平焊单面焊双面成型技巧(焊工必备技能|水平固定管焊接你掌握的怎么样?)
Posted
篇首语:身不饥寒,天未曾负我;学无所获,我何以对天。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平焊单面焊双面成型技巧(焊工必备技能|水平固定管焊接你掌握的怎么样?)相关的知识,希望对你有一定的参考价值。
平焊单面焊双面成型技巧(焊工必备技能|水平固定管焊接你掌握的怎么样?)
小径管管对接水平固定焊开坡口和装配方法
(1)试件材料 20无缝钢管。
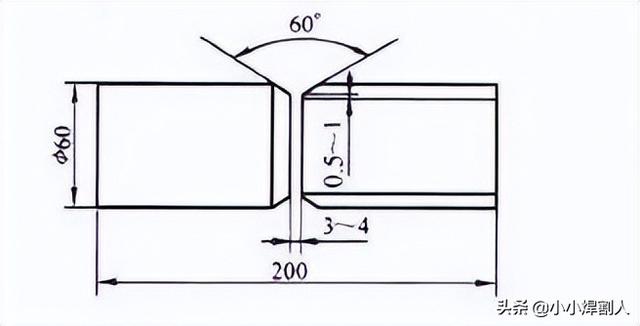
(2)试件规格 60mm x4mm,L =200mm,见图
(3)坡口尺寸 60°V形坡口,钝边为0.5-1mm。
(4)焊接材料 E4303或E5015焊条,直径为2. 5mm或3. 2mm。
(5)焊接要求 单面焊双面成形。
(6)试件装配
1)修磨钝边为1-1. 5mm,无毛刺,错边量<0. 5mm。
2)试件清理。用角向磨光机、锉刀、砂布和钢丝刷等清理坡口正反两面各20mm范围内的油污、水分、氧化物、毛刺和铁锈等,直至露出金属光泽。
3)试件的装配与定位焊。将清理好的试件,对齐找正、留有3-4mm间隙,用正式焊接工艺和焊接材料在试件坡口内斜平位置(上爬坡)定位焊一处即可,将定位焊点处理成斜坡状并有适当的反变形。组装后经检查合格后,按焊位和合适的高度将管子固定在操作架上待焊。小径管子对接水平固定焊试件如上图所示。
2小直径管对接水平固定打底层焊接技术
(1)引弧---连弧焊引弧
用碱性焊条焊接时,在起弧过程中,由于熔渣少、电弧中的保护气体少等原因,使熔池保护效果不好,焊缝极容易出现密集气孔,多为N2气孔。为了防止这类现象出现,碱性焊条的引弧多采用划擦法。在始焊处时钟6点位置的前方10mm处引弧后,把电弧拉至始焊处,即时钟6点位置进行电弧预热,当发现坡口根部有“出汗”现象时,将焊条向坡口间隙内顶送,听到“噗噗”声后,稍停一下,使钝边每侧熔化1-2mm并形成第一个熔孔,这 时引弧工作完成。
碱性焊条需用电流比同直径的酸性焊条要小10%左右。为此,引弧过程中要求焊工手稳、技术高,引弧及回弧动作要快、准。
(2)断弧焊引弧
在时钟6-5点位置,即仰焊位置引弧,用长弧进行预热,当焊条端部出现熔化状态时,用腕力将焊条端部的第一、第二滴熔滴甩掉。与此同时,观察预热处有“出汗”现象时,迅速而准确地将焊条熔滴送入始焊端间隙,稍做一下左右摆动的同时,焊条向后上方稍微推一下,然后向斜下方带弧、灭弧,第一个熔池就这样形成了,引弧工作结束。
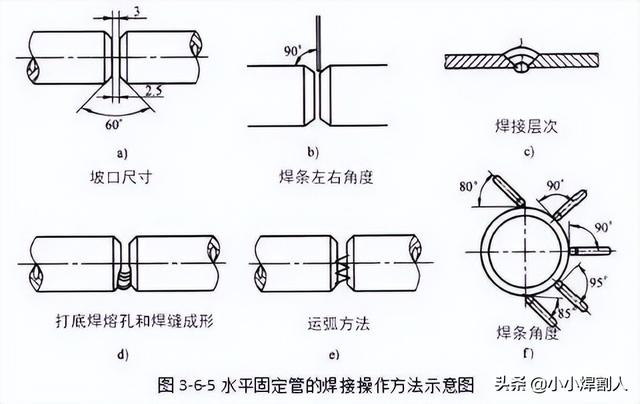
(3)焊条角度
1)起焊点,即时钟5-6点位,焊条与焊接方向管切线的夹角为80-85°
2)在时钟7-8点位置,为仰焊爬坡焊,焊条与焊接方向管切线的夹角为100°-105°。
3)在立焊位置,即时钟9点钟位置,焊条与焊接方向管切线的夹角为90°。
