常见的切削种类(车削加工如何控制切屑)
Posted
篇首语:最淡的墨水,也胜过最强的记性。本文由小常识网(cha138.com)小编为大家整理,主要介绍了常见的切削种类(车削加工如何控制切屑)相关的知识,希望对你有一定的参考价值。
常见的切削种类(车削加工如何控制切屑)
小编说:
本文新鲜度★★★★★★+ 口感:HRC55
互联网的出现,对我们学习的效率提升有很大的帮助。
经历半年时间的沉淀和积累,我们出纸媒啦,也许我们不是很专业,但是我们一直在专注的路上努力前行。私信 回复 [ 技术 ] 报名领取《技术手册》,截止报名7月31日,预计8月初开始印刷和发送。
在过程中,当加工产生连绵不断的带状切屑时,不仅容易划伤工件加工表面和损坏刀刃,严重时还会威胁到操作者的安全,所以采取必要的工艺措施,控制屑型和断屑一直是机械加工行业中极为重要的工艺问题。
由于切屑是切屑层变形的产物,所以,改变切削加工条件是改变切屑种类、实现断屑的有效途径,而影响切屑加工条件的因素主要包括工件材料、刀具几何角度及切屑用量等。
一般切屑需要满足以下几个基本条件:切屑不得缠绕在刀具、工件及其相邻的工具、装备上;切屑不得飞溅,以保证操作者与观察者的安全;精加工时,切屑不可划伤工件的已加工表面,影响已加工表面的质量;保证刀具预定的耐用度,不能过早磨损并竭力防止其破损;切屑流出时,不妨碍切削液的喷注;切屑不会划伤机床导轨或其他部件等。
一、切屑形状的分类
由于塑性变形程度的不同,可能会产生不同种类的切屑,如图1所示。加工塑性材料时,主要形成带状切屑、节状切屑或粒状切屑,加工脆性材料时,一般形成崩碎状切屑。
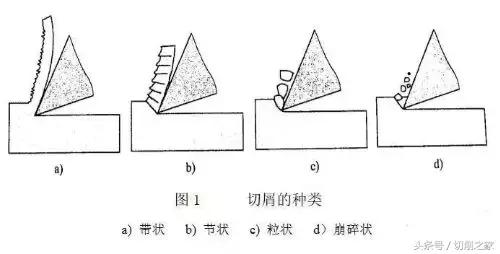
1、带状切屑:带状切屑是一种连绵不断的,底面光滑,背面呈毛绒状的切屑,如图1—1a所示。当采用较大前角的刀具,以较高的切削速度加工塑性金属材料时,容易产生这种切屑。它是切削层不充分变形的产物。产生带状切屑时,切削过程平稳,工件表面粗糙度较小,但切屑不易折断,往往引起缠绕,拉毛工件,甚至影响操作,所以不能忽视它的断屑问题。
2、节状切屑:节状切屑是一种底面光滑,背面有明显裂纹,且裂纹较深的切屑,如图1—1b所示。当采用减小前角的刀具,以较低的切削速度加工塑性材料时,容易产生这种切屑。它是切屑层较充分变形的产物,已达到了剪裂程度,产生节状切屑时,切屑工作不平稳,工件表面粗糙度较大。
3、粒状切屑:粒状切屑是一种均匀的颗粒状切屑,如图1—1c所示。当采用小前角刀具,以很低的切削速度加工塑性金属材料时,容易产生这种切屑。它是切削层充分变形的产物,达到了材料产生剪切破坏,使切屑沿厚度断裂的程度,产生粒状切屑时,切削工作不平稳,工件表面粗糙度较大。
4、崩碎切屑:崩碎状切屑是一种不规则的细粒状切屑,如图1—1d所示。它是切削脆性材料时,切削层在弹性变形后,几乎不经塑性变形阶段,突然崩裂而形成的切屑。形成崩碎状切屑时,切削工作不稳定,刀刃上受到较大的冲击力作用,已加工表面粗糙不平。
由上可知,切屑的种类随工件材料、切削条件的不同。因此,在加工过程中可以通过观察切屑形态来判断切屑条件是否合适,也可以通过转化切削条件改变切屑形态,使之向着有利于生产的方向转化。
二、切屑折断的原理
