平开窗制作(门窗制作、安装工艺及质量要求)
Posted
篇首语:从困难中战胜出来的人 才是真正的赢家。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平开窗制作(门窗制作、安装工艺及质量要求)相关的知识,希望对你有一定的参考价值。
平开窗制作(门窗制作、安装工艺及质量要求)
门窗制作工艺及质量要求
一.推拉门窗加工制作工艺流程一般为
1.外框加工过程:
下料计划 → 外框下料 → 外框中梃下料 → 外框料铣榫铣缺 → 外框加工锁勾锁鼻安装孔 →外框下横料铣排水孔 → 外框组装→ 外框检查包装
2.推拉窗内扇加工过程:
下料计划 → 内扇下料→ 内扇竖料铣榫铣缺→ 内扇竖料铣锁孔→ 内扇横料竖料穿密封毛条或胶条→内扇下横料装滑轮→内扇组装→ 内扇组装质量检查→内扇玻璃安装打胶→内扇质量检查包装
二.平开门窗加工制作工艺流程一般为
1.外框加工过程:
下料计划 → 外框下料 →外框中梃下料 → 外框料及中梃料铣榫铣缺→外框下框冲排水孔→外框划与中梃连接中心线、靠模钻孔→连接角铝下料→装密封条→外框、中梃组装→外框质量检查
2.内扇加工过程:
下料计划 → 内扇下料→ 内扇竖料铣锁孔→连接角铝下料→装密封胶条→内扇克角→ 线撑靠模钻连接线撑孔→外框、内扇组装→钻执手孔→ 固定及开启部位玻璃压线下料→内扇玻璃压线铣执手孔→内扇划执手孔线、钻孔→ 安装执手→门窗质量检查、包装
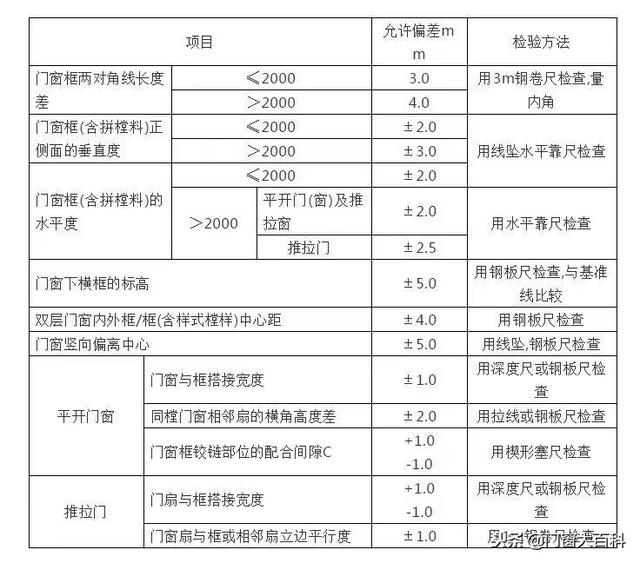
三.铝合金门制作尺寸允许偏差

