、冲剪机、薄钢板法兰成型机、切角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、型钢切割机、卷圆机、圆弯头咬口机、角(扁)钢卷圆机、冲孔机、插条法兰机、螺旋卷管机、台钻、电气焊设备、空气压缩机等。
2工具:手用电动剪、手电钻、油漆喷枪、液压铆钉钳、拉铆枪、划针、冲子、铁锤、木锤及钢卷尺、钢直尺、角尺、量角器、划规等。
三、作业条件
1现场加工场地应洁净、地面平整、不潮湿,并能防雨雪、大风且结构牢固,有充足的照明设施。
2作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材。
3编制施工组织设计,并己进行技术、质量、安全交底。
4风管制作应有批准的图纸、经审查的大样图、系统图。
四、操作工艺
(一)工艺流程:

(二)操作方法:
1领料、检查。
(1)不同类别及规格的风管系统所使用板材的厚度应符合《通风与空调工程施工质量验收规范》GB50243的要求。
(2)根据施工图、大样图、系统图及相关技术文件的要求,施工人员领取的材料,应进行核实,以保证材料符合技术、质量要求。
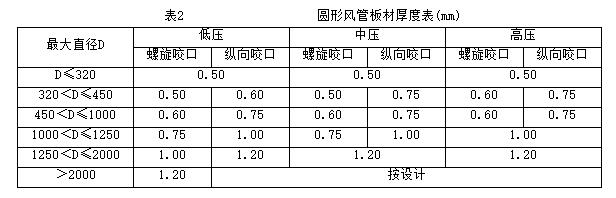
(3)矩形风管板材厚度应不小于表1的规定。圆形风管板材厚度应不小于表2的规定。

注:1.排烟系统风管钢板厚度可按高压系统选定。
2.特殊除尘系统风管的钢板厚度应符合设计要求。
3.不适用于地下人防与防火隔墙的预埋管。
2划线与剪切。
(1)基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等。展开方法宜采用平行线法、放射线法和三角线法。根据设计图及大样图的不同几何形状和规格,分别进行划线展开,并进行复核,以免有误。
(2)按划线形状用机械剪刀和手工剪刀进行剪切。剪切时,两手要扶稳钢板,用力均匀适当。
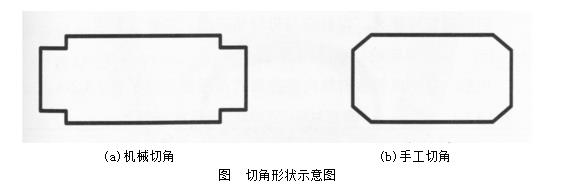
(3)板材咬口之前,必须用切角机或剪刀进行切角,切角形状见下图。
3板材纵向连接。
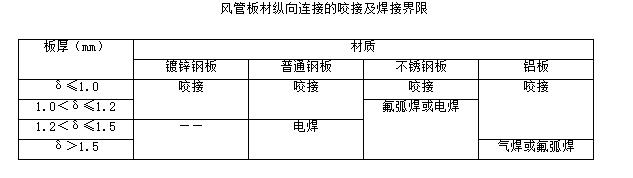
(1)风管板材纵向连接可采用咬口连接与焊接连接。不同板材咬接或焊接界限如下表规定。
(2)风管纵向焊接连接。
焊接时可采用气焊、电焊、氩弧焊或接触焊等,焊缝形式应根据风管的构造和焊接方法而定,可按下图中的几种形式选用。

铝板风管焊接时,焊材应与母材相匹配,焊缝应牢固。
(3)风管纵向咬口连接。
矩形、圆形风管板材纵向连接形式及适用范围见下表 。
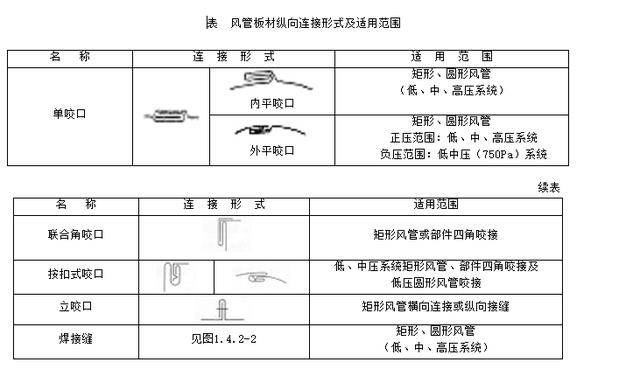