金属切削过程中,切屑是否容易折断,与切屑的变形有直接联系,所以研究切屑折断原理必须从研究切屑变形的规律入手。
切削过程中所形成的切屑,由于经过了比较大的塑性变形,它的硬度将会有所提高,而塑性和韧性则显著降低,这种现象叫冷作硬化。经过冷作硬化以后,切屑变得硬而脆,当它受到交变的弯曲或冲击载荷时就容易折断。切屑所经受的塑性变形越大,硬脆现象越显著,折断也就越容易。在切削难断屑的高强度、高塑性、高韧性的材料时,应当设法增大切屑的变形,以降低它的塑性和韧性,便于达到断屑的目的。
切屑的变形可以由两部分组成:
第一部分是切削过程中所形成的,我们称之为基本变形。用平前刀面车刀自由切削时所测得的切屑变形,比较接近于基本变形的数值。影响基本变形的主要因素有刀具前角、负倒棱、切削速度三项。前角越小,负倒棱越宽、切削速度越低,则切屑的变形越大,越有利于断屑。所以,减小前角、加宽负倒棱,降低切削速度可作为促进断屑的措施。
第二部分是切屑在流动和卷曲过程中所受的变形,我们称之为附加变形。因为在大多数情况下,仅有切削过程中的基本变形还不能使切屑折断,必须再增加一次附加变形,才能达到硬化和折断的目的。迫使切屑经受附加变形的最简便的方法,就是在前刀面上磨出(或压制出)一定形状的断屑槽,迫使切屑流入断屑槽时再卷曲变形。切屑经受附加的再卷曲变形以后,进一步硬化和脆化,当它碰撞到工件或后刀面上时,就很容易被折断了。
三、断屑方法
切屑断与不断的根本原因在于切屑形成过程中的变形和应力,当切屑处于不稳定的变形状态或切屑应力达到其强度极限时,就会断屑,通常切屑是卷曲后折断的。
合理选择刀具几何角度、切削用量、磨断屑槽是常用的断屑方法。
1、减小前角、增大主偏角:前角和主偏角是对断屑影响较大的刀具几何角度。减小前角,加剧切屑变形,易于断屑。由于将前角磨小,会增大切削力,限制了切削用量的提高,严重时会损坏刀具,甚至“闷车”,一般不单纯采用减小前角来断屑。增大主偏角,可增大切削厚度,易于断屑。例如,同样条件下90°刀就比45°刀容易断屑。另外,增大主偏角,有利于减小加工中的振动。所以,增大主偏角是一种行之有效的断屑方法。
2、减小切削速度、增大进给量改变切削用量是断屑的另一措施。增大切削速度,切屑底层金属变软且切屑变形不充分,不利于断屑;减小切削速度,反而容易断屑。因此,在车削时,可通过降低主轴转速,减小切削速度来断屑。增大进给量,可增加切削厚度,易于断屑。这是加工中常采用的一种断屑方法,不过应当注意,随着进给量的增大,工件表面粗糙度值将会明显增大。
3、开设断屑槽:断屑槽,是指在刀具前刀面上做出的槽。断屑槽的形状、宽度及槽斜角都是影响断屑的因素。
1)断屑槽的形状
常用的断屑槽有折线形、直线圆弧形、全圆弧形3种槽型,如图2所示。
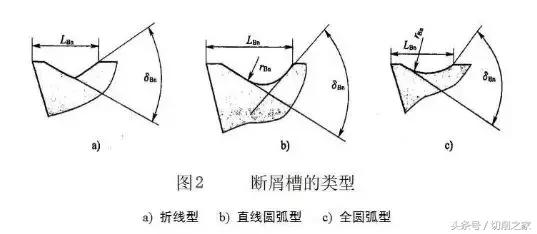
在切削碳素钢、合金钢、工具钢时,可选用折线形、直线圆弧形、断屑槽;切削高塑性材料工件时,例如纯铜、不锈钢工件等,可选用全圆弧形断屑槽。
2)断屑槽的宽度
断屑槽的宽度对断屑的影响很大。一般来讲,槽宽越小,切屑的卷曲半径越小,切屑上的弯曲应力越大,越易折断。所以,采用较小的断屑槽宽对断屑有利。但断屑槽宽度必须与进给量切削深度ɑp联系起来考虑。
