平底铣(CNC编程工作流程注意事项)
Posted
篇首语:黄金的宝藏比不上知识的宝藏。本文由小常识网(cha138.com)小编为大家整理,主要介绍了平底铣(CNC编程工作流程注意事项)相关的知识,希望对你有一定的参考价值。
平底铣(CNC编程工作流程注意事项)
CNC编程工作流程注意事项
一、 编程前的准备工作:
1.收到实体后应先了解模具结构。
2.检查是否有放缩水率, 产品中心与模具中心是否重合或偏移。
3.了解产品的配合关系,在配合位处(如止口、孔)要预留余量。
4.定加工坐标系,一般模具中心即为加工坐标系,模架面或分型面为 Z 零面,要注意模架面与分型面的高差。
5.编程前一定要进行光顺“ FAIR”,以提高曲面质量及加工质量。
6.确定好快速定位抬刀高度。
二、 确定加工工艺(以提高效率和加工质量为原则)
1.数控加工工序一般分为:开粗——清角——半精——精加工。
2.尽量用大刀开粗,小刀清角。粗加工的刀径要比清角刀径大。
3.大面积平台,一律用平底刀铣,禁止为方便用球刀整体加工。
4.加工步距要灵活变通,一般上模要光滑点,下模可粗糙点。
5.粗加工时每层的吃刀深度约 0.8— 1.2MM ,粗加工后的加工余量为0.5—1.0MM 。
6.加工步距: 型腔精加工步距为 0.3MM ,型蕊 0.4MM ,分型面 0.3—0.4MM ,粗电极 0.3MM, 精电极 0.2MM 。 (加工步距可以根据刀具直径大小适当调整 )
三、 编程过程中应注意的问题:
1.尽量使用圆角刀开粗,降低刀粒损耗。
2.充分考虑刀具刚性,尽量控制长径比小于 5 在使用加长刀具加工时,可用尖角刀,以减少铣削接触面,避免弹刀。
3.一般情况下,碰擦穿面不留碰模余量;大面积封胶位,可留 15---20MM封胶,其余铣避空。
四、 常用刀路介绍:
1.环绕等高加工( WCUT)
选定边界封闭线框中所要加工的曲面, 进行逐层等高铣削。 适用于高效开粗及半精, 在参数设定选用“素材 STOCK”加工方式。
也可以设 [定只做外形加工平等高精加工曲面,但对较陡曲面加工效果良好,对平缓曲面加工效果差,用于局部清角。
* 做电极时,用 WCUT 开粗顶部曲面;再设定做 2D 外形加工来铣削避空部份,以达到高效加工。
2.环绕投影加工
加工所选定封闭区域曲面,也可以有岛屿回避。走刀方式有三种:
A、 平行走刀(可设定在某角度)
B、 环绕加工:由内向外或由外向内加工。
C、 辐射加工:适用于两环之间的区域加工。
注:
- 1) SRFPKT一般使用球刀,对于平缓曲面效果好,而对较陡曲面效果差。同时需注意走刀角度,通常用 45 度角。
- 2)用 SRFPKT设定 45 度角加工,入刀角位与出刀角位以及尖角位处一般铣得较为粗糙。需另加程序进行补刀加工。
- 3)腔精加工用 WCUT铣四周, SRFPKT或 SURCLE铣底部。
3.沿面投影加工( SURCLR)在两条封闭线或非封闭线之间的区域进行多曲面加工, 主要用于形状较简单的多曲面区域精加工或清角。
4.刀路组合:根据加工刀路特点和工件具体形状,采用组合刀路进行加工,以提高效率和表面质量。
例如:
1)的顶部曲面,四周斜面,通常型蕊粗加工时可用 WCUT 粗加工顶部, PROFILE或 POCKET铣四周,也可以用 WCUT 设定只做外形加工来铣四周。若斜面较高,精加工时可作 SRFPKT铣顶部, WCUT铣四周;若斜面较低时,可用 SRFPKT45角度铣所有曲面。最好先用 SURCLR加工前面刀路疏漏部份。