圆形风管的纵向连接分为纵向结合缝与螺旋结合缝两种。
咬口与折方:咬口时应扶稳板料,手指距滚轮护壳不小于50mm,不得放在咬口机轨道上。将画好折方线板料放在折方机下模的中心线上。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。折方时应与折方机保持一定距离,以免被翻转的钢板碰伤。折方后用合口机或手工进行合缝。操作时,用力均匀,不宜过重。使单、双口确实咬合,无胀裂和半咬口现象。
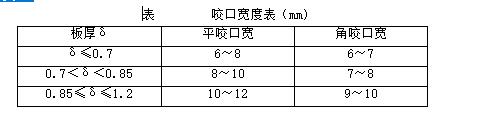
板材采用咬口形式时,其咬口缝应紧密,宽度应一致,折角应平直。咬口宽应符合下表的要求。
板材拼接:风管板材拼接的咬口缝应错开,不得有十字型拼接缝。镀锌钢板及有保护层的钢板的拼接,应采用咬接或铆接。不锈钢板厚度小于或等于1mm时,板材拼接可采用咬接;板厚大于1mm时宜采用氩弧焊或电弧焊,不得采用气焊。铝板厚度小于或等于1.5mm时,板材拼接可采用咬接或铆接,但不应采用按扣式咬口。
制作圆风管时,将咬口两端拍成圆弧状放在卷圆机上卷圆,按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
4法兰制作。
(1)矩形风管法兰。
矩形风管法兰由四根角钢组焊而成,划线下料时应注意使焊成后的法兰内径不小于风管的外径。下料调直后,用型钢切割机按线切断,再放在冲床上冲铆钉孔及螺栓孔,法兰四角处应设螺栓孔。冲孔后的角钢放在焊接平台上进行焊接,焊接时用各规格模具卡紧。
角钢法兰材料规格及连接要求应符合下表的规定。

(2)圆形风管法兰。
圆形风管法兰可用扁钢或角钢制作。制作方法是调整角(扁)钢卷圆机,将扁钢或角钢置于其上卷成所需大小的圆。根据风管直径,计算出法兰周长,并将卷好的扁钢或角钢按法兰周长截断,将其置于平台上调平、焊接,然后在台钻上钻孔。
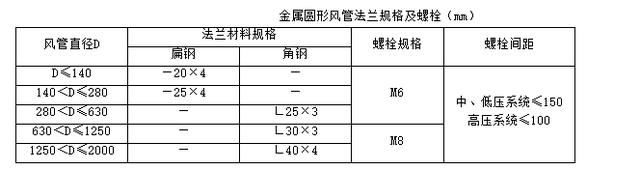
圆形风管法兰材料规格应符合下表的规定。
(3)同一批量加工的相同规格法兰,其螺孔间距排列应具有互换性。
5风管连接形式。
(1)风管铆接连接。
铆钉连接时,必须使铆钉中心线垂直于板面,铆钉头应把板材压紧,使板缝密合并且铆钉排列整齐、均匀。
板材之间铆接,一般中间可不加垫料,设计有规定时,按设计要求进行。
圆形风管横向结合缝采用铆接时,铆钉间距应小于150mm。
(2)矩形风管角钢法兰连接。
风管板厚小于或等于1.2mm且风管长边尺寸小于等于2000mm的风管,与角钢法兰连接宜采用翻边铆接。风管的翻边应紧贴法兰,翻边宽度均匀且不应小于6mm,咬缝及四角处应无开裂与孔洞。铆接应牢固,无脱铆和漏铆。铆钉间距100~120mm,且数量不少于4个。