若断屑槽宽度与进给量基本合适,则可形成C形切屑。如卷屑槽太窄,易产生堵屑现象,而使车刀负荷增加,甚至损坏切削刃;若卷屑槽太宽,切削卷曲半径太大,则切削变形不够,不易折断,往往不流经槽底而形成不断的带状切屑。
切屑槽的宽度也应与切削深度相适当,否则当槽太窄时,显得切屑宽,不易在槽中卷曲,往往切屑不流经槽底而形成带状切屑。当槽太宽时,又显得切屑窄,流动较自由,变形不够充分,也不折断。
为了得到满意的断屑效果,应按具体加工条件,选择合适的断屑槽宽度。对于硬度较低的工件材料,槽应选得窄些,反之,槽应选得宽些。
相关参考
常见的切削种类有哪些(不同切削加工类型如何正确选择切削液,不同加工用不同切削液)
对于不同切削加工类型,金属的切除特性是不一样的,较难的切削加工对切削液要求也较高。切削过程的难易程度,按从难到易的次序排列如下:内拉削-外拉削-攻丝-螺纹加工-滚齿-深孔钻-镗孔-用成形刀具切削螺纹-高速低进给...
...要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这就要求刀柄要细长,但细长刀柄会...
...要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这就要求刀柄要细长,但细长刀柄会...
...要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这就要求刀柄要细长,但细长刀柄会...
...要进行深孔加工的要求。今天,西迪小编就给大家介绍下常见的三种深孔精密零件加工办法,让你学会如何进行深孔加工。在深孔工件进行精密零件加工时,由于刀柄受到孔径和孔深的限制,这就要求刀柄要细长,但细长刀柄会...
切削工具是机械制造中用于切削加工的工具。绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具...
...屑为带状,不易断屑,容易引起热变形;一般不耐高温,切削过程易产生积屑瘤,表现在切削过程为高温粘刀现象,这又进一步增大了切削力,所以在压紧力不足时零件会“打滑”。这里给大家分享几个案例。某金属密封衬垫零...
强力切削是采用什么的切削方法(普通机床加工零件,车削加工阶梯轴详细教程)
下载本文电子稿请私信回复“011”一、知识讲解(一)轴的车削加工方法1.端面车削对工件的端面进行车削的方法叫车端面。常用端面车削时的几种情况如下图所示:2.圆柱台阶车削车台阶轴时,既要车外圆,又要车环形端面,...
数控车削用刀具一般分为三类(6种数控刀具的种类、性能、特点、应用专业知识,机械人必备)
...材料迅速发展,各种新型刀具材料,其物理、力学性能和切削加工性能都有了很大的提高,应用范围也不断扩大。一.刀具材料应具备基本性能 刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大...
木工平面铣刀(金属切削加工基础知识,铣刀的种类及用途,你了解铣刀吗?)
铣刀是在铣床上对工件进行切削加工时所使用的刀具。铣削时,铣刀做旋转运动(主运动)分离切屑,进给运动则根据需要由工件和刀具来完成。铣刀属于多齿刀具,铣刀的每一个刀齿相当于一把车刀,其切削部分的几何参数及...