2)型腔加工采用 WCUT 开粗及半精加工(设定“素材 STOCK”方式); SURCLR或 WCUT 清角;对于深浅腔加工则可用 SRFPKT45度走刀或 SURCLR加工所有曲面。
五、 加工方法和刀具选用。
1, 尽量采用大刀开粗,再用小刀清角。例如 ? 32 刀具直径是 ? 8 刀具的 4 倍,而加工面积却是 16 倍数。并且大直径刀具刚性好,吃刀深度和走刀速度都明显大于小直径刀具加工。
2,尽量采用圆角刀开粗,平底刀清角。因圆角刀刀粒受力较好,并可多次转角使用,而方粒就只能再用两次。
3,平面一般不得采用球刀加工,而要用平底刀加工,最好留 0.2MM ,精光一刀。
4,直壁沟槽加工,先精加工工件底面,再精加工侧面。高度小于 50MM 的侧面尽量避免用硬质合金粒刀具大数量往复加工 ,而要选用直柄整体刀进行外形轮廓加工 .(每刀深度约为刀具半径。 )
5,适当采用成形刀具加工形状规则的工件以提高效率。例如:锥度刀铣斜面,指状刀铣筋条,圆角刀( R0.3-R1)清小圆角等。
6,为保证刀具切削负荷恒定,尽量采用逐层环绕加工方式走刀,避免上下走刀加工。
7,使用刀具刚性要足够,一般长径比(刀具长度与直径的比值衡量)不得超过 5。例如直径 16MM 的刀具伸出长度不得大于 80MM 刀具还应留25---45MM 夹持长度。可参考《刀具规格表》 (附录 2)选择加工刀具,防止加工过程中刚性不足而弹刀过切。
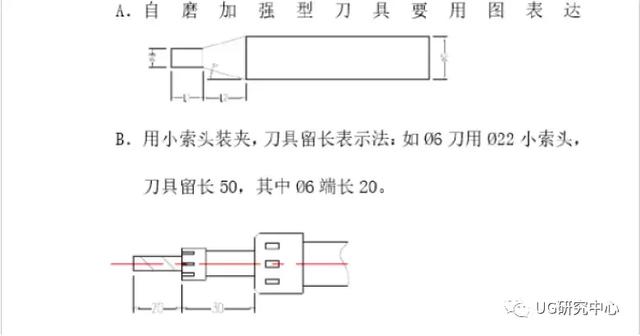
8,编程师可根据工件形状,采用自制锥柄刀具或小索头装夹来增强刚性;窄槽和深腔死角,请用电火花加工,百不必强行铣出。
9,多曲面加工若有上凸台,凹坑出现,请先用直径小的刀具局部清角,或做出保护面避空以免弹刀。【我Q凸凹托腮脸31凸凹托56托腮脸193凸凹斜眼笑07哭笑4】
10,请先由中间向边角加工。 若用平底刀向下加工,请先用球刀开出下刀口,或水平进刀局部逐层加工,以免第一刀余量过大,造成“顶底”过切。
11,对四周斜面与底部倒圆角造型,通常用球刀逐层环绕加工时倒圆角会出现“倒扣,影响质量。请先用平底刀半精加工,再用小于倒圆半径 1---2MM 的球刀精加工,或用平底刀来回走刀加工。
12.对于垂直面或陡面,请用单向走刀方式从上往下加工,或用环绕方式逐层向下加工。
13.深腔或高柱位加工,请用球刀或 R6的圆角刀环绕逐层精加工。避免用平底刀或不足 R1 的圆角刀加工,因为平底刀刀尖易磨损,会造成形状不准确,而球刀、圆角刀切削接触点位置随加工位置的变化而变化,磨损较均匀,可保证加工质量。
14.深腔或高柱位(大于 200MM )加工请用方刀粒刀具开粗,不要用 R6 圆角刀开粗,因为圆角刀粒接触面大易振动弹刀。
六、 程式单的填写
1.写清楚模具名称、模号、责任班组。
2.用三视图画出装夹加工图。镶件、滑块的大小尺寸要标明,高出模架面或 PL 面多少,一定要明确。
3.文字说明要清晰,如镶件是否需要垫高?垫高多少? Z 方向如何对刀?等等。
4.写明 NC存放路径。( F/本机编号 / 模具编号 /** )
5.特殊要求:
相关参考
...家晚上好,作为一个新手,如何快速成熟成一个合格数控编程人员,宏程序也是必须要会的一部分,今天抽了半个小时给大家写了以下宏程序的一些基础程序,希望对大家有所帮助,喜欢的朋友记得收藏!一:编圆G90G0G54X-10.Y0M3S...