风管板厚大于1.2mm的风管,与角钢法兰连接可采用焊接或翻边间断焊。风管与法兰应紧贴,风管端面不得凸出法兰接口平面,间断焊的焊缝长度宜在30~50mm,间距不应大于50mm。
风管与法兰铆接前先进行技术质量复核,合格后将法兰套在风管上,管端留出不小于6mm的翻边量,管折方线与法兰平面应垂直,然后使用液压铆钉钳或手动夹眼钳用铆钉将风管与法兰铆固,并留出四周翻边。
翻边应平整,不应遮住螺孔,四角应铲平,不应出现豁口,以免漏风。
不锈钢风管与法竺铆接时,宜采用不锈钢铆钉。当法兰采用碳素钢时,其表面应采用镀铬或镀锌等处理。
铝板风管与法兰连接宜采用铝铆钉。当法兰采用碳素钢时,其表面应按设计要求作防腐处理。
(3)矩形风管薄钢板法兰连接。
薄钢板法兰风管连接端面应采用机械加工,其尺寸、形状应准确,法兰端面的折角处应平直,接口处应严密平整,接口四角处应有固定措施。
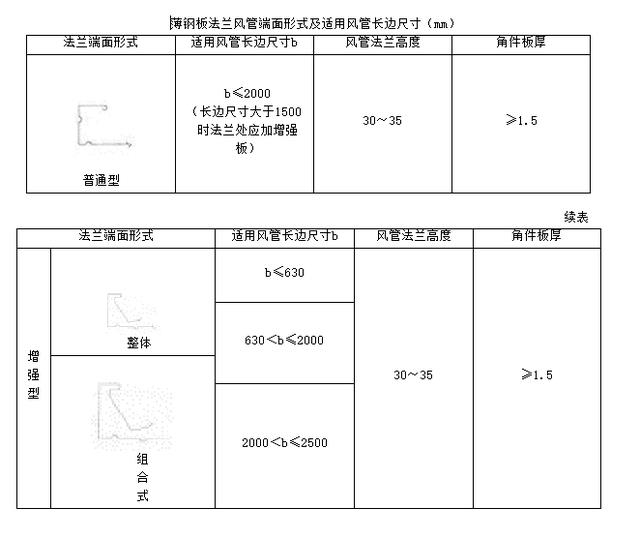
薄钢板法兰风管端面形式及适用风管长边尺寸按下表 。
普通型角件应采用加强筋形式冲压成型,角件应采用镀锌板。
增强型(组合式)薄钢板法兰可采用铆接或无铆钉本体压接。铆(压)接间距:中压风管≤150mm:高压风管≤1OOmm。
弹簧卡长度宜为120mm,顶丝卡宽度宜为30mm,顶丝为M8镀锌螺栓。
不锈钢风管采用碳素钢材料的紧固件时,表面应采用镀铬或镀锌等处理。
(4)矩形风管C、S形插条连接方式。
采用C形插条、S形平插条连接的风管长边尺寸不应大于630mm。
C形立插条、S形立插条连接的风管长边尺寸不宜大于1250mm。S形立插条与风管壁连接处应采用小于150mm的间距铆接。
插条与风管插口的宽度应匹配,连接处应平整、严密。水平插条长度与风管宽度应一致,垂直插条的两端各延长不少于20mm。
铝板矩形风管的连接,不宜采用C. S平插条。
(5)矩形风管立咬口连接方式。
立咬口与包边立咬口连接风管,其立筋的高度应大于或等于角钢法兰的高度。同一规格风管的立咬口、包边立咬口的高度应一致,铆钉间距不应大于150mm。
(6)圆形风管连接。
圆形风管连接形式及适用范围见下表。

螺旋咬口风管内径尺寸小于1000mm的咬口间距应不大于127mm,风管内径尺寸大于1000mm的咬口间距应不大于150mm。
螺旋咬口风管内径尺寸大于400mm应在管壁压制加强筋,内径大于1000mm应压制两条加强筋。
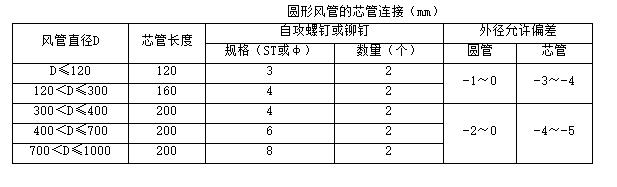
风管采用芯管连接时,芯管板厚与风管相同,长度、外径允许偏差及芯管自攻螺丝或铆钉个数见下表。