4)在立位爬坡焊位置,即时钟10-11点位置施焊过程中,焊条与焊接方向管切线的夹角为85-90°。
5)在平焊位置,即时钟12点位置焊接时,焊条与焊接方向管切线的夹角为75-80°。
各点位置焊条角度如图3-6-4及3-6-5所示。前半圈与后半圈相对应的焊接位置,焊条角度相同。

3小直径管对接水平固定盖面层焊接技术
1. 清理熔渣
仔细清理打底层焊缝与坡口两侧母材夹角处的熔渣、焊点与焊点叠加处的熔渣。
2. 运条方法
在时钟5-6点位置,即仰焊位置引弧后,长弧预热仰焊部位,将熔化的第一、第二滴熔滴甩掉,因为此时的熔滴温度低、流动性不好。然后以短弧的方式向上送熔滴,采用月牙形运条或横向锯齿形运条法施焊。焊接过程中始终保持短弧,焊条摆至两侧时要稍作停顿,将坡口两侧边缘熔化1- 2mm,使焊缝金属与母材圆滑过渡,防止产生咬边缺陷。
焊接过程中,熔池始终保持椭圆形状且大小一致,熔池应明亮清晰。前半圈收弧时,要对弧坑稍填些熔化金属,使弧坑成斜坡状,为后半圈焊缝收尾创造条件。焊接后半圈之前,应把前半圈起头部位焊缝的焊渣敲掉10-15 mm,焊缝收尾时注意填满弧坑。用碱性焊条焊接盖面层时,始终用短弧预热、焊接,引弧方法采用划擦法。
3.焊条角度
由于根部打底层焊缝已焊完,盖面层焊缝与根部是否焊透无关,主要技术问题是盖面层焊缝应成形良好,余高应符合技术规定,焊缝与母材圆滑过渡,无咬边。为此,焊条与管子焊接方向切线的夹角应比打底层焊接稍大5°左右,如图3-6-6所示。

(1)仰焊位置,即时钟6-7点位置,焊条与焊接方向管切线的夹角为85°-90°。
(2)仰位爬坡焊位置,即时钟7-8点位置,焊条与焊接方向管切线的夹角为105°-110°。
(3)立焊位置,即时钟9点钟位置,焊条与焊接方向管切线的夹角为95°。
(4)立位爬坡焊位置,即时钟10-11点位置,焊条与焊接方向管切线的夹角为90°-95°。
(5)平焊位置,即12点钟位置,焊条与焊接方向管切线的夹角为75°-80°
4步骤及注意事项
1)熟悉图样、清理坡口表面和修锉钝边。
2)按装配要求组装试件,进行定位焊,并将试件水平固定在焊接支架距地面800- 900mm的高度上待焊。
3)从管子仰焊位处引弧起焊,按逆时针先焊右半圈,采用断弧法焊至平焊位。
4)清理焊渣并修磨仰、平焊位接头,成缓坡状。
5)变换焊接位置,焊接左半圈,在仰焊位缓坡状处起头或用电弧切割成缓坡状再起 头,用与右半圈同样的操作方法完成打底层的焊接。
6)清理焊渣及飞溅物,焊接盖面层,仍采用两半圈焊法,施焊时均采用月牙形或横向锯齿形运条法焊接,注意收弧时填满弧坑。
7)焊接后,清理管件内、外焊缝的焊渣和飞溅物,检查正、反两面焊缝。
相关参考
平焊法兰也可以称为锻造法兰,板式平焊法兰、蒸汽管道法兰,它们用于连接碳钢管道。公称压力不超过2.5MPa。平焊法兰的连接形式包括单面焊接。它用双面螺母连接,焊接时只需要单面焊接,不需要焊接管的内孔和法兰连接。...