四.铝合金窗制作尺寸允许偏差

五.塑料窗制作尺寸允许偏差

门窗安装工艺及质量要求
一、铝合金门窗的安装工艺
1.工艺流程
弹线找规矩 → 门窗洞口处理 → 门窗洞口内埋设连接铁件 → 铝合金门窗拆包检查 → 按图纸编号运至安装地点 → 检查铝合金保护膜 → 铝合金门窗安装 → 门窗口四周嵌缝、填保温材料 → 清理 → 安装五金配件 → 安装门窗密封条 → 质量检验→ 纱扇安装。
弹线找规矩:在最高层找出门窗口边线,用大线坠将门窗口边线下引,并在每层门窗口处划线标记,对个别不直的口边应剔凿处理。高层建筑可用经纬仪找垂直线。门窗口的水平位置应以楼层+50cm水平线为准,往上反,量出窗下皮标高,弹线找直, 每层窗下皮(若标高相同)则应在同一水平线上。
墙厚方向的安装位置:根据外墙大样图及窗台板的宽度,确定铝合金门窗在墙厚方向的安装位置;如外墙厚度有偏差时,原则上应以同一房间窗台板外露尺寸一致为准,窗台板应伸入铝合金窗的窗下5mm为宜(窗距外墙面的距离以排砖的模数为准,并留5mm的凹槽,以利打密封胶)。
安装铝合金窗披水:按设计要求将披水条固定在铝合金窗上,应保证安装位置正确、牢固。
防腐处理: 门窗框两侧的防腐处理应按设计要求进行。如设计无要求时,可涂刷防腐材料,如橡胶型防腐涂料或聚丙烯树脂保护装饰膜,也可粘贴塑料薄膜进行保护,避免填缝水泥砂浆直接与铝合金门窗表面接触,产生电化学反应,腐蚀铝合金门窗。铝合金门窗安装时若采用连接铁件固定,铁件应进行防腐处理,连接件最好选用不锈钢件。
就位和临时固定:根据已放好的安装位置线安装,并将其吊正找直,无问题后方可用木楔临时固定。
处理门窗框与墙体缝隙:铝合金门窗固定好后,应及时处理门窗框与墙体缝隙。如设计未规定填塞材料品种时,应采用矿棉或玻璃棉毡条分层填塞缝隙,外表面留5~8mm深槽口填嵌嵌缝膏,严禁用水泥砂浆填塞。在门窗框两侧进行防腐处理后,可填嵌设计指定的保温材料和密封材料。待铝合金窗和窗台板安装后,将窗框四周的缝隙同时填嵌,填嵌时用力不应过大,防止窗框受力后变形。

2.门窗安装固定的基本顺序:
a、首先应在洞口位置弹出洞口中线和室内50cm标高线,门窗在安装前连接好固定片,连接片至窗角的距离不应大于180mm,间距应小于600mm。
b、在窗框的上下框标记中心线,当窗框装入洞口时,其中心线与洞口的中心线对齐,窗的上下框四角及中横框的对称位置用木楔或垫块塞紧作临时固定,当下框长度大于0.9m时,其中央也用木楔塞紧。然后按图纸要求,调整窗框的进出位置以及垂直度、水平度及直角度。
c、当窗与墙体固定时,应先固定上框,而后固定边框,最后固定下框,固定上框时,先固定中心点,再固定两边。
d、混凝土墙洞口应采用射钉或塑料膨胀螺钉固定;砖墙洞口应采用塑料膨胀螺钉或水泥钉固定,并不得固定在砖缝处;加气混凝土洞口,应采用木螺钉将固定片固定在胶粘圆木上;设有预埋件的洞口应采用焊接方法固定。
e、门窗固定后,在窗框和洞口间的发泡剂、矿棉或防水砂浆等,填塞时,临时固定垫块不应拆除,待填塞完成后,撤掉临时垫块,其空隙用闭孔弹性材料填塞。
f、窗框外侧与外墙装饰材料间,用防水胶进行密封。
3.铝合金门窗安装质量要求
二、塑料门窗安装工艺
1.操作工艺:
1)、立门窗框前要看清门窗框在施工图上的位置、标高、型号、门窗框规格、门扇开启方向、门窗框是内平、外平或是立在墙中等,根据图纸设计要求在洞口上弹出立口的安装线,照线立口。
2)、预先检查门窗洞口的尺寸、垂直度及预埋件数量。
3)、塑钢门窗框安装时用木楔临时固定,待检查立面垂直、左右间隙大小、上下位置一致,均符合要求后,再将镀锌锚固板固定在门窗洞口内。
4)、塑钢门窗与墙体洞口的连接要牢固可靠,门窗框的铁脚至框角的距离不应大于180mm,铁脚间距应小于600mm。
5)、塑钢门窗框上的锚固板与墙体的固定方法有预埋件连接、燕尾铁脚连接、金属膨胀螺栓连接、射钉连接等固定方法:当洞口为砖砌体时,不得采用射钉固定。
6)、带型窗、大型窗的拼接处,如需设角钢或槽钢加固,则其上、下部要与预埋钢板焊接,预埋件可按每1000mm间距在洞口内均匀设置。
7)、塑钢门、窗框与洞口的间隙,应采用矿棉条或玻璃棉毡条分层填塞,缝隙表面留5-8mm深的槽口嵌填密封材料。
8)、塑钢门、窗扇安装前须进行检查,翘曲超过2mm的经处置后才能使用。
9)、推拉门、窗扇的安装:将配好的门、窗扇分内扇和外扇,先将外扇插入上滑道的外槽内,自然下落于对应的下滑道的外滑道内,然后再用同样方法安装内扇。
10)、平开门、窗扇的安装:先把合页按要求位置固定在塑钢门、窗框上,然后将门、窗扇嵌入框内临时固定,调整合适后,再将门、窗扇固定在合页上,必须保证上、下两个转动部分在同一轴线上。
11)、地弹簧门扇安装:先将地弹簧主机埋设在地面内,浇筑混凝土使其固定:主机轴应与中横档上的顶轴在同一垂线上,主机表面与地面齐平,待混凝土达到设计强度后,调节上门顶轴将门扇装上,最后调整门扇间隙及门窗开启速度。
12)、安装门窗扇时,扇与扇、扇与框之间要留适当的缝隙,一般情况下,留缝限值≤2mm,无下框时门扇与地面间留缝4-8mm;
13)、塑钢门、窗各杆件的连接均是采用螺钉、铝拉铆钉来进行固定,因此在门、窗的连接部位均需进行钻孔:钻孔前,应先在工作台或铝型材上画好线,量准孔眼的位置,经核对无误后再进行钻孔;钻孔时要保持钻头垂直。
14)、塑钢门、窗交工之前,应将型材表面的塑料胶纸撕掉,如果塑料胶纸在型材表面留有胶痕,宜用香蕉水清洗干净。
15)、塑钢门窗横竖杆件交接处和外露的螺钉头,均需注入密封胶,并随时将塑钢门窗表面的胶迹清理干净。
16)、安装五金配件时,应先在框、扇杆件上钻出略小于螺钉直径的孔眼,然后用配套的自攻螺钉拧入,严禁将螺钉用锤直接打入。
17)、门锁安装,应在门扇合页安装完后进行。
2.塑料门窗安装质量要求:

相关参考
...装玻璃压条,开启扇与大固定扇的外框采用连通设计,外平开窗应采取正装设计方式,不得采用反拍窗工与外框拼接设计方式实现内装压线。1.1.2平开门、窗及推拉窗框料及扇料,隔热推拉门扇宽大于1米均采用45度组
塑钢门窗的三个环节 塑钢门窗的型材、制作、安装三个重要环节,必须环环扣紧,才能保证质量,必须重视以下几个问题:(一)型材质量 型材质量关系到门窗质量和使用寿命,是推广塑钢门窗成败的关键。型材生产中,...
平开窗开启尺寸规范(铝合金门窗现场施工安装质量控制及成品保护要求)
铝合金门窗现场施工安装质量控制及成品保护要求一、现场施工安装质量控制1.1条件交底会:乙方在进场前应组织内外装总包等单位,召开作业面条件交底会。根据施工界面划分,明确各单位施工内容和注意事项及作业面移交注...
第一章PVC塑料门窗组装工艺第一节型材下料在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对门窗的质量有重要的影响。为保证门窗良好的使用性能,在下料工序中,要严格按规范操作。应保证所选型材为合格品,...
第一章PVC塑料门窗组装工艺第一节型材下料在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对门窗的质量有重要的影响。为保证门窗良好的使用性能,在下料工序中,要严格按规范操作。应保证所选型材为合格品,...
第一章PVC塑料门窗组装工艺第一节型材下料在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对门窗的质量有重要的影响。为保证门窗良好的使用性能,在下料工序中,要严格按规范操作。应保证所选型材为合格品,...
最先进门窗制作机构(2021系统门窗品牌10大品牌排行知多少)
...务为一体的制造型企业;主营高档铝合金门窗、断桥双色平开窗组合、系统门窗、各大重型门、阳光房、碳晶木门、幕墙等系列。公司凭借强大的研发能力及对卓越品质的执著追求,在过去17多年里在中国及世界各地建立了广泛...
...套、蜗轮蜗杆、转子支承结构以及安装座等部件的材料与制作工艺决定了电机使用寿命的长短和抗颠簸抗冲
暖气配件(门窗制作及五金配件的选用会在供暖期间影响门窗节能)
门窗制作及五金配件的选用门窗制作时,要考虑门窗承受风荷载的能力,防止因强度不够,框扇变形,配合缝隙增大,气密性下降而导致保温性能满足不了要求,同时,应严格控制制作工艺以保证气密性能。此外,五金件、密封...
...套、蜗轮蜗杆、转子支承结构以及安装座等部件的材料与制作工艺决定了电机使用寿命的长短和抗颠簸抗冲