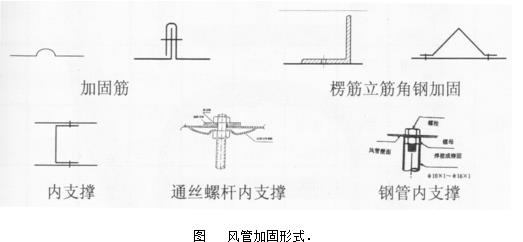
6风管加固。
(1)风管加固的最低条件应符合本标准1.5.1第5条的规定。
(2)风管的加固可采用管壁压制加强筋以及管内、外加固等形式,加固形式见下图。
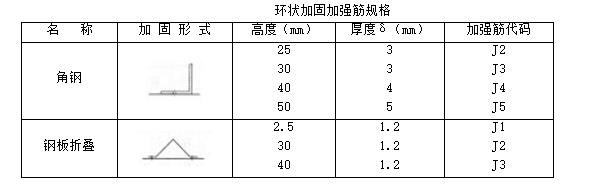
(3)加固时,矩形风管宜采用角钢、轻钢型材或钢板折叠;园形风管宜采用角钢。其尺寸可按下表选定。
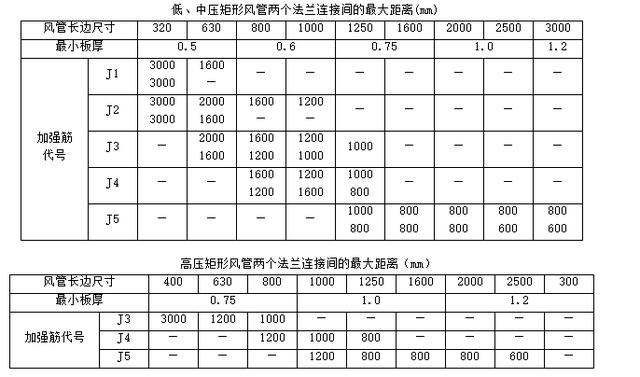
(4)矩形风管两个法兰连接间(或与环状加弧筋间)的最大距离应符合下表的规定。
(5)压制加强筋的风管,其加强筋间距不应大于300mm靠近法兰加强筋与法兰间距不应大于150mm 。风管管璧加强筋的凸出部分应在风管外表面。轧制加强筋后的风管板面不应有明显的变形。机制薄钢板法兰风管均应轧制加强筋。
(6)风管加固应排列整齐、间隔应均匀对称,与风管的连接应牢固。铆接间距应不大于220mm。
(7)加固框(筋)的纵向安装位置应符合以下规定:
当采用与法兰同规格的角钢或强度相同的法兰加固时,可等分安装:
当采用低于角钢法兰强度的法兰加固时,外加固框(筋)距风管端面的距离应不大于250mm。
(8)采用螺杆内支撑时,两端专用垫圈应置于风管受力(压)面。当风管四个壁面均加固时,两根支撑杆交叉成十字状。
(9)采用钢管内支撑时,可在钢管内预先焊接或铆固二只螺母。钢管长度应与风管边长尺寸相等,两端面须垂直。
(10)高压系统风管的单咬口缝,应有防止咬口缝胀裂的加固或补强措施。
(11)铝板矩形风管采用碳素钢材料进行内、外加固时,应按设计要求作防腐处理。
(12)铝板风管加固采用铝材时,其选用规格及加固间距应另行校核计算。
7防腐、喷漆。
(1)无设计要求时,镀锌钢板、不锈钢板及铝板风管不喷漆。
(2)风管喷漆防腐不应在低温(低于5℃)和潮湿(相对湿度大于80%)的环境下进行。喷漆前应清除表面灰尘、污垢与锈斑,并保持干燥。喷漆时应使漆膜均匀,不得有堆积、漏涂、皱纹、气泡及混色等缺陷。
(3)普通钢板在压口时必须先喷一道防锈漆,保证咬缝内不易生锈。
8检验、出厂。
(1)制作完成的风管,根据合同技术文件、设计规定、验收规范及其他有关要求进行检验。
(2)风管成品检验后应按设计图纸主干管、支管系统的顺序写出连续号码及工程简名,合理堆放码好,等待运输出厂或安装。
五、质量标准
(一)主控项目:
1风管的材料品种、规格、性能与厚度等应符合设计和现行国家产品标准的规定。
检查数量:按材料与风管加工批数量抽查10%,不得少于5件。
检验方法:查验材料质量合格证明文件、性能检测报告,尺量、观察检查。
2防火风管的本体、框架与固定材料、密封垫料必须为不燃材料,其耐火等级应符合设计的规定。
检查数量:按材料与风管加工批数量抽查10%,不应少于5件。
检查方法:查验材料质量合格证明文件、性能检测报告,观察检查与点燃试验。
3风管必须通过工艺性的检测或验证,其强度和严密性要求应符合设计或下放要求:
(1)风管的强度应能满足在1.5倍工作压力下接缝处无开裂。
(2)矩形风管的允许漏风量应符合以下规定:
低压系统风管QL≤0.1056P0.65
中压系统风管QM≤0.0352P0.65
高压系统风管QH0.0117P0.65
式中QL、QM、QH为系统风管在相应工作压力下,单位面积风管单位时间内的允许漏风量[/(h·)]
P为风管系统的工作压力(Pa)
(3)低压、中压圆形金属风管的允许漏风量为矩形风管规定值的50%;
(4)排烟、低温送风系统按中压系统风管的规定。
检查数量:按风管系统的类别分别抽查,不得小于3件及15。
检验方法:检查产品合格证明文件和测试报告,或进行风管强度和漏风测试。
4金属风管的连接应符合下放规定:
(1)风管板材拼接的咬口缝应错开,不得有十字型拼接缝。
(2)风管法兰材料应符合上表规定要求,矩形风管法兰的四角部位应设有螺孔。
当采用加固方法提高了风管法兰部位的强度时,其法兰材料规格相应的使用条件可适当放宽。
无法兰连接风管的薄钢板法兰高度应参照表1.4.2-8的规定执行。
检查数量:按加工批数量抽查5%,不得少于5件。
检查方法:尺量、观察检查。
5金属风管的加固应符合下列规定:
(1)圆形风管(不包括螺旋风管)直径大于等于800mm,且其管段长度大于1250mm或总表面积大于4均应采取加固措施;
(2)矩形风管边长大于630mm,保温风管边长大于800mm,管段长度大于1250mm或低压风管单边平面积大于1.2,中、高压风管大于1.0,均应采取加固措施。
检查数量:按加工批抽查5%,不得少于5件。
检查方法:尺量、观察检查。
(二)一般项目:
1金属风管的制作。
(l)风管的咬口缝应紧密、宽度应一致;折角应平直,圆弧应均匀;两端面平行。风管无明显扭曲与翘角;表面应平整。
(2)焊接风管的焊缝应平整,不应有裂缝、凸瘤、穿透的夹渣、气孔及其他缺陷等,焊接后板材的变形应矫正,并将焊渣及飞溅物清除干净。
检查数量:按制作数量10%抽查,不得少于5件。
检查方法:查验测试记录,进行装配试验,尺量、观察检查。
2法兰连接风管的制作。
(1)风管法兰的焊缝应熔合良好、饱满,无假焊和孔洞:同一批量加工的相同规格法兰的螺孔排列应一致,并具有互换性。
(2)风管与法兰采用铆接连接时,铆接应牢固,不应有脱铆和漏铆现象:翻边应平整、紧贴法兰,其宽度应一致,且不应小于6mm;咬缝与四角处不应有开裂与孔洞。