平焊法兰也可以称为锻造法兰,板式平焊法兰、蒸汽管道法兰,它们用于连接碳钢管道。公称压力不超过2.5MPa。平焊法兰的连接形式包括单面焊接。它用双面螺母连接,焊接时只需要单面焊接,不需要焊接管的内孔和法兰连接。...
平焊法兰也可以称为锻造法兰,板式平焊法兰、蒸汽管道法兰,它们用于连接碳钢管道。公称压力不超过2.5MPa。平焊法兰的连接形式包括单面焊接。它用双面螺母连接,焊接时只需要单面焊接,不需要焊接管的内孔和法兰连接。...
焊条单面焊双面成型视频(焊接玩家“手工耿”上央视火了?网友:凭什么是他?)
前一段时间上央视的“手工耿”小火了一把。他才华横溢,被誉为“河北爱迪生”他颜值在线,被称为“保定樊少皇”他靠传家本事焊接各种“脑洞大开”的手工黑科技,坐拥百万粉丝,却被扎心为“耿哥出品,必属废品”。你...
焊条单面焊双面成型视频(焊接玩家“手工耿”上央视火了?网友:凭什么是他?)
前一段时间上央视的“手工耿”小火了一把。他才华横溢,被誉为“河北爱迪生”他颜值在线,被称为“保定樊少皇”他靠传家本事焊接各种“脑洞大开”的手工黑科技,坐拥百万粉丝,却被扎心为“耿哥出品,必属废品”。你...
平焊法兰是内孔加工了比管子外径略大一点的一个凹台,管子插在里面焊的。对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就合两个管子一样焊接。平焊和对焊是指法兰和管道连接时的焊接方式,对焊法兰的焊接安装需要...
氩弧焊打底如何接头呢(每个焊工都应该知道的操作技巧氩弧焊焊接必备4大常用武器)
...电在大直径白钢管线焊接时,采用氩弧焊焊接方式,要求单面焊双面成形,焊接前应仔细检查管件缝隙,选用适合焊丝与电流要匹配,焊接时注意观察焊缝的收缩量,打底完成后就需要用到强光手电观察背面是否存在缺陷。(感...
平焊不锈钢法兰(恒达管业丨科普贴:平焊法兰和对焊法兰的区别)
平焊法兰和对焊法兰的基本区别是:对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就和两个管子一样焊接。平焊法兰是接口处加工了比管子外径略大一点的一个凹台,管子插在里面焊的。对焊的焊接性能比较好,腐蚀...
...最大的烦恼是什么?你以为是高难技术的仰焊?鱼鳞焊?单面焊双面成型?都不是!其实最让新手烦心的就是简单的起弧,焊条电弧焊的起弧可以说是比较让人闹心的。即使是老手,稍不注意,都会出现粘焊条的情况,何况是新...
氩弧焊薄板焊接方法(干货丨一文教会你手工钨极氩弧焊单面焊双面成形)
手工钨极氩弧焊是一种非熔化极气体保护焊方法,又叫做TIG焊。其原理是利用钨极与焊件间产生的电弧熔化母材及填充焊丝进行焊接。焊接过程中,钨极、熔池、邻近区域及填充焊丝端部均处在氩气保护之中。手工钨极氩弧焊的...