数控车床仿真软件哪个好(四大CNC数控加工软件,简直太实用啦)
大家好,我是你们的UG编程美丽老师!今天给大家带来四款《CNC数控加工软件》这些软件在我们平时的工作中,都可以用上的!非常的实用,所以今天整理好,全部分享给家人们!第一款:公差配合查询间隙配合过渡配合过盈配...
*阶段课程内容1.编程基本理论知识与零件建模1-1、产品零件编程的前景与发展方向;1-2、产品零件的材料与装夹介绍;1-3、产品零件图纸的认识与测量工具介绍;1-4、产品零件的建模练习(CAD练习题1-3);1-5、产品零件的建模练习(...
数控飞刀盘怎么编程(浅谈CNC编程经验,句句是经典看完果断收藏没毛病)
...应用小刀再清除余料,保证余量一致才光刀。5.平面应用平底刀加工,少用球刀加工,以减少加工时间。6.铜工清角时,先检查角上 R大小,再确定用多大的球刀。7.校表平面四边角要锣平。8.凡斜度是整数的,应用斜度刀加工,...
...应用小刀再清除余料,保证余量一致才光刀。5.平面应用平底刀加工,少用球刀加工,以减少加工时间。6.铜工清角时,先检查角上R大小,再确定用多大的球刀。7.校表平面四边角要锣平。8.凡斜度是整数的,应用斜度刀加工,比...
模具设计与数控技术学哪个好(去了模具厂做CNC编程还是做模具设计,一个选择可能改变一生)
模具钳工基本上车铣磨钻全部都要会(富士康这种企业出来的除外),将来不想干模具行业了转行也很方便,因为模具钳工能做下来的做其他的钳工基本不在话下。但做这行辛苦是肯定的,尤其南方夏天要磨床、装配模具,痛苦...
深圳哪里cnc加工多(低成本CNC加工经验丰富的厂家-深圳市凯奥模具供应)
编程和操机二者是可以分开的,的工作,但两者又必须是相互衔接的,对于加工工件的加工部位,分中数,对刀点,上海成本低CNC加工经验丰富的厂家,基准面方向,压板位置,以及加工中主轴转速的调整,走刀速度的调整,刀片损耗情况的更...
深圳哪里cnc加工多(低成本CNC加工经验丰富的厂家-深圳市凯奥模具供应)
编程和操机二者是可以分开的,的工作,但两者又必须是相互衔接的,对于加工工件的加工部位,分中数,对刀点,上海成本低CNC加工经验丰富的厂家,基准面方向,压板位置,以及加工中主轴转速的调整,走刀速度的调整,刀片损耗情况的更...
常见的打点式数控机床(CNC数控编程加工流程经验总结,缩短编程时间,减少出错概率)
CNC数控编程加工流程经验,掌握一个流程能缩短编程时间,以及出错概率一、出图纸1、需要看图的人一目了然,知道尺寸大小,孔多大,螺丝多大,位置在哪里,如果数控不打点需要钳工划线打点加工,那么钳工可以看图纸就...
铣刀从1783年到现今的快速发展,已出现了各种不同材质的铣刀。如何为机床选用合适的铣刀,能让CNC数控加工快速提升加工效率,提高产能,富兰地认为要对铣刀的材质,刀片,刀体和刀刃类型等基本知识必须要有所了解。一...