(3)风管与法兰采用焊接连接时,风管端面不得高于法兰接口平面。当风管与法兰采用点焊固定连接时,焊点应融合良好,间距不应大于l00mm;法兰与风管应紧贴,不应有穿透的缝隙或孔洞。
(4)当不锈钢板或铝板风管的法兰采用碳素钢时,应根据设计要求做防腐处理;铆钉应采用与风管材质相同或不产生电化学腐蚀的材料。
检查数量:通风与空调工程按制作数量抽查10%,不得少于5件。
检查方法:查验测试记录,进行装配试验,尺量、观察检查。
3无法兰连接风管的制作。
(1)薄钢板法兰矩形风管的接口及附件,其尺寸应准确,形状应规则,接口处应严密;薄钢板法兰的折边(或法兰条)应平直;弹性插条或弹簧夹应与薄钢板法兰相匹配:角件与风管薄钢板法兰四角接口的固定应稳固、紧贴.端面应平整;相连处不应有大于2mm的连续穿透缝。
(2)采用C、S形插条连接的矩形风管,其边长不应大于630mm:插条与风管加工插口的宽度应匹配一致;连接应平整、严密,插条两端压倒长度不应小于20mm。
(3)采用立咬口、包边立咬口连接的矩形风管,其立筋的高度应大于或等于同规格风管的角钢法兰宽度。同一规格风管的立咬口、包边立咬口的高度应一致;咬口连接铆钉的间距不应大于150mm,间隔应均匀;立咬口四角连接处的铆固,应紧密、无孔洞。
检查数量:按制作数量抽查10%,不得少于5件。
检查方法:查验测试记录,进行装配试验,尺量、观察检查。
4风管加固。
(1)角钢、加固筋的加固,应排放整齐、均匀对称,其高度应小于或等于风管的法兰宽度。角钢、加固筋与风管的铆接应牢固,间隔应均匀,不应大于220mm;两相交处应连接成一体。
(2)管内支撑与风管的固定应牢固,各支撑点之间或与风管的边沿或法兰的间距应均匀,不应大于950mm。
(3)中压和高压系统风管的管段,其长度大于1250mm时,还应有加固框补强。高压系统金属风管的单咬口缝,还应有防止咬口缝胀裂的加固或补强措施。
检查数量:按制作数量抽查10%,不得少于5件。
检查方法:查验测试记录,进行装配试验,观察和尺量检查。
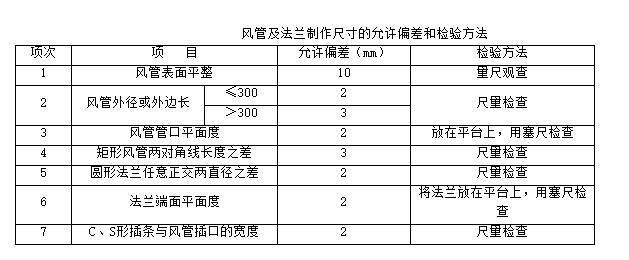
5风管及法兰制作尺寸的允许偏差和检验方法应符合下表 的规定。
六、成品保护
1所有钢板应置于隔潮木垫架上,且应叠放整齐。
2不锈钢板、铝板下料时应使用不产生划痕的画线工具,操作时,不得使用铁锤。
3型钢及法兰应分类码放,且防雨、雪措施。
4风管成品应置于平整、无积水的场地,并有防雨、雪措施。应按系统编号整齐、合理的码放,便于装运。
5装卸搬运时风管应轻拿轻放,防止损坏成品。
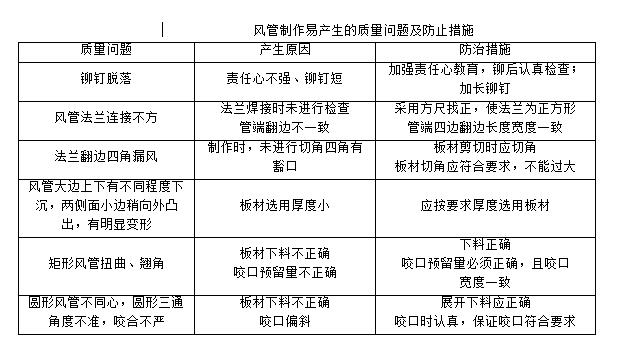
七、应注意的问题
金属风管制作时易产生的问题和防止措施见下表.
相关参考
一、材料要求1所使用的板材、型钢等材料应符合设计要求,并具有出厂合格证书和质量鉴定文件。2普通钢板表面应平整、光滑、厚度均匀,并有紧密的氧化铁薄膜,不得有裂纹、结疤等缺陷。3镀锌钢板(带)应符合国家标准《...
金属风管制作本章适用于工业与民用建筑工程中通风与空调系统普通钢板、镀锌钢板、复合保护层的钢板、不锈钢板和铝板风管的制作。一、材料要求1所使用的板材、型钢等材料应符合设计要求,并具有出厂合格证书和质量鉴...
一、材料要求1所使用的板材、型钢等材料应符合设计要求,并具有出厂合格证书和质量鉴定文件。2普通钢板表面应平整、光滑、厚度均匀,并有紧密的氧化铁薄膜,不得有裂纹、结疤等缺陷。3镀锌钢板(带)应符合国家标准《...
一、材料要求1所使用的板材、型钢等材料应符合设计要求,并具有出厂合格证书和质量鉴定文件。2普通钢板表面应平整、光滑、厚度均匀,并有紧密的氧化铁薄膜,不得有裂纹、结疤等缺陷。3镀锌钢板(带)应符合国家标准《...
...4安装使用材料:螺栓、螺母、垫圈、垫料、自攻螺钉、铆钉、拉铆钉、电焊条、焊丝、不锈钢焊丝、石棉布、帆布、膨胀螺栓等,都应符合产品质量要求。二、主要施工设备机具主要施工机具:手锤、电锤、手电钻、手锯、电
...4安装使用材料:螺栓、螺母、垫圈、垫料、自攻螺钉、铆钉、拉铆钉、电焊条、焊丝、不锈钢焊丝、石棉布、帆布、膨胀螺栓等,都应符合产品质量要求。二、主要施工设备机具主要施工机具:手锤、电锤、手电钻、手锯、电
...4安装使用材料:螺栓、螺母、垫圈、垫料、自攻螺钉、铆钉、拉铆钉、电焊条、焊丝、不锈钢焊丝、石棉布、帆布、膨胀螺栓等,都应符合产品质量要求。二、主要施工设备机具主要施工机具:手锤、电锤、手电钻、手锯、电
...4安装使用材料:螺栓、螺母、垫圈、垫料、自攻螺钉、铆钉、拉铆钉、电焊条、焊丝、不锈钢焊丝、石棉布、帆布、膨胀螺栓等,都应符合产品质量要求。二、主要施工设备机具主要施工机具:手锤、电锤、手电钻、手锯、电
...4安装使用材料:螺栓、螺母、垫圈、垫料、自攻螺钉、铆钉、拉铆钉、电焊条、焊丝、不锈钢焊丝、石棉布、帆布、膨胀螺栓等,都应符合产品质量要求。二、主要施工设备机具主要施工机具:手锤、电锤、手电钻、手锯、电
...4安装使用材料:螺栓、螺母、垫圈、垫料、自攻螺钉、铆钉、拉铆钉、电焊条、焊丝、不锈钢焊丝、石棉布、帆布、膨胀螺栓等,都应符合产品质量要求。二、主要施工设备机具主要施工机具:手锤、电锤、手电钻、手